

вительные – формовочный (г), гибочный (д), пережимной (е), подкатной (ж, з), протяжной (и, к), оттяжной (л), для осадки и разгонки (м, н); отрезной (о). Такое разнообразие ручьев позволяет за несколько последовательных операций изготавливать поковки весьма сложной формы (шатуны, вилки, изогнутые рычаги, кривошипы, коленчатые валы, крестовины, рычаги с отростками и т.д.).
Порядок выполнения работы
1. Изучить технологические особенности основных способов горячей объемной штамповки машиностроительных деталей.
2. Изучить технологические особенности горячей объемной штамповки деталей в открытых штампах, а также последовательность разработки чертежей холодной и горячей поковки.
3. На чертеже детали, выданном преподавателем (из приложения),
4. Определить величины припусков и допусков на механическую обработку поковки и указать их на чертеже холодной поковки; определить
форму и размеры наметок отверстий. |
И |
|
|
5. Назначить напуски, штамповочные уклоны, внутренние и внеш- |
|
ние радиусы ручьев штампов. |
Д |
|
|
6. Вычертить чертеж горячей поковки. |
|
7. Определить размеры исходной заготовки с учетом укладки ее в |
|
ручьи штампа и отношения допустимогоАсоотношения размеров. |
|
б |
|
Си |
|
Контрольные вопросы и задания
1.Перечислите методы производства заготовок.
2.Как определяется экономичность производства заготовок?
3.Какие факторы являются определяющими при выборе способа производства заготовки?
4.Какое оборудование применяется при горячей объемной штам-
повке?
5.Как должна располагаться поковка в штампе?
6.Что такое исходный индекс, как он определяется?
7.Как определяется степень сложности поковки?
8.К какой группе сталей относятся стали марок 30ХГТ, сталь 30, 30ХН3А, 50Х, 60С2, 12ХН3А, ШХ15, 38ХС, 30ХГСА?
101
9. От каких параметров зависит припуск на механическую обработку
детали? |
|
|
|
|
10. |
Каков принцип определения исходного индекса? |
|||
11. |
При каких размерах отверстий в деталях можно намечать их в |
|||
поковках под прошивку? |
|
|
|
|
12. |
Назовите типы заготовок, получаемых горячей объемной штам- |
|||
повкой на молотах, КГШП и ГКМ. |
|
|
||
13. |
Почему на чертеже горячей поковки все размеры по вертикали |
|||
проставляются от плоскости разъема? |
|
|
||
14. |
В чем заключается назначение облойной канавки? |
|||
15. |
Почему мостик облойной канавки чаще всего выполняется на |
|||
верхней половине штампа? |
|
|
|
|
16. Как выбираются штамповочные уклоны, каково их назначение? |
||||
17. |
Зачем назначается припуск? |
|
И |
|
18. |
Как удаляются перемычки в наметках отверстий? |
|||
19. |
Чем отличается инструмент ГКМ от инструментов ПГШМ |
|||
КГШП? |
|
|
Д |
|
|
|
|
|
|
20. Зачем скругляют наружные кромки полостей штампов и переход |
||||
от дна полостей к стенкам? |
А |
|
||
21. |
Почему допускаемые отклонения, большие по величине, назна- |
|||
чаются со знаком + (плюс) на наружные поверхности поковки и со знаком |
|
|
б |
– (минус) на внутренние поверхности? |
|
22. В чем заключается назначение магазина облойной канавки? |
|
и |
|
С |
Приложение |
|
|
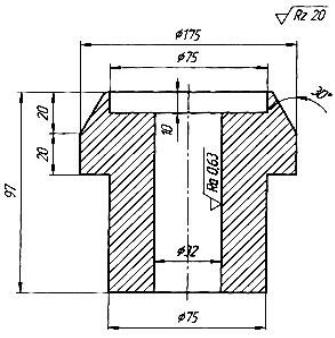
Деталь № 1 – опора; сталь 18ХГТ
102
|
|
|
|
И |
|
|
|
Д |
|
|
|
А |
|
|
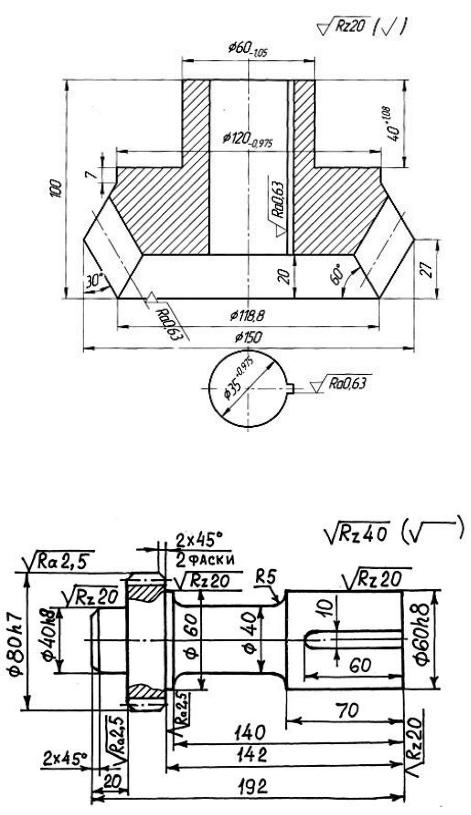
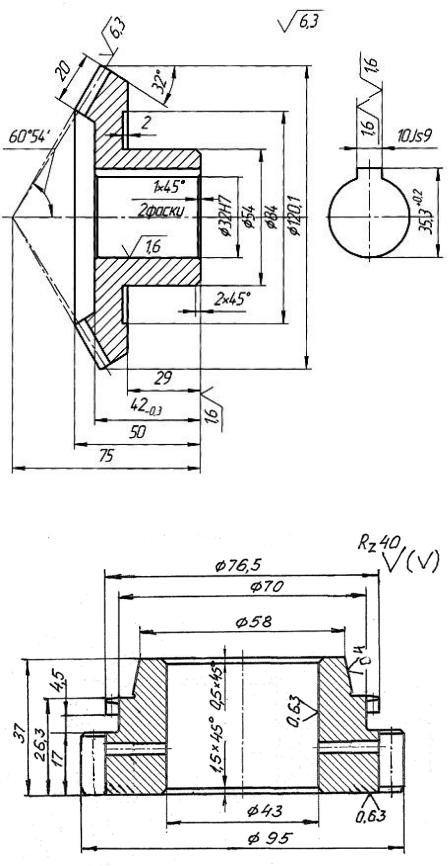
Деталь № 2 – шестерня коническая; сталь 35Х |
||||
|
б |
|
|
|
и |
|
|
|
|
С |
|
|
|
|
Деталь № 3 – валик привода; сталь 40ХН
103
|
|
|
|
И |
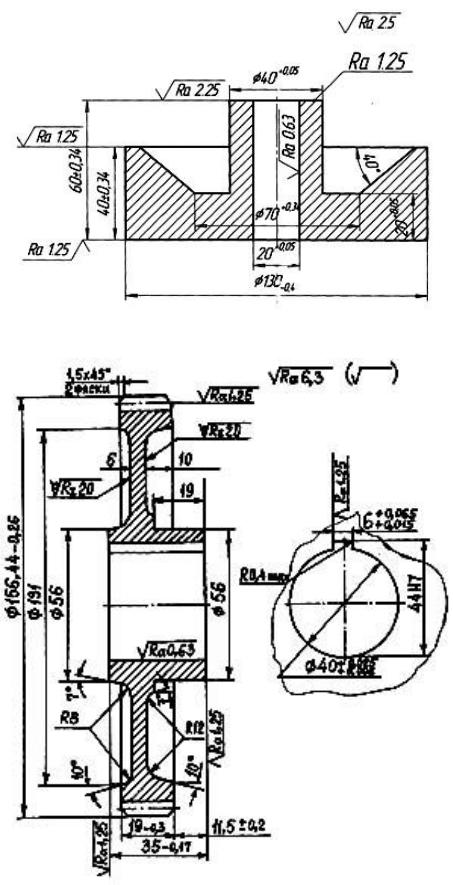
Деталь № 4 – ролик опорный; сталь АС38ХГМ |
||||
|
|
|
Д |
|
|
|
А |
|
|
|
б |
|
|
|
и |
|
|
|
|
С |
|
|
|
|
Деталь № 5 – шестерня; сталь 25ХГТ
104
|
|
|
|
И |
|
|
|
Д |
|
|
|
А |
|
|
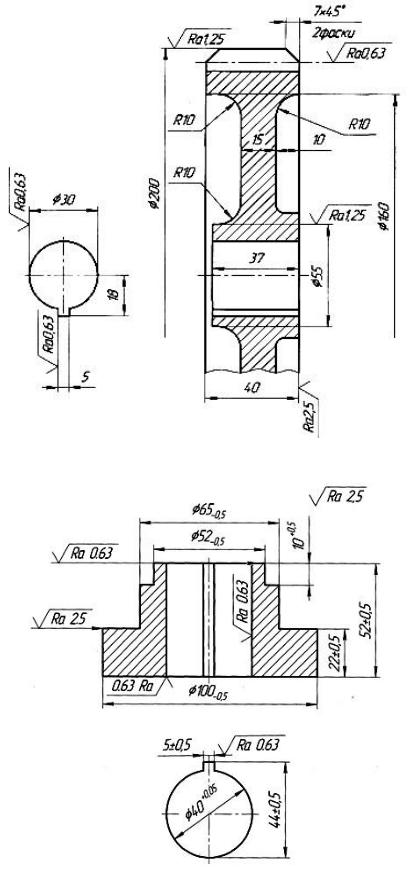
Деталь № 6 – шестерня; сталь 38 ХС |
||||
|
б |
|
|
|
и |
|
|
|
|
С |
|
|
|
|
Деталь № 7 – втулка; сталь 30ХГСА
105
|
|
|
|
И |
|
|
|
Д |
|
|
|
А |
|
|
|
б |
|
|
|
Деталь № 8 – шестерня коническая; сталь 40ХН |
||||
и |
|
|
|
|
С |
|
|
|
|
Деталь № 9 – блок шестерен; сталь 40ХН
106