

Понятие «литейный радиус» применимо не только к отливке, но и к элементам литниковой системы, поскольку его отсутствие (R = 0) приводит к подрыву формы в элементах литниковой системы (рис. 10.15, г). На рис. 10.15, д изображен шлакоуловитель 1 с литейным радиусом и модельная плита 2. Иногда для предотвращения подрыва используют врезку шлакоуловителей с тем, чтобы обеспечить литейный радиус, который должен составлять 2…3 мм.
Требования по литейному радиусу указываются на чертеже отливки надписью типа «Неуказанные литейные радиусы R 3 мм».
Литейный радиус (R = 0) отсутствует в плоскости разъема и на пересечении формы и стержня (рис. 10.15, е), так как в этих местах, как правило, образуются заливы, которые впоследствии зачищаются.
Для обеспечения извлечения модели из формы, стержня из стержне-
вого ящика и отливки из металлической формы на моделях в стержневых |
|
|
И |
ящиках и в металлических формах предусматриваются формовочные (ли- |
|
тейные) уклоны. |
Д |
В настоящее время при назначении формовочных уклонов используется ГОСТ 3212-92 «Комплекты модельные. Уклоны формовочные. Стержневые знаки. Допуски размеров».
Величина формовочного уклонаАзависит от высоты формообразующей поверхности: чем меньше высота, тем больше уклон. Для сырой формовки это связано с тем, чтобповерхностные слои формы более подвержены подрыву, чем глубинные.
На чертеже отливкиив ТУ литейные уклоны указываются обязательной строкой, например, т па «Неуказанные литейные уклоны– не более 2°».
СогласноСГОСТ 3212-92 проводят конструирование знаков стержней. С помощью знаков стержень устанавливают в литейную форму и фиксируют в заданном положении. Знаки подразделяются на горизонтальные и вертикальные в зависимости от положения стержня в форме.
Расчет литниковой системы
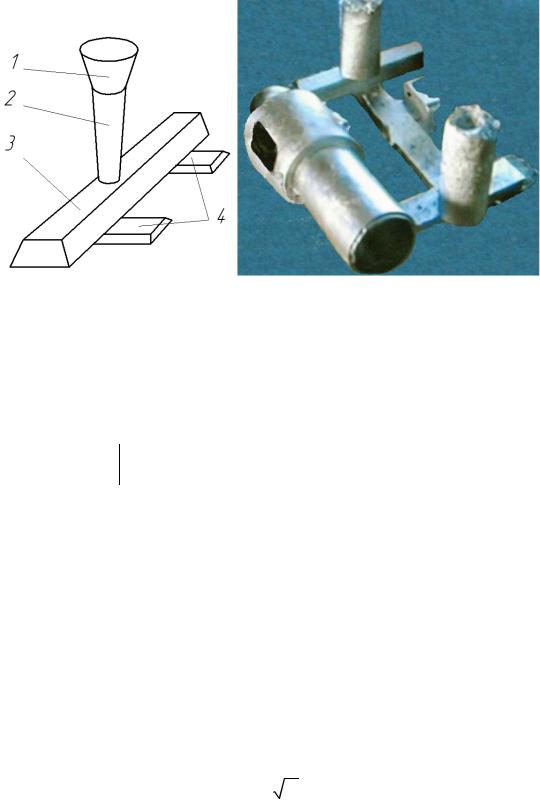
Литниковой системой называется система каналов, по которым металл заполняет форму. Наиболее распространенной литниковой системой для отливок из чугуна является система, состоящая из четырех элементов: литниковой воронки (чаши) 1, стояка 2, шлакоуловителя и питателя 4 (рис. 10.16). Используются и более сложные литниковые системы.
Площадь сечения питателей определяется по формуле
Fпит = m / µ τ ρ
 2 g Hср ,
2 g Hср ,
где Fпит – суммарная площадь питателей, м2; m – масса отливки с литниками (масса литников составляет 40–60% от массы отливки), кг; μ – общий
131
коэффициент расхода в литниковой системе (табл. 10.5 и 10.6); τ – оптимальная продолжительность заливки, с; ρ – плотность металла, кг/м3; g – ускорение силы тяжести, м/с2; Hср – средний расчетный напор, м.
|
|
|
|
|
|
|
|
И |
|
||
|
|
а |
|
|
|
Д |
б |
|
|||
Рис. 10.16. Литниковая система: а – состав из четырех элементов: 1 – литниковая |
|||||||||||
воронка; 2 – стояк; 3 – шлакоуловитель; 4 – питатели; б – система при отливке |
|||||||||||
|
|
|
|
А |
|
|
|
|
|
||
|
|
|
наконечника столба |
|
|
|
|
||||
|
|
|
б |
|
|
|
|
|
|
|
|
Таблица 10.5. Значение коэффициента μ для чугунных отливок |
|
||||||||||
Вид формы |
|
|
|
|
Сопротивление формы |
|
|||||
|
и |
|
|
|
среднее |
|
|
малое |
|||
|
|
|
ольшое |
|
|
|
|
|
|||
Сырая |
С |
0,35 |
|
|
|
0,42 |
|
|
0,50 |
||
Сухая |
0,41 |
|
|
|
0,43 |
|
|
0,60 |
|||
|
|
|
|
|
|
|
|||||
Таблица 10.6. Значение коэфф ц ента μ для стальных отливок |
|
||||||||||
|
|
|
|
|
|
|
|||||
Вид формы |
|
|
|
|
Сопротивление формы |
|
|||||
|
большое |
|
|
|
среднее |
|
|
малое |
|||
|
|
|
|
|
|
|
|||||
Сырая |
|
|
0,25 |
|
|
|
0,32 |
|
|
0,42 |
|
Сухая |
|
|
0,30 |
|
|
|
0,38 |
|
|
0,50 |
|
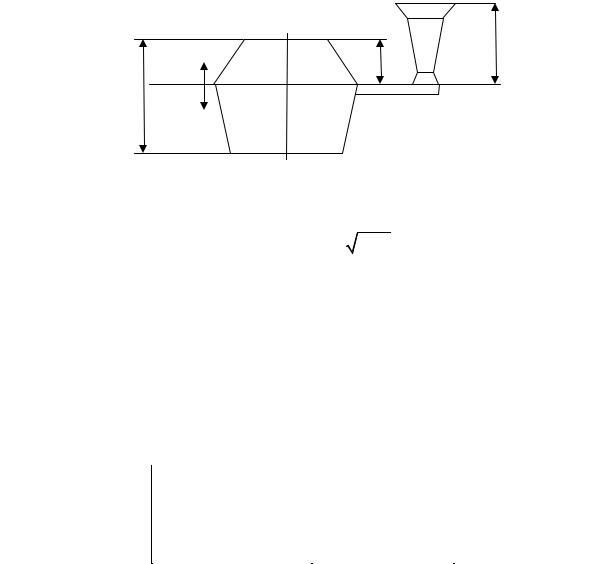
Средний расчетный напор определяется по формуле
Hср = Hст −hв2  (2 h0 ),
(2 h0 ),
где Hст – высота стояка, равная высоте верхней опоки, м (рис. 10.17); hв – расстояние от верхней кромки питателя до наиболее высокой точки отливки, м; hо – общая высота отливки по расположению в форме, м.
Продолжительность заливки форм для серого чугуна
τ= S
 m ,
m ,
132
где m – масса отливки с литниками, кг; S – коэффициент, учитывающий толщину стенки отливки, определяемый по табл. 10.7.
|
|
В |
Hст |
|
МФ |
hв |
|
hо |
|
|
|
|
Н |
|
|
|
|
|
Рис. 10.17. Схема для расчета литниковой системы
Продолжительность заливки форм для стального литья
τ = S 103 |
δm , |
1 |
|
где m – масса отливки с литниками, кг; S1 – коэффициент, учитывающий |
||||||||||
способ подвода металла и его жидкотекучесть (табл. 10.8). |
||||||||||
Таблица 10.7. Значение коэффициента S |
|
Д |
|
|||||||
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
А |
|
|||||
|
|
|
|
|
И |
|
||||
|
|
|
|
Толщина стенки, мм |
|
|||||
2,5–3,5 |
|
|
3,5–8 |
|
|
|
8–15 и более |
|||
1,6 |
|
|
|
б |
|
|
|
|
2,2 |
|
|
|
|
1,85 |
|
|
|
|
|||
Таблица 10.8. Значение коэффициента S1 |
|
|
|
|
|
|||||
Температура |
|
|
|
|
|
|
Подвод металла |
|
||
|
сн зу с фоном |
|
|
|
|
|
сверху или равно- |
|||
металла |
С |
ли |
|
на половине высо- |
|
мерный подвод |
||||
|
|
|
|
|
||||||
|
|
|
|
|
ты или |
|
||||
и жидкотекучесть |
в толстостенную |
|
|
|
в тонкостенные |
|||||
|
|
|
|
|
||||||
|
|
ичасть отливки |
|
|
ступенчатый |
|
части |
|||
Нормальная |
|
|
|
1,3 |
|
|
1,4 |
|
|
1,5–1,6 |
Повышенная |
|
|
|
1,4–1,5 |
|
|
1,4–1,6 |
|
1,6–1,8 |
|
Площади сечений шлакоуловителя Fшл и стояка Fст определяются по соотношениям:
–для чугунного литья Fпит:Fшл:Fст = 1:1,1:1,15;
–для стального литья Fпит:Fшл:Fст = 1:1,2:1,4.
Чертеж отливки и элементы литниковой системы оформляются по ГОСТ 3.1125-88.
Порядок выполнения работы
1. Изучить технологические особенности некоторых способов отливки машиностроительных деталей.
133
2.Изучить технологические особенности отливки деталей в песчаноглинистые формы, а также последовательность разработки чертежа отливки и формы.
3.На чертеже детали, выданном преподавателем, показать плоскость разъема модели и формы с указанием их верха и низа; определить лучший вариант положения детали в форме.
4.Определить величины допусков и припусков на механическую обработку и указать их на чертеже детали.
5.Определить конфигурацию стержней и стержневых знаков и указать их на чертеже модели.
6.Определить и указать на чертеже детали формовочные уклоны.
7.Определить размеры элементов литниково-питающей системы:
– площадь сечения питателей;
– площадь сечения шлакоуловителя;
– площадь сечения стояка.
8. В лаборатории кафедры «Автомобили, конструкционные материа-
лы и технологии» |
изучить на практике изготовление песчано-глинистой |
||
формы. |
|
|
|
9. В лаборатории кафедры «Автомобили, конструкционные материа- |
|||
лы и технологии» |
|
|
И |
изучить особенности отливки деталей в разъемные ме- |
|||
таллические формы. |
Д |
||
|
|
||
|
|
А |
|
1.Каковы особенностииконструирования отливок при получении их
впесчано-глинистыхСформах?
2.Каков порядок определения припусков на механическую обработку отливок?
3.От чего зависят формовочные уклоны?
4.Как определяются радиусы скруглений?
5.Чем оформляются внутренние полости в отливках?
6.Изложите методику расчета элементов литниково-питающей системы.
7.Опишите технологический процесс изготовления формы по разъемным моделям.
8.Опишите назначение элементов литниково-питающей системы.
9.Опишите последовательность формовки по разъемной модели.
10.Опишите особенности конструкции моделей при литье отливок с полостями.
11.Опишите особенности конструкции форм при получении отливок с ребрами, расположенными в разных полостях.
12.Сформулируйте назначение прибылей и места их расположения.
13.Опишите особенности центробежного литья.Контрольныебвопросы и задания
134