

2381
.pdfМинистерство образования и науки РФ Федеральное государственное бюджетное образовательное учреждение высшего образования
«Сибирский государственный автомобильно-дорожный университет (СибАДИ)»
СибАДИЮ.Н. Вивденко
ОБЕ ПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ МАШИН ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКОЙ ДЕТАЛЕЙ
Ла ораторный практикум
Омск 2017

УДК 621.81 |
Согласно 436-ФЗ от 29.12.2010 «О защите детей от |
ББК 34.44 |
информации, причиняющей вред их здоровью и |
В41 |
развитию» данная продукция маркировке не |
|
подлежит. |
|
Рецензенты: |
|
д-р техн. наук, проф. Е.А. Воронов (ОмГТУ); |
СибАДИ |
|
|
д-р техн. наук, проф. В.И. Гурдин (СибАДИ) |
Работа утверждена редакционно-издательским советом СибАДИ в качестве лабора- |
|
торного практ |
кума. |
Вивденко, Юр й Н колаевич.
В41 Обеспечен е эксплуатационных свойств машин отделочно-упрочняющей
обработкой деталей [Электронный ресурс] : лабораторный практикум / Ю.Н. Вивденко.
− Электрон. дан.− Омск : С АДИ, 2017. − URL: http://bek.sibadi.org/cgi-bin/ irbis64r plus/cgiirbis 64 ft.exe?C21COM=S&I21DBN=IBIS FULLTEXT&P21DBN= IBIS&S21FMT=briefHTML ft&Z21ID=GUEST&S21ALL=<.>TXT=esd433.pdf<.>. -
Режим доступа: для автор зованных пользователей.
ISBN 978-5-00113-128-1.
Приведены основные дополнительные теоретические положения к закреплению знаний по разделам дисциплин производства,эксплуатации, ремонта и реновации машин и методические рекомендации по выполнению лабораторных работ и учебных исследований указанных дисциплин. Состав цикла изложенных работ выбран из числа определяющих этапов технологических процессов указанных разделов дисциплин.
Имеет интерактивное оглавление в виде закладок.
Рекомендуется для обучающихся всех форм обучения по направлению подготовки «Наземные транспортно-технологические комплексы» и специальности « Наземные транспортно-технологические средства».
Подготовлен на кафедре « Автомобили, конструкции, материалы технологии».
Текстовое (символьное) издание (3МБ)
Системные требования: Intel, 3,4 GHz; 150 Мб; Windows XP/Vista/7; DVD-ROM; 1 Гб свободного места на жестком диске;
программа для чтения pdf-файлов: Adobe Acrobat Reader; Foxit Reader
Редактор О.А. Соболева
Техническая подготовка Н.В. Кенжалинова Издание первое. Дата подписания к использованию 26.12.2017
Издательско-полиграфический комплекс СибАДИ. 644080, г. Омск, пр. Мира, 5 РИО ИПК СибАДИ. 644080, г. Омск, ул. 2-я Поселковая, 1
© ФГБОУ ВО «СибАДИ», 2017
Введение
При производстве машин транспортного и технологического назначения одной из основных конструкторских и технологических решаемых задач является обеспечение заданных эксплуатационных изделий. К таким свойствам относят износостойкость деталей и узлов,
энергоёмкость, расходы на эксплуатационные материалы, расходы на ремонт и восстановление и другие. К более обобщающим свойствам маш н относят х ресурс и надёжность.
СибАДИобеспечения эксплуатационных свойств деталей за счёт направленного использования всех компонентов соответствующих технологических систем. Эти системы включают технологическое оборудование, технологическую оснастку, средства измерения и контроля, расходные материалы, производственный персонал соответствующей квалификации и другие компоненты.
Одной з характеристик, определяющих свойства машин, является состоян е сборочных единиц, деталей и их отдельных элементов. Это
состоян е оцен вают:
- геометр ческ ми параметрами данных элементов ( линейно-
угловыми характер стиками);
- параметрами неровностей рабочих поверхностей деталей; - состоян ем материала поверхностного слоя деталей.
Как показал многолетний опыт смены производства поколений
маш н разного назначения и их эксплуатации, включая как изделия
гражданского, так |
военного назначения, указанные три группы |
свойств деталей |
можно о еспечить технологическим путём на |
окончательных операциях технологии изготовления деталей. Эти операции технологических процессов включают чистовую размерную обработку рабочих поверхностей деталей и их отдельных элементов, отделочно-зачистную обработку и упрочняющее воздействие на материал поверхностного слоя деталей.
С учётом современного состояния и перспектив развития машиностроения основное содержание работ лабораторного практикума изложено применительно к условиям автоматизированного решения задач на ЭВМ при проектировании технологических процессов и при
организации производства машин. |
|
Комплект работ лабораторного практикума |
их содержание |
представлены с учётом необходимости комплексного решения задач |
|
При составлении содержания работ определённое внимание уделено получению навыков формирования содержания решаемой проблемы и организации научных исследований по её решению.
3
При изложении содержания каждой лабораторной работы теоретические положения по сущности процесса, физико-химических явлений и отдельные закономерности представлены в расширенном объёме с целью использования как в качестве конспекта лекции, так и в качестве теоретической части лабораторных работ.
одержание теоретической части и практических разделов работ предусмотрено для выполнения учебно-исследовательских работ СибАДИдисциплин учебного плана, исследовательских разделов курсового и дипломного проект рования, а также для самостоятельной работы
студентов.
4
Лабораторная работа 1
СОСТОЯНИЕ ПОВЕРХНОСТНОГО СТРОЯ ДЕТАЛЕЙ И ИХ ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
Цель работы: закрепление знаний по определению влияния характеристик точности и шероховатости поверхностей деталей на их
СибАДИэксплуатационные свойства.
Краткие сведения
Вл ян е качества поверхности на эксплуатационные свойства изделий. В процессе производства машин и приборов абразивная обработка во мног х случаях является окончательным методом размерной обработки, о еспечивающим предельно высокие требования качества поверхности, отклонения размеров и формы детали. Так, доводкой может ыть о еспечен параметр шероховатости цилиндр ческ х поверхностей Ra 0,05–0,01 мкм. Отклонения размеров и формы обработанных поверхностей могут составлять 0,1 – 0,3 мкм.
Диаметральные зазоры у отдельных гидрораспределителей с цилиндрическими золотниками составляют 0,4–0,8 мкм, поэтому рабочие поверхности гильзы и золотника необходимо изготавливать с отклонениями от цилиндричности не более 0,2–0,4 мкм.
Основными факторами, которые вызывают необходимость обеспечения высоких требований к шероховатости и точности, являются эксплуатационные характеристики изделий.
К таким изделиям относятся гидрораспределители с цилиндрическими и плоскими золотниками, плунжерные и золотниковые пары гидравлических систем и топливо-регулирующей аппаратуры, распылители форсунок, узлы топливных насосов, шаровые соединения гидроаппаратуры, средства линейно-угловых измерений, включая концевые меры, элементы оптических систем, пластины монокристаллов для интегральных схем другое.
В табл.1.1, 1.2 приведены данные по влиянию требований точности и шероховатости сопряженных поверхностей деталей на гидроплотность, надежность, давление страгивания, ресурс и другие эксплуатационные характеристики узлов и агрегатов. Данные таблиц отражают ответы на вопросы:
1.Какие эксплуатационные характеристики зависят от требований точности и шероховатости обрабатываемых поверхностей?
2.На какие значения могут быть увеличены указанные эксплуатационные характеристики за счет повышения на 30–50%
5
требований к точности и шероховатости обрабатываемых сопряженных поверхностей деталей изделий различного назначения?
Пример 1. Золотник гидрораспределителя с плоскими рабочими поверхностями (см. табл.1.1). Материал детали – сталь ХВГ. уществующие требования качества: Iпл = 0,5–0,6 мкм; Iпар = 0,8–1,0 мкм; Ra =0,04–0,06 мкм. Повышение надежности и ресурса изделия
СибАДИ |
||||
соответственно на 10–30% и на 20–50% может быть достигнуто за |
||||
счет |
обеспечения |
следующих |
характеристик: |
Iпл = 0,2–0,3 мкм; |
Iпар = 0,4–0,6 мкм; Ra =0,02–0,03 мкм. |
|
|||
|
Пр мер 2. Плунжер плунжерной пары с цилиндрической рабочей |
|||
поверхностью топл во-регулирующего агрегата |
(см. табл. 1.2). |
|||
Матер ал детали |
– 25Х5М. Существующие требования качества: |
|||
Iц = |
0,4–0,6 мкм; |
Iпр = 0,4–0,5 |
мкм; Ra =0,04–0,06 мкм. Повышение |
|
гидроплотности |
ресурса соответственно на 20–40% и на 10–30% |
|||
может быт дост гнуто за счет о еспечения следующих характеристик детали: Iц = 0,2–0,3 мкм; Iпр = 0,2–0,3 мкм; Ra =0,02–0,04 мкм.
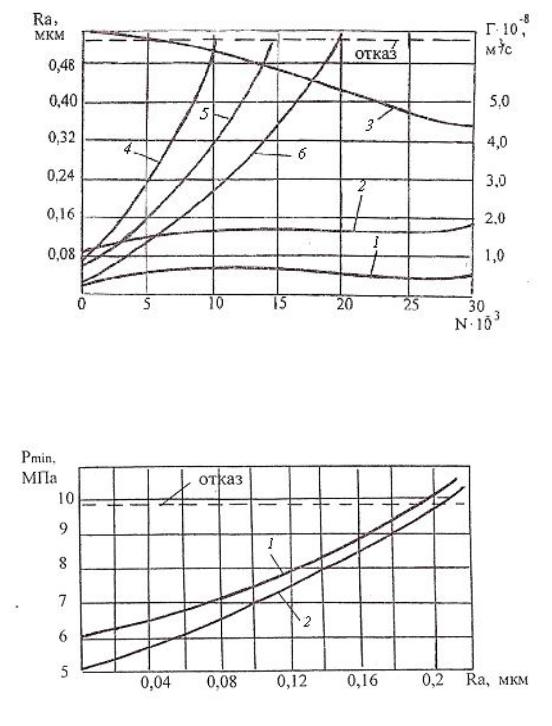
Сн жен е гермет чности узлов в связи с увеличением параметров шероховатости ра оч х поверхностей деталей с учетом наработки изделий иллюстрируют зависимости, приведенные на рис.1.1. Эти зависимости подчиняются о щим закономерностям влияния шероховатости на эксплуатационные свойства изделий, рассматриваемые ранее (см. табл.1.1, 1.2). При этом параметры шероховатости рабочих поверхностей деталей (см. рис.1.1) с увеличением наработки изделия изменяются по-разному: как в сторону увеличения, так в сторону уменьшения.
К числу одних из определяющих эксплуатационных характеристик пневматических и гидравлических систем управления относят величину минимального давления страгивания. Закономерности, приведенные на рис.1.2, иллюстрируют повышение этих характеристик изделия в зависимости от шероховатости рабочих поверхностей деталей. При этом для рассматриваемых изделий приведены критические значения параметров шероховатости, соответствующие отказу узла в работе.
Повышение твердости поверхностного слоя деталей в большинстве случаев уменьшает интенсивность изнашивания деталей, работающих на трение. Диаграмма влияния поверхностного пластического деформирования поверхностного слоя золотниковых пар на работоспособность узла приведена на рис. 1.3. Зависимость получена при испытании образцов, обработанных по методу вибрационной доводки. Такая доводка позволила сформировать у образцов упрочненной пластической деформацией слой на глубину до 4 мкм.
6
Следствие этого: рассматриваемые золотниковые пары выдержали в 2–2,5 раза большее число циклов нагружения по сравнению с образцами, не прошедшими упрочнения.
СибАДИРис. 1.1. Изменение внутренней герметичности Г агрегатов шероховатости рабочих поверхностей золотниковых пар в зависимости от наработки: 1,2,3 – параметр шероховатости в зависимости от наработки; 4,5,6 – герметичность деталей в связи с изменением шероховатости соответствующих агрегатов
Рис.1.2. Изменение минимального давления страгивания золотников от Ra рабочих поверхностей: 1,2 – отклонение от плоскостности рабочих поверхностей
0,9 и 0,3 мкм соответственно
7
СибАДИ |
Таблица 1.1 |
||||||||
|
|
|
|
|
|
|
|
||
Требования качества деталей |
эксплуатационные параметры гидравлических следящих систем |
|
|||||||
|
|
|
|
|
|
|
|
|
|
Узел изделия |
Деталь, |
Матер ал |
Твердость |
Параметр |
Допуск, мкм |
Характеристика |
% |
||
|
поверхность |
|
HRCэ |
шероховато- |
Iпл |
Iпар |
|
|
|
|
|
|
|
сти Ra , мкм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Корпус, |
18Х2Н4ВА |
57–59 |
0,05–0,08 |
0,4–0,5 |
|
Гидроресурс |
|
20–40 |
|
плоская |
ХВГ |
|
|
|
– |
|
|
|
|
|
|
|
Ресурс |
|
20–30 |
|||
|
|
|
|
|
|
|
|
||
|
Кольцо, |
12ХН3А |
58–60 |
0,04–0,06 |
0,4–0,3 |
0,6–0,8 |
Давление страгивания |
|
|
|
плоская |
9Х18 |
|
|
|
|
|
|
-- |
|
|
ШХ15 |
|
|
|
|
Утечка |
|
|
|
Плита, |
18Х2Н4ВА |
57–59 |
0,04–0,06 |
0,5–0,6 |
0,8–1,0 |
Надежность |
|
|
|
плоская |
ХВГ |
|
|
|
|
|
|
15–40 |
|
|
ШХ15 |
|
|
|
|
Утечка |
|
|
|
|
|
|
|
|
|
|
|
|
Гидрораспределители |
Крышка, |
12ХН3А |
58–60 |
0,05–0,07 |
0,4–0,3 |
0,8–1,0 |
Гидроплотность |
15–30 |
|
с плоскими |
плоская |
ХВГ |
|
|
|
|
|
|
|
|
|
|
|
Ресурс |
|
15–20 |
|||
золотниками |
|
ШХ15 |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
Пята, |
18Х2Н4ВА |
58–60 |
0,06–0,08 |
0,4–0,5 |
|
Давление страгивания |
20–50 |
|
|
плоская |
ХВГ |
|
|
|
– |
|
|
|
|
|
ШХ15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Утечка |
|
20–40 |
|
|
Перемычка, |
18Х2Н4ВА |
57–59 |
0,05–0,07 |
0,4–0,3 |
0,6–0,8 |
Гидроплотность |
20–50 |
|
|
плоская |
ХВГ |
|
|
|
|
|
|
|
|
|
ШХ15 |
|
|
|
|
Ресурс |
|
15–40 |
|
Золотник, |
12ХН3 |
58–60 |
0,04–0,06 |
0,5–0,6 |
0,8–1,0 |
Надежность |
|
10–30 |
|
плоская |
9Х18 |
|
|
|
|
|
|
|
|
|
ШХ15 |
|
|
|
|
Ресурс |
|
20–50 |
Применение. Iпл – допуск на плоскостность; Iпар – допуск на параллельность.
8
СибАДИ |
Таблица 1.2 |
||||||||
|
|
|
|
|
|
|
|
||
Требования качества деталей |
эксплуатац онные параметры гидравлических систем плунжерных пар топливной |
||||||||
|
|
|
аппаратуры |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Узел изделия |
Деталь, |
Матер ал |
Твердость |
Параметр |
Допуск, мкм |
Характеристика |
% |
||
|
поверхность |
|
HRCэ |
шероховато- |
Iц |
Iпар |
|
|
|
|
|
|
|
сти Ra , мкм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Золотник |
12ХН3А |
58–60 |
0,04–0,06 |
0,4–0,8 |
0,6–0,8 |
Гистерезис |
|
20–40 |
|
Наружная |
9Х18 |
|
|
|
|
характеристик |
|
|
|
цилиндрическая |
ШХ15 |
|
|
|
|
Надежность |
|
10–50 |
|
Гильза |
18Х2Н4ВА |
58–60 |
0,04–0,06 |
0,4–0,8 |
0,6–0,8 |
Гистерезис |
|
20–40 |
|
Внутренняя |
ХВГ |
|
|
|
|
характеристик |
|
|
|
цилиндрическая |
ШХ15 |
|
|
|
|
Надежность |
|
10–50 |
Гидрораспре– |
Плунжер |
25Х5М |
60–62 |
0,04–0,06 |
0,4–0,6 |
0,4–0,5 |
Гидроплотность |
20–40 |
|
делители с |
Наружная |
ШХ15 |
|
|
|
|
|
|
|
|
|
|
|
Ресурс |
|
10–30 |
|||
цилиндриче– |
цилиндрическая |
ХВГ |
|
|
|
|
|
||
скими |
Втулка |
25Х5М |
58–60 |
0,05–0,07 |
0,4–0,6 |
0,3–0,4 |
Гидроплотность |
20–40 |
|
золотниками; |
Внутренняя |
ШХ15 |
|
|
|
|
|
|
|
|
|
|
|
Ресурс |
|
10–30 |
|||
плунжерные |
цилиндрическая |
ХВГ |
|
|
|
|
|
||
пары, |
|
|
|
|
|
|
|
|
|
Игла форсунка |
Р18 |
60–65 |
0,06–0,08 |
0,5–0,8 |
|
Точность |
|
30–50 |
|
распылители |
Наружная |
Р18М |
|
|
|
– |
дозирования |
|
|
форсунок |
цилиндрическая |
|
|
|
|
|
|
|
|
|
|
|
|
|
Надежность |
|
20–40 |
||
|
Корпус форсунки |
18Х2Н4ВА |
56–60 |
0,06–0,08 |
0,5-–0,8 |
|
Точность |
|
20–30 |
|
Внутренняя |
ХВГ |
|
|
|
– |
дозирования |
|
|
|
цилиндрическая |
ШХ15 |
|
|
|
|
Надежность |
|
10–30 |
|
Измерительная |
У10 |
58–62 |
0,05–0,08 |
0,5–1,0 |
0,5–0,7 |
Точность измерений |
|
|
|
проволока |
ШХ15 |
|
|
|
|
изделий |
|
20–50 |
|
цилиндрическая |
Р18 |
|
|
|
|
|
|
|
Примечание. Iц – допуск на цилиндричность; Iпар – допуск на параллельность.
9
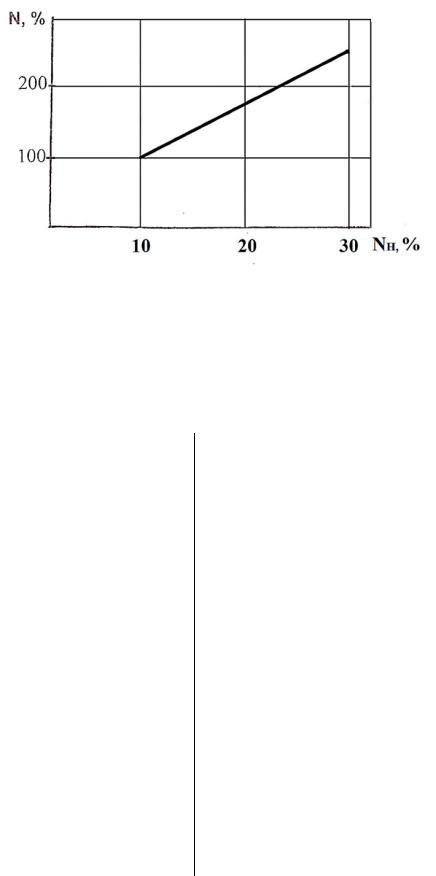
Отдельные примеры повышения эксплуатационных характеристик узлов и агрегатов, как следствие наклепа, приведены в табл.1.3 и
рис.1.3.
Р с. 1.3. Вл ян е степени наклепа Nн поверхностного пластически деформ рованного слоя золотниковых пар на кратность повышения
ра отоспособности N узла
Таблица 1.3
Влияние эксплуатационных характеристик узлов с прецизионными деталями на эксплуатационные характеристики машин в целом
|
Повышение эксплуатационных |
Изменение эксплуатационных |
|
|
характеристик узлов машины |
характеристик машины (процесса) в |
|
|
|
целом |
|
|
Обеспечение минимального давления |
Повышение надежности работы систем |
|
|
страгивания плунжерных и |
управления гидравлическими системами |
|
|
золотниковых пар и сохранение его |
машин |
|
|
стабильности |
|
|
|
Повышение гидроплотности |
Обеспечение точности дозированной |
|
|
плунжерных золотниковых пар |
подачи топлива в камеру сгорания |
|
|
топливо-регулирующей аппаратуры |
дизельных газотурбинных двигателей, |
|
|
|
повышение КПД двигателей |
|
|
Обеспечение минимального гистерезиса |
Сохранение повторяемости рабочих |
|
|
гидравлических характеристик систем |
движений исполнительных органов |
|
|
СибАДИ |
|
|
|
управления |
транспортных, строительных, |
|
|
|
почвообрабатывающих и других машин |
|
|
Повышение ресурса плунжерной пары |
Снижение расходов на проведение |
|
|
топливо-регулирующей аппаратуры |
ремонта узлов и агрегатов в целом |
|
|
Уменьшение отказов, повышение |
Снижение сбоев и отказов рабочих |
|
|
надежности гидрораспределителя |
органов станка, сокращение |
|
|
гидравлической системы |
технологических потерь деталей, |
|
|
технологического оборудования |
снижение трудоемкости обработки на |
|
|
|
станке |
|
10