

§ 63. Основные сведения о манипуляторах, роботах и системах управления ими
Одной из центральных задач при создании автоматизированных систем управления технологическими процессами является реализация автоматического перемещения заготовок (деталей) до и после процесса обработки, т. е. автоматизация процессов манипулирования. Выполнение операций манипулирования сложно из-за разнообразия объектов перемещения по величине, форме, конфигурации и массе. Трудность заключена и в том, что процессы перемещения в большинстве случаев должны выполняться в очень короткое, предварительно заданное время, в результате этих операций заготовки (детали) или материал должны подаваться к производственному оборудованию и извлекаться из него в определенном направлении и положении к определенному времени.
Производительность труда на производственной операции во многом зависит от соотношения машинного времени и времени манипулирования.
На процесс манипулирования влияют следующие свойства деталей: геометрическая форма, размер, масса, устойчивость положения, способность к качанию, скольжению, подвешиванию, штабелеванию и т. д. Технологичность деталей должна учитывать задачи манипулирования.
Под промышленным роботом понимают механическую руку с программным управлением, снабженную захватом и предназначенную для автоматического воспроизведения некоторых двигательных функций конечностей человека в производственных условиях. Современные промышленные роботы так же, как и стойки с программным управлением, являются отдельными элементами локальных автоматизированных систем управления технологическими процессами.
Автоматические промышленные манипуляторы. В зависимости от степени универсальности их делят на три группы:
Специальные манипуляторы (автооператор) выпол няют определенные операции, манипулируют одним типом деталей и обычно встроены в линию или обслуживаемое оборудование. При меняются в массовом производстве и в класс роботов не входят, так как работают по жесткой программе.
Специализированные манипуляторы выполняют основные и вспомогательные технологические операции, связаны с определенной номенклатурой оборудования, имеют частичную конструктивную зависимость от обслуживаемого оборудования (обслуживание штампов), управляются от единой системы программ ного управления. Эти манипуляторы привязаны к определенной технологической операции.
3. Универсальные манипуляторы выполняют широкую номенклатуру перемещений в разнообразных технологических задачах. Имеют системы программного управления.
Два последних манипулятора являются роботами первого поколения. Роботы второго поколения снабжены техническими органами чувств — от осязания до телевизионного зрения, т. е. такой робот получает информацию не только о собственном состоянии (текущие координаты звеньев манипулятора), но
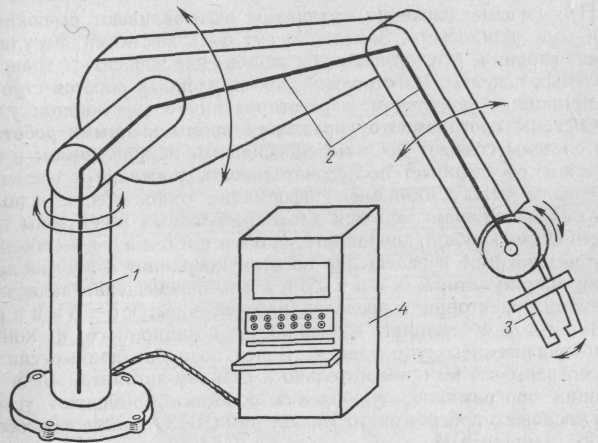
Рис. 134. Схема робота:
1 — стойка; 2 — рука; 3 — захват; 4 — станция управления
и о состоянии внешней среды (объектами манипулирования). Роботы с техническими органами чувств называют очувствлен-н ы м и роботами.
Роботы третьего поколения являются дальнейшим развитием очувствленных роботов и способны имитировать интеллект. Системы управления с имитацией интеллекта — это наиболее совершенный класс адаптивных систем, способных обеспечить автономное функционирование робота.
Выбор кинематической схемы робота зависит от конкретной технологической задачи, особенностей конструкции обслуживаемого технологического оборудования. Движения робота делят на глобальные (перемещение превышает размеры робота), региональные (в пределах размера руки), локальные (соизмеримые с размерами захвата). Универсальный промышленный робот состоит из манипулятора и системы программного управления (рис. 134).
Технологические возможности и конструкцию промышленных роботов определяют: грузоподъемность, число степеней свободы,
рабочая зона, мобильность, скорость движения, точность позиционирования, тип системы управления. Перемещение может реа-лизовываться с прямоугольной (плоской, пространственной), полярной (плоской, цилиндрической, сферической), сложной полярной системами координат. Конструктивно захватные устройства выполняются механическими, магнитными, вакуумными, упругими оболочковыми (с гидропневмокамерами). Соответственно применяют приводы: пружинные, пневматические, гидравлические, электромеханические.
Передающие движения механизмы изготавливают рычажными, реечными, клиновыми. Захваты могут быть жесткими, регулируемыми, гибкими, пружинными, их исполнение зависит от транспортируемых изделий. Изготовление промышленных роботов строится на принципах модульном, агрегатирования и унификации узлов.
Системы программного управления промышленными роботами. Эти системы создают по четырем основным направлениям: цикловая обеспечивает последовательность движений и временные интервалы между циклами. Информация о положении исполнительных механизмов задается для определенных точек зоны перемещений по каждой координате; позиционная — обеспечивает независимое перемещение по осям координат в произвольные точки манипулятора; контурная — перемещение захвата по заданной траектории в пределах рабочей зоны; комбинированная — объединяет возможности позиционного и контурного программного управления. Более подробно данные системы рассмотрены в § 60 применительно к станкам-автоматам. Для реализации программного управления роботами применяют устройства числового программного управления (ЧПУ), микропроцессоры, мини- и микроЭВМ.
Структура позиционной системы программного управления промышленными роботами (ПР) представлена на рис. 135. Система управления ПР имеет в общем случае многоуровневую структуру.
Первый уровень системы управления имеет устройства управления движением механизмов. На втором уровне формируются сигналы управления всеми приводами и устройствами автоматики манипулятора, обеспечивающими перемещение захвата в пространстве во взаимодействии с другим технологическим оборудованием. На третьем решаются укрупненные задачи управления при обслуживании промышленным роботом станка. Каждый уровень системы управления ПР имеет обратные связи, по которым передается информация об исполнении команд на нижних уровнях и характеристиках внешней среды.
В зависимости от метода программирования задач управления различают два варианта программного управления роботом: 1) с непосредственным программированием путем обучения, когда оператор с помощью специального пульта выполняет необходимые действия манипулятора, а затем вводит их в запоминающее устройство; 2) с косвенным (расчетным) программированием, когда
по заранее известной исходной информации подготавливают управляющую программу, записываемую в память устройству ПУ.
Устройство числового программного управления (ЧПУ) роботами, входящими в состав технологических модулей «станок-робот», обычно построены на принципе специализированных вычислителей (рис. 136, а).
Значительно большими возможностями и гибкостью в отношении управляющих алгоритмов обладает устройство (ЧПУ) с микропрограммным управлением МПУ (рис. 136, б).
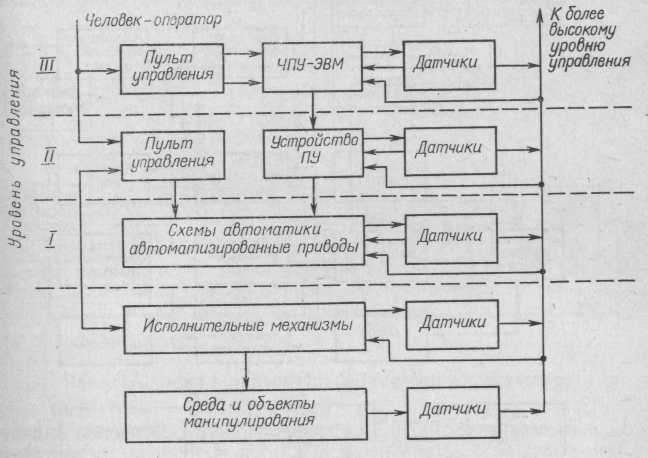
Рис. 135. Структура позиционной системы управления промышленными роботами
Применение микроЭВМ в системах программного управления роботом (рис. 136, в) дает возможность исключить дорогостоящие специализированные вычислительные устройства, повысить гибкость программирования и увеличить надежность системы.
Контурные устройства числового программного управления роботами обеспечивают одновременное непрерывное и согласованное управление приводами всех звеньев манипулятора для осуществления движения захвата с заданной траекторией, скоростью, ускорением.
Особенность их — сложность алгоритмического и программного обеспечения, обусловленная применяемыми в ПР системами координат, степеней подвижности, конструктивными и функциональными ограничениями на параметры движений.
Одной из основных особенностей систем управления промышленными роботами является программирование цикла
работы путем обучения, т. е. ручного управления всеми Движениями манипулятора и одновременного запоминания их параметров для последующего многократного воспроизведения. Использование принципа обучения позволяет программировать движение
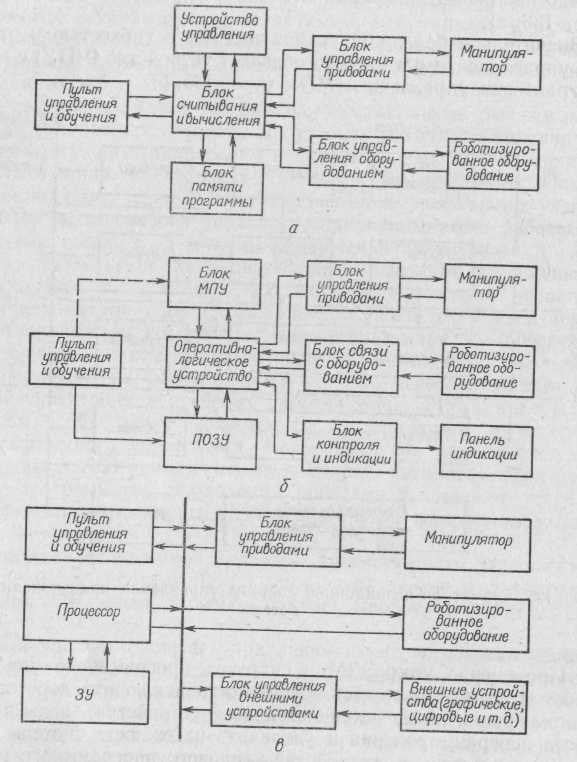
Рис. 136. Система числового программного управления промышленными роботами:
а — на базе специализированных вычислителей; б — то же, с микропрограммным управлением; в — схема ЧПУ на базе ЭВМ
рабочего органа (захвата) манипулятора в любой системе координат. Кроме того, при этом методе программирования учитываются зазоры в механизмах и упругие смещения звеньев манипулятора, что практически невозможно сделать при аналитическом программировании. Процесс обучения ПР включает запись в устройство
памяти его системы управления информации о содержании отдельных элементарных операций, выполняемых в каждом шаге программы, порядок перехода от одного шага программы к другому. Метод централизованного обучения позволяет полностью автоматизировать процесс записи программы в оперативное запоминающее устройство. Рассмотрим схему (рис. 137) привода руки манипулятора, работающего в двух режимах: обучения и автоматического воспроизведения записанной программы. При обучении руку можно перемещать с помощью переключателя ручного управления в любое положение. Сигналы кодового датчика, соответст-
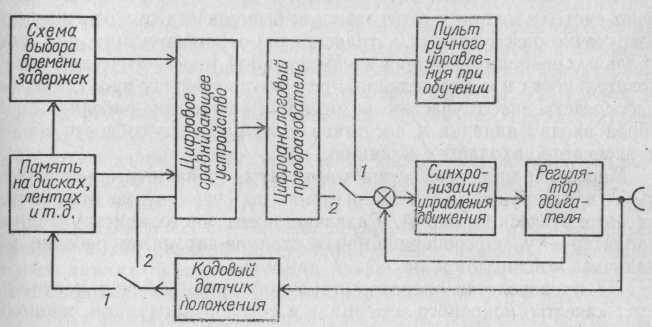
Рис. 137. Схема позиционного ЧПУ роботом с обучением
вующие положению руки, подаются на вход блока памяти и записываются на магнитной ленте или барабане. При работе в режиме воспроизведения управление движением осуществляется позиционным устройством ЧПУ в соответствии с командами на выходе блока памяти, в котором последовательно записаны все координаты звеньев манипулятора для каждой заданной позиции. Кроме того, в блоке памяти записываются сигналы управления операций захвата, скоростью движений, временными задержками при переходе к очередному шагу программы, а также команды передачи и разрешения приема сигналов обслуживаемого технологического оборудования.