

9. Символьное обозначение команд
Операция |
Наименование |
Мнемоническое изображение |
Запись в память Сложить Вычесть Загрузить Логическое И Увеличить на I |
S ORE ADD SUBSTRACT LOAD AND INCREMEHT |
ST AD SVB или SV LD или L AN INR |
Для перевода программы, составленной на определенном языке программирования, в машинные коды применяют языковые трансляторы. Процесс трансляции выполняется с помощью ЭВМ, и программист получает распечатку программы (листинг).
Язык ассемблера — наиболее распространенный язык программирования, позволяющий эффективно использовать особенности микропроцессора. Но этот язык ориентирован на конкретную микроЭВМ. Таким образом, язык ассемблера относится к машинно-ориентированным языкам программирования и требует от специалиста, пишущего программу, знания архитектуры и устройства данной микропроцессорной системы.
Языки программирования высокого уровня позволяют упростить и ускорить составление программ, так как они являются машинно-независимыми языками, что позволяет использовать программы для разных ЭВМ. Различают процедурно-ориентированные и проблемно-ориентированные языки, которые ориентированы на классы однотипных задач. К языкам высокого уровня относят: АЛГОЛ — алгоритмический язык, ориентированный на решение задач численного анализа; ФОРТРАН — язык программирования, разработанный специально для решения научных и инженерных задач; БЕЙСИК — наиболее широко распространенный диалоговый язык, т. е. язык взаимодействия человека с машиной, сравнительно простой в употреблении; ПЛ/I и ПЛ/М — языки для программирования широкого круга научно-технических и информационных задач. Кроме перечисленных, используют и другие языки высокого уровня. Для ввода программ, написанных на языке высокого уровня, в микропроцессорную систему (микроЭВМ) применяют трансляторы.
Таким образом, программное обеспечение — это совокупность программ различного назначения.
Ввод информации в микроЭВМ осуществляют с помощью перфолент, кассетного магнитофона, клавиатуры.
Микропроцессоры применяют для переработки информации (в качестве устройства числового программного управления (ЧПУ), для решения логических задач (в качестве программируемого контролера), для управления следящими приводами, в измерительных приборах и т. д. Область применения микропроцессоров непрерывно расширяется и одной из подобных сфер является адаптивное управление оборудованием или процессами.
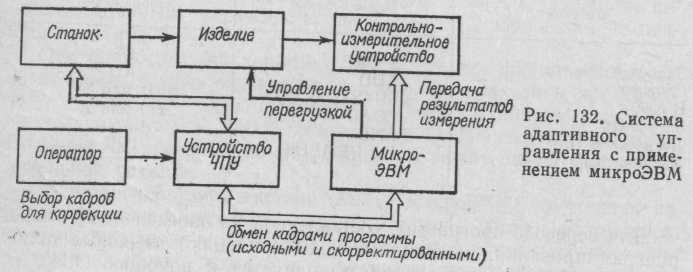
Рассмотрим общую структуру связей системы адаптивного уп-равления с применением микроЭВМ (рис. 132). Для оценки точ-ности используют контрольно-измерительное устройство, измеряющее детали в нескольких точках. Ведущую роль в цикле адаптивного управления выполняет микроЭВМ. По команде от устройства ЧПУ «конец программы» микроЭВМ приступает к управлению перемещением детали на контрольно-измерительную позицию и по командам микроЭВМ выдаются запросы на измерение в отдельных точках. Результаты измерений поступают в память микроЭВМ. Визуальная информация в отклонениях позволяет оператору выбрать рациональные кадры управляющей программы для автоматического внесения коррекций. Эти кадры из ЧПУ передаются в ЭВМ, редактируются и возвращаются в буферную память устройства ЧПУ. Это позволяет реализовать адаптацию системы управления по точности. МикроЭВМ параллельно управляет перегрузкой оборудования.
МикроЭВМ позволяет в автоматических системах управления реализовать все известные принципы регулирования: по отклонению, по возмущению, комбинированный. Они дают возможность получить логические алгоритмы, заданные алгоритмы управления в соответствии с характеристиками объекта управления и поступающими сигналами.
ЭВМ может входить в состав системы автоматического управления и представлять одно или несколько звеньев системы. Это опре-
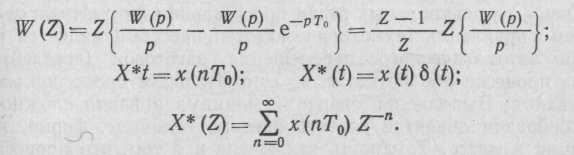
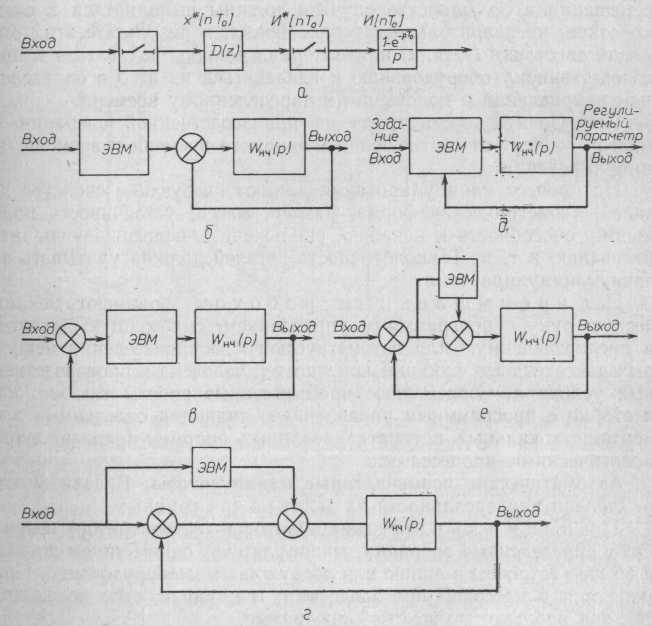
деляет необходимость описания характеристик микроЭВМ в такой форме, которая пригодна для проведения расчетов системы с ЭВМ методами и средствами теории автоматического управления. ЭВМ можно представить (рис. 133, а) в виде эквивалентной схемы дискретного элемента системы автоматического управления с дискретной передаточной функцией:
Рис. 133. Схемы микроЭВМ:
a — эквивалентная дискретного элемента; б—е — структурные включения ЭВМ в контурах САУ
МикроЭВМ может выполнять в системах автоматического управления функции задающего (рис. 133, б), сравнивающего (рис. 133, д), корректирующего с параллельным (рис. 133, е) или
последовательным включением (рис. 133, в) устройств. Применение микроЭВМ для реализации указанных устройств рационально при значительных объемах вычислений.