

§ 59. Системы управления автоматами на базе механических программоносителей
При современных темпах развития техники и быстро сменяющихся объектах производства проблема мобильности требует разрешения противоречий между массовостью и быстросменностью, количеством и качеством. Для этого необходимо, чтобы оборудова-
ние обеспечивало большую гибкость (переналаживаемость) при высокой производительности. В наибольшей степени этим условиям удовлетворяет агрегатированное оборудование.
Агрегатирование — создание деревообрабатывающих станков путем сочетания нормализованных и стандартных узлов и деталей. Деревообрабатывающие станки, скомпонованные из нормализованных узлов (в первую очередь из агрегатных силовых головок), получили название агрегатных. Они в основном бывают многопозиционными.
Агрегатные станки выполняют с последовательным, параллельным или последовательно-параллельным агрегатированием.
К нормализованным узлам относят силовые головки, столы, приводы, гидро- и пневмопанели, суппорты, гидроцилиндры, пульты управления.
По степени механизации головки подразделяют на неподвижные и с автоматической подачей в одном или нескольких направлениях. В качестве привода подачи используют механические, электрические, гидравлические, пневматические и комбинированные.
Комплекс силовых головок разработан институтом ВНИИДМаш и объясняет следующие группы нормализованных узлов: а) головки сверлильные пневматические пинольные АГ1-1, АГ1-2, АГ1-3; б) головки сверлильно-пазовальные пинольные АГ1-4; в) головки для пиления фрезерования на салазках АГ2-1, АГ2-2, АГ2-3; г) головки на салазках с механизированной подачей суппорта сверлильные АГ2-4А, АГ2-4, АГ2-5; для пиления и фрезерования АГ2-6, АГ2-7, АГ2-8; д) головки фрезерно-полировальные с качающимся шпинделем АГ4-1; АГ4-2, АГ2-3; е) головки вертикально-фрезерные АГ3-2, долбежные АГ5-1, цепнодолбежные АГ5-2 и др.
Нормализованные силовые головки обеспечены бесступенчатым регулированием скорости подачи и системой автоматизации цикла.
Системы управления упорами. Освободить человека от выполнения функций ручного управления и большого числа вспомогательных работ возможно созданием механизмов и систем управления. Для этих целей технологическое оборудование оснащается средствами автоматизации, которые обеспечивают выполнение станком несложных программ обработки.
Способ задания программы определяет степень постоянства действия сигналов, уровень централизации.
В системе управления упорами программу задают, используя неподвижные упоры, воздействующие на конечные выключатели, которые при помощи электрических, гидравлических или пневматических сигналов передают команды соответствующим приводам исполнительных механизмов.
В автоматических линиях система упоров используется для путевого управления работой смежных агрегатов, для подачи команд от одного агрегата к другому, для управления циклами силовых головок, рабочих столов, для систем блокировки и сигнализации.
Простота смены программы создает известную мобильность и технологическую гибкость системы управления. Рассмотрим типовой вариант управления на примере сверлильно-пазовальной силовой пинольной головки АГ1-3 (рис. 119).

Головка имеет электропривод шпинделя, пневмогидравличе-ский механизм подачи. Схема обеспечивает бесступенчатое регулирование скорости и ускоренный обратный ход. Управление происходит с помощью упоров 3, 4 и конечных выключателей SQ1 и SQ2.
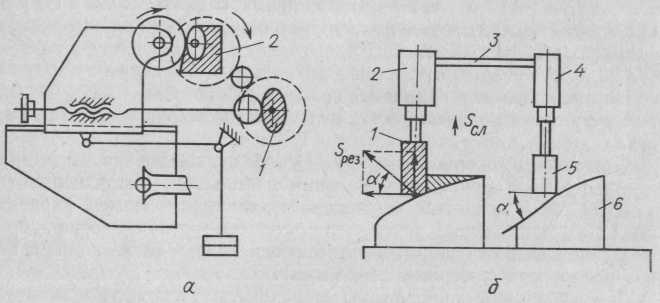
Рис. 120. Копировальные устройства:
а — объемно-копировальный станок; б — функциональная схема следящей копировальной системы
Регулятор скорости состоит из заполненного маслом цилиндра 8, поршня 7, игольчатого дросселя 5, плунжера 9, головки 6. При рабочем ходе воздух из емкости 1 под давлением подается в верхнюю полость пневмоцилиндра 2 и поршни 9, 7 перемещаются. Головка 6 плотно прижата к торцу поршня 7, и масло вытесняется из одной полости в другую через дроссель 5, с помощью которого можно изменять скорость подачи рабочего хода.
Системы управления копирами. Копировальные системы обладают высокой мобильностью, перспективны и делятся на две основные группы: 1) копир выполняет функцию управления перемещением инструмента и функцию механизма подачи инструмента — силовые копировальные системы; 2) копир выполняет только функции управления.
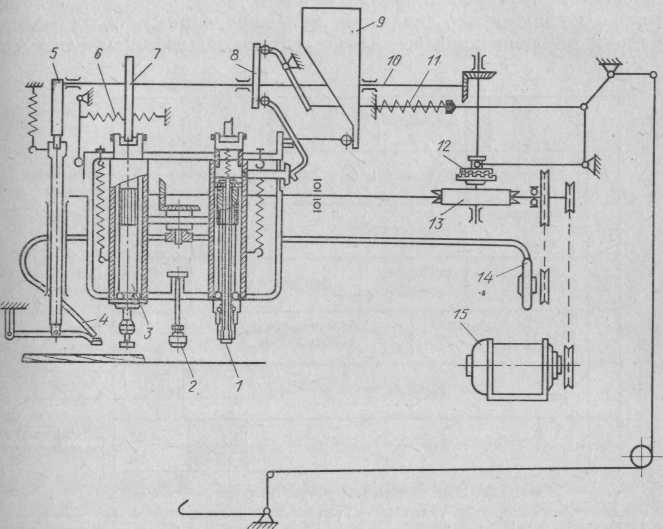
Рис. 121. Кинематическая схема полуавтомата СвСА:
/, 2, 3 — пуансоны; 4 — подача клея; 5, 7,8,9 — кулачки; 6, 11 — пружины; 10 — распределительный вал; 12 — муфта; 13 — шкив; 14 — насос; 15 — электродвигатель
Копировальные системы первой группы конструктивно просты и выполняются с жесткой связью между копиром 1 и инструментом 2 (рис. 120, а), из-за небольших сил резания при обработке изделий из древесины применяются в деревообработке в основном в одношпиндельном и многошпиндельном исполнениях.
В машиностроении, наоборот, более широко применяют системы второй группы, где инструмент имеет силовой привод, управляемый следящей системой (рис. 120, б). Копировальная головка 4, получающая от щупа 5 сигналы рассогласования, преобразует их в командные импульсы 3 силовому следящему двигателю 2 с инструментом 1. Задающая подача s3 имеет постоянные направление и скорость. Направление и скорость следящей подачи зависят от профиля копира 6, имеющего угол подъема . Соотношение задающей s3 и следящей sсл подач обеспечивает значение и направление
результирующей подачи speз рабочего инструмента относительно обрабатываемой детали также под углом .
В практике построения копировальных систем применяют гидравлические системы, где копир воздействует на золотник, и фотокопировальные системы, работающие по чертежу.
Системы управления распределительным валом. Если копиры-кулачки жестко расположить на одном валу, то при вращении вала с копирами все движения, входящие в цикл, будут максимально синхронизированы. Такие системы получили название си-
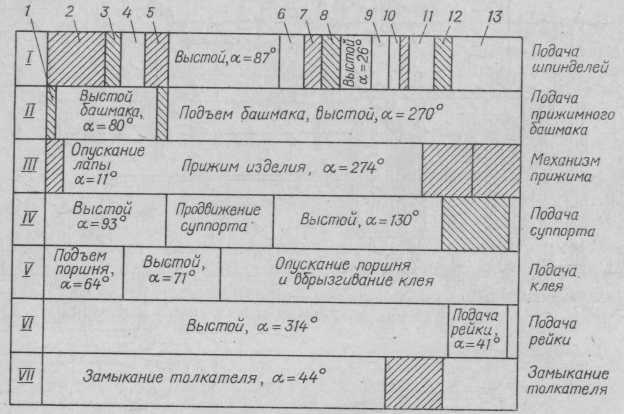
Рис. 122. Циклограмма работы полуавтомата СаСА:
1 — опускание башмака; 2 — опускание сверлильного шпинделя, = 47°; 3 — высверливание сучка, =8°; 4 — выстой, = 18°; 5 — подъем, = 17°; 6 — опускание фрезерного шпинделя, 18°; 7 — выфрезерование пробочки, =14°; 8 — опускание шпинделя и пробкодержателя, = 13°; 9 — подъем фрезерного шпинделя, =13°; 10 — выстой, = 6°; 11 — дополнительный прижим пробки толкателя, = 21°; 12 — подъем толкателя, = 14°; 13 — выстой механизма, = 55°.
стем управления распределительным валом. Они позволяют путем построения циклограмм заранее спроектировать и рассчитать рабочий цикл, обеспечив строгое выполнение заданного технологического процесса обработки. Такие системы получили широкое распространение в автоматах различного технологического назначения для крупносерийного и массового производства изделий. Примером применения подобной системы может служить полуавтомат СвСА для высверливания и заделки сучков (рис. 121).
Последовательность работы задает распределительный вал. При включении кулачковой муфты станок переходит в автоматический режим, выполняя операции, предусмотренные циклом и характеризуемые циклограммой (рис. 122).
Применение этих систем позволяет автоматизировать рабочие холостые движения с максимальной синхронизацией, высокой надежностью, минимальным временем холостых ходов.