

§ 57. Системы управления станками строгальной и фрезерной групп
Конструкции фрезерных станков разнообразны и определяются технологическим назначением (фрезерные станки, фуговальные, рейсмусовые).
Рейсмусовые станки всегда оборудуют вальцевым механизмом подачи. Ножевой вал обычно приводится от асинхронного короткозамкнутого двигателя. Привод подачи имеет различные варианты исполнения. Широко применяют электромагнитные муфты скольжения ПМС. Институтом ВНИИДМаш разработан вариант тиристорного привода для станков СР3-6, С2Р8-2 и др.
Диапазон регулирования подачи для рейсмусовых станков до 10:1. Скорость подъема стола также переменна и изменяется у станков СР12-2 в диапазоне до 6:1.
Рассмотрим принципиальную схему управления односторонним рейсмусовым станком СР3-6 с тиристорным приводом подачи (рис. 118), разработанным во ВНИИДМаше.
Схема предусматривает два режима: «работа» и «заточка». Режим устанавливается переключателем SA1. При положении 1 схема получает питание после включения вводного выключателя OF1. Ножевой вал приводится двигателем M1. Кнопка SB1 включает магнитный пускатель КМ1, который включает двигатель M1 и электромагнит УАЗ, растормаживающий ножевой вал. Загрузка двигателя контролируется амперметром РА. Остановку обеспечивает кнопка SB2. Привод подачи осуществляется от двигателя постоянного тока М2 (типа ПБС), получающего питание от тиристорного преобразователя ТП (см. рис. 104). Регулирование скорости подачи бесступенчатое, с помощью реостата Ry, который позволяет изменить напряжение на выходе тиристорного преобразователя. Изменение напряжения на якоре двигателя подачи вызывает плавное изменение частоты вращения двигателя.
Тиристорный преобразователь включает кнопка SB3, отключает кнопка SB4 и магнитный пускатель КМ2.
Перемещение стола вверх обеспечивается кнопкой SB5, промежуточным реле КМ3, включающим пускатель КМ2 и электромагнитную муфту УА1, которая переключает двигатель М2 в режим подъема стола со скоростью, установленной задающим реостатом Ry тиристорного преобразователя.
Аналогично управляется перемещение стола вниз с помощью кнопки SB6 через промежуточное реле КМ4 и электромагнитную муфту УА2. Цепи управления реле КМ3 и КМ4 сблокированы, и их одновременное включение исключено. В цепь реле КМ3 включен размыкающий контакт КМ1, обесточивающий цепь питания подъема стола при включенном двигателе M1. При этом исключается поломка станка.
При положении 2 переключателя SA1 подготавливаются цепи магнитных пускателей, включающих электродвигатель М3 заточного круга и электродвигатель М4 привода заточной каретки.
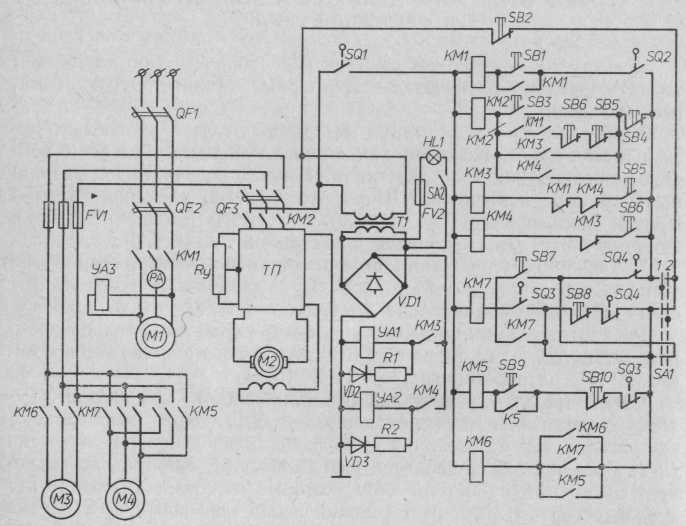
Рис. 118. Принципиальная схема управления рейсмусовым станком СРЗ-6 с тиристорным приводом подачи
Кнопкой SB9 замыкается цепь катушки пускателя КМ5, который включает электродвигатель М4. Одновременно замыкающие контакты КМ5 включают цепь питания катушки пускателя КМ6, контакты которого включают электродвигатель заточного круга М3. Контакты КМ5 блокируются контактами КМ6. Каретка перемещается в крайнее положение, кулачком нажимает на путевой переключатель SQ3, который размыкает цепь катушки питания пускателя КМ5 и замыкает цепь питания пускателя КМ7. Двигатель М4 реверсируется, и каретка перемещается назад. Каретка возвращается в исходное положение, нажимает кулачком конечный выключатель SQ4, отключающий пускатель КМ7.
Муфты УА1 и УА2 шунтированы диодами VD1, VD2 с последовательно включенными резисторами R1, R2, защищающими муфты от межвитковых пробоев изоляции.
В схеме предусмотрены блокировки безопасности. Конечные выключатели SQ1, SQ2 контролируют закрытие дверей шкафов. При положении 2 переключателя SA1 отключается питание привода ножевого вала, а также приводов подачи и перемещения стола.