

7. Основные виды межузловых связей
„ Направление Вид привода связи Характер связи Вид привода ■* Блокировочная связь сог- Насоса смазки ласования. Разрешающая *■ Разрешающая Насоса охлаждения 1 лавныи + Отключающая в аварийной привод ситуации >■ Разрешающая Подачи -< Последовательность от ключения < Разрешающая Зажима изделия >- Запрещающая (при подаче) Установочных пере- >• Разрешающая (для быст- мещений рых перемещений) < Разрешающая (после от- Зажимного устрой- —». жима) ства подвижного ор- Привод Запрещающая (при подаче) гана подачи / -S- Блокировочные связи со- Другие приводы гласования |
механизмом крайнего положения при ходе «Вперед» на выходе цепи конечного выключателя SQ3 появляется «1», а на входе 5 элемента Д10-1 сигнал «0», с выхода этого элемента сигнал «1» включает элемент памяти Д11. Сигнал «1» с выхода Д11 поступает на вход 5 элемента Д6-1, т. е. когда механизм отключен, в крайнем положении («Вперед»), включается контактор КМ2 и механизм реверсируется. Несмотря на наличие сигнала «0» на выходе элемента Д2-1 и появление «0» на входе 4 этого элемента при движении назад контактор КМ1 не включается. Это происходит только после появления «0» на входе элемента Д6-2 при отключении контактора КМ2 и элемента памяти Д11, когда появляется «0» на выходе цепи конечного выключателя SQ2 в исходном положении механизма.
Блокировочные связи, обеспечивающие согласование работы отдельных узлов станка. Деревообрабатывающие станки изготавливают с отдельными органами, не имеющими механической связи. В связи с этим возникает необходимость в определенной последовательности введения их в работу. К таким узлам можно отнести: механизм главного движения, механизм подачи, вспомогательные
механизмы (зажим изделия, механизм уклона пильной рамки и т. д.) насосы смазки и др. Основные виды межузловых связей представлены в табл. 7.
Схемы согласования главного привода и привода подачи (рис. 114, а), главного привода и главного насоса (рис. 114, б), вспомогательных приводов носят типовой характер и могут использоваться в других случаях с аналогичными технологическими требованиями.
Включение главного привода (рис. 114, а) должно предшествовать включению привода подачи во избежание поломки инструмента, при отключении наоборот, привод подачи отключается первым. На схеме предусмотрена остановка главного привода через выдержку времени, обеспечиваемую реле КТ.
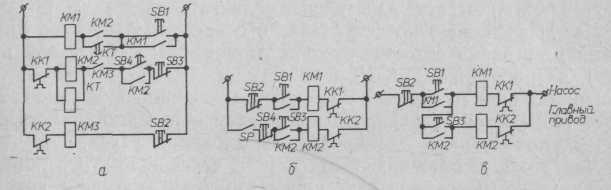
Рис. 114. Схемы согласования работы главного привода:
а — с приводом подачи; б—в — с приводом насоса смазки
Нажатие кнопки SB2 отключает контакторы КМЗ, КМ2, реле времени КТ и реле времени разомкнет свои контакты КТ в цепи контактора КМ. Главный привод отключится.
Включение насоса смазки и главного привода может быть выполнено по схеме рис. 114, в, где представлены два варианта включения. На схеме главный двигатель включается при неизвестном давлении в системе смазки. Применение реле давления SP и отключение контактов SP в цепи контактора КМ2 обеспечивает пуск главного привода при нормальном давлении в системе смазки. Снижение давления вызовет отключение привода.
Согласование работы вспомогательных механизмов аналогично согласованию работы механизмов конвейерных линий или отдельных приводов (см. рис. 111, 112).
Рассмотренные типовые варианты блокировочных связей носят общий характер, а их применение определяется условиями технологического процесса и конкретными особенностями станков.