

§ 42. Оптимизационная математическая модель производства
Производство можно представить как набор последовательных преобразований, превращающих исходный материал в готовую продукцию. Одинаковая продукция может быть получена при разных наборах преобразований и одинаковый набор преобразований может дать различную продукцию. Производство характеризуется ассортиментом и объемом. Множество Bi = {bi0, bi1, . . . , bin},i = = 1, 2, . . . , k характеризует возможные состояния исходного
материала 6,- при преобразовании в готовое изделие bin. Множества bi0 могут быть пересекающимися или непересекающимися.
Преобразование![]() j=1,2,3 п
j=1,2,3 п
производится
оператором aij.
Оператором
называют рабочее место, станок,
робототехническое устройство,
околостаночный механизм, устройства
и системы автоматики, автоматизированные
производственные
комплексы, которые выполняют
целенаправленные действия,
связанные с преобразованием исходного
материала в готовую продукцию.
Набором всех операторов: существующих,
создаваемых,
и тех, которые будут созданы в ближайшем
будущем, является множество
А
![]() Аi,
Аi
= {ai1,
ai2,
. . . , ain},
i=
1, 2, . . . ,k,
причем
возможно равенство ряда членов аi(j-r)
=
аi(j-r+1)
= аi(j-r+2),
j
= 1,
2, . . . , r,
. . . , п
и
так далее. В свою очередь каждый
член
Аi,
Аi
= {ai1,
ai2,
. . . , ain},
i=
1, 2, . . . ,k,
причем
возможно равенство ряда членов аi(j-r)
=
аi(j-r+1)
= аi(j-r+2),
j
= 1,
2, . . . , r,
. . . , п
и
так далее. В свою очередь каждый
член
![]() j
= 1, 2, . . . , п
описы-
j
= 1, 2, . . . , п
описы-
вается рядом параметров, образующих множество aij = {xij1, xij2, . . ,
.
. . , xijl.
Каждый
параметр![]() может
иметь
может
иметь
фиксированное значение или изменяться в некотором диапазоне
![]() Далее
параметры могут быть независимыми
Далее
параметры могут быть независимыми
или
зависеть от других параметров хij
![]() аij.
Можно
найти
r
множеств
Аr
= {т1
а1,т2
а2,
. . . трар},
где
ар
А,
тр
—
вектор, с
помощью которого обеспечивается
выполнение преобразований
аij.
Можно
найти
r
множеств
Аr
= {т1
а1,т2
а2,
. . . трар},
где
ар
А,
тр
—
вектор, с
помощью которого обеспечивается
выполнение преобразований
Вr
= {q0b0
,
q1b1,
. . . , qpbp},
где
![]() —
числo
—
числo
преобразований, необходимых для выпуска заданного количества
изделий.
Задача оптимизации заключается в нахождении такого множества Аr при котором заданное количество всех видов продукции будет изготовлено наилучшим образом. Ее решение позволяет найти оптимальный уровень автоматизации производства, состав и параметры оборудования.
Оценку вариантов Аr, (выбор оптимального варианта) производят по критерию — удельные приведенные затраты на единицу продукции. В качестве условий и ограничений принимают: обеспечение выпуска заданного объема продукции; необходимость размещения оборудования на производственной площади ограниченных размеров; обеспечение заданных показателей: число рабочих на участке, съем продукции с 1 м2 производственной площади, удельный расход электроэнергии и др. В качестве ограничений могут выступать различные ресурсы (финансы, трудовые, энергия, сырье и материалы и др.), а также срок окупаемости и другие показатели.
Математическая модель оптимизации производства имеет вид:
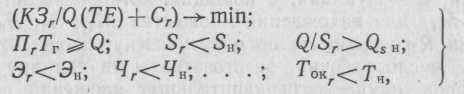
где КЗr — капитальные затраты на r-вариант; Q — программа предприятия; Сr — затраты на выпуск единицы продукции; ТЕ — срок окупаемости капитальных затрат; Тг — годовой фонд рабочего времени; Пr Sr, Q/Sr, Эr, Чr — показатели по r-му варианту: производительность, производственная площадь, съем продукции с единицы производственной площади, энергоемкость, число людей соответственно; SН, Qsh, Эн, Чн — нормативные значения (или реальные характеристики производства): производственная площадь, съем с единицы производственной площади, расход энергии, численность рабочих соответственно; TОКr. — срок окупаемости капитальных затрат по r-му варианту; Тн—нормативный отраслевой срок окупаемости.
В качестве ограничения могут быть и другие показатели и характеристики конкретных производств.
Анализируемое число вариантов может быть чрезвычайно велико, что сделает расчет на ЭВМ не выполнимым. Поэтому задача решается по этапам. Производственный процесс разбивают на участки. Проводят оптимизацию в пределах участка. Находят подмножества Ап А и, упорядочивая их (вводя вектор М), на-
ходят
подмножества
![]() .
Из
них выделяют ряд множеств АnR,
R
rn,
расположенных
в окрестностях оптимальных значений.
При
оптимизации всего производства находят
множества
.
Из
них выделяют ряд множеств АnR,
R
rn,
расположенных
в окрестностях оптимальных значений.
При
оптимизации всего производства находят
множества

вектор, определяющий возможность получения заданного количества и ассортимента продукции.
Для деревообрабатывающих производств, которые не являются фондоемкими, как показывает опыт, изменения удельных приведенных затрат и затрат на изготовление единицы продукции имеют одинаковые закономерности [22]. Тогда оптимизационную модель можно записать в виде:
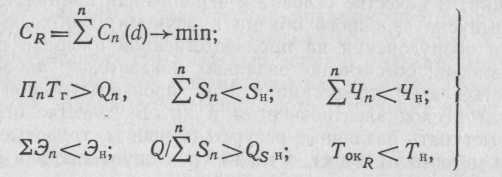
где Сn (d) — затраты на n-м участке на изготовление единицы продукции; d — функция, с помощью которой задается значение векторов М{/ для нахождения множества Mij; Sn, Пп, Чп, Эп — показатели R-го варианта по п-му участку; площадь, производительность, число рабочих, энергозатраты на единицу продукции; Tokr — срок окупаемости капитальных вложений по R-му варианту.
Рассмотрим порядок оптимизации состава оборудования и его характеристик на п-м участке. Операторы, из которых может состоять участок, образуют множество
Ап = {аn1, аn2,. . . , аnl}. Операторы аni,
i=l, 2, . . . , l различаются или функциональным назначением, или параметрами. Множество, определяющее состав оборудования на участке, будет
![]()
Вектор
i,
= Мiтi
![]() i=l,
2 l,
где Mi
=
0, 1 — вектор,
i=l,
2 l,
где Mi
=
0, 1 — вектор,
осуществляющий выбор по функциональным возможностям (Мi = = 0 — оператор отсутствует; Мi = 1 — оператор используется), тi = 1, 2, 3 ... — вектор, определяющий число i-x операторов, необходимых для обеспечения выпуска заданного числа изделий (объема продукции). Пусть реальная фактическая производительность операторов равна П1 > П2 > . . . > Пl. Рассмотрим случай, когда функциональное назначение всех операторов одинаково и
участок имеет одинаковое оборудование. Тогда возможно получить r = l упорядоченных множеств:
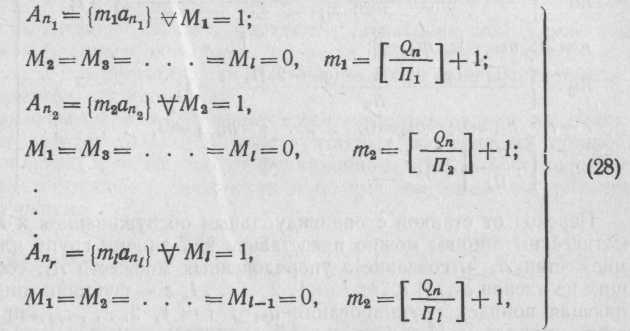
где Qn — объем продукции на л-м участке при программе предприятия Q;
![]()
целая часть соответствующей дроби.
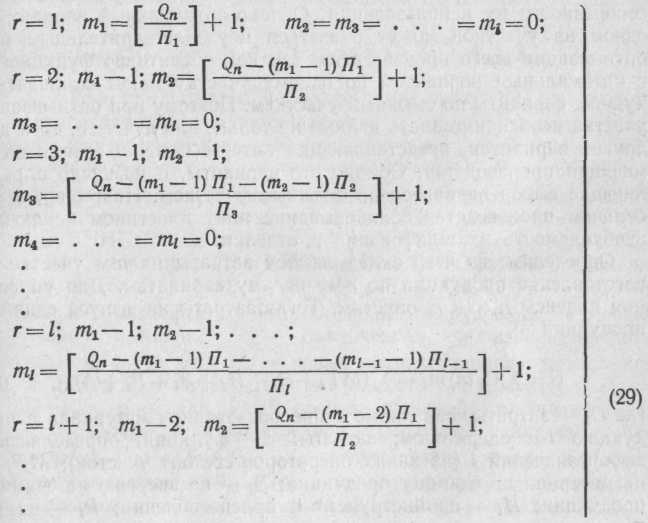
При условии, что на участке может использоваться оборудование с различной производительностью, векторы mi находят из следующего:
Переход
от станков с индивидуальным обслуживанием
к автоматическим
линиям можно представить как замену
групп членов множества
Ап
и
создание s
упорядоченных
множеств As,
состоящих
из членов![]() z
— функция, определяющая
порядок группирования
z
— функция, определяющая
порядок группирования![]() причем
возможно
ansj
= aпi.
Определение
характеристик, в том числе производительности,
является самостоятельной задачей. Затем
используя
векторы Msj
и
msj
,
которые находят по условиям (28) или
(29), находят множества
причем
возможно
ansj
= aпi.
Определение
характеристик, в том числе производительности,
является самостоятельной задачей. Затем
используя
векторы Msj
и
msj
,
которые находят по условиям (28) или
(29), находят множества
![]()
Совместный
анализ множеств
![]() .
и
.
и
![]() позволяет
решить вопрос
оптимизации уровня автоматизации и
состава оборудования
(автоматических линий) на п-м
участке
производства и целесообразности
их использования. Однако оптимальный
вариант на одном
из участков может оказаться
неудовлетворительным при оптимизации
всего производства, так как объективно
функцией d
с оптимальным
вариантом по одному участку могут
сопрягаться худшие
варианты по смежным участкам. Поэтому
при "оптимизации участка
необходимо знать данные не только для
лучшего, но и для других вариантов,
представляющих интерес с точки зрения"
оптимизации
производства. Обычно это варианты,
однозначно определяющие выбор
вариантов по смежным участкам. Например,
в мебельном производстве облицовывание
плит пластиком исключает необходимость
их шлифования и отделки.
позволяет
решить вопрос
оптимизации уровня автоматизации и
состава оборудования
(автоматических линий) на п-м
участке
производства и целесообразности
их использования. Однако оптимальный
вариант на одном
из участков может оказаться
неудовлетворительным при оптимизации
всего производства, так как объективно
функцией d
с оптимальным
вариантом по одному участку могут
сопрягаться худшие
варианты по смежным участкам. Поэтому
при "оптимизации участка
необходимо знать данные не только для
лучшего, но и для других вариантов,
представляющих интерес с точки зрения"
оптимизации
производства. Обычно это варианты,
однозначно определяющие выбор
вариантов по смежным участкам. Например,
в мебельном производстве облицовывание
плит пластиком исключает необходимость
их шлифования и отделки.
Определим,
из чего складываются затраты на л-м
участке на изготовление
продукции по r-му
и rs-мy
вариантам.
Для упрощения
индексы п,
r
и
rs
опустим.
Тогда затраты на выпуск единицы продукции![]()
где Сi —затраты, связанные с преобразованием материала в продукцию t-м оператором; затраты: d — функция, определяющая выбор значений i (из каких операторов состоит участок); МТi — на материал на единицу продукции; Эi — на энергию на единицу продукции; Иi — на инструмент и приспособления; Рi — на ре-
монт и техническое обслуживание; Зi — заработная плата рабочих; Ai — амортизационные отчисления на полное восстановление оборудования и производственных помещений.
В выражении (30) не учитываются затраты на содержание непроизводственного персонала, целиком зависящие от структуры отрасли и предприятия, так как они не связаны непосредственно с предметом исследования.
Все виды затрат в (30) выражаются в денежных единицах. Часть затрат зависит только от конструктивных особенностей станков и технологии и не зависит от функционирования, т. е. от характеристик выпускаемой продукции и объема выпуска. Эти затраты будут равны:

где Х1КМi — расход материала KМi-го вида на i-м операторе (оборудования); X2i — расход энергии на i-м (оборудовании) операторе; Х3КИi. — расход инструмента и приспособлений КИi-го вида на i-м операторе (оборудования); ЦмКМi., Цэ, ЦиКИi.— цены еди-ницы материала КМ-гo вида, энергии, инструмента и приспособлений КИ-го вида (Цэ = 0,015 р/кВт ч).
В частном случае для отдельных операторов, загрузчиков или конвейеров может быть Иi = 0; МТi = 0; Эi = 0. Затраты на ремонт и амортизацию зависят от времени на обработку единицы продукции и будут равны
![]()
где
3![]() i.
= зХ6i—
затраты на заработную плату на i-м
станке; з —
заработная плата одного рабочего в
единицу времени (час, смену)
с учетом профессии, квалификации и всех
видов начислений; Х6i
— число
рабочих на i-м
операторе (станке); Р
i.
= рХ7i/Тг—
затраты
на ремонт в единицу времени; р
—
затраты на ремонт оператора,
имеющего ремонтную сложность равную
1 в год (по данным
ВНИИДМАШ р=
80—140
р/г); X7i
—
ремонтная сложность
i-гo
оператора; Тг
=
4160r-годовой
фонд рабочего времени при
двухсменной работе; A
i
= (HMX8i+ЦsHsSi)/Tг
—
амортизационные
отчисления на восстановление оборудования
и производственной
площади;
Пфi—
фактическая производительность
участка
(см. § 44); HM,
Hs
—
норма амортизационных отчислений (HM
= 0,143; Hs
= 0,100);
Х8i
—стоимость
i-го
оператора;
Цs=
= 120—125
р.— цена 1 м2
производственной площади [35];
Si=SciKsi
+ Sni.—
производственная площадь, занимаемая
i-м
оператором;
Sci.
= X9{X\0{—
площадь, занимаемая соответствующим
оператором; Х9i;
Х10i
—
габаритные размеры оператора; Ksi,—
коэффициент, 'учитывающий дополнительную
площадь на
i.
= зХ6i—
затраты на заработную плату на i-м
станке; з —
заработная плата одного рабочего в
единицу времени (час, смену)
с учетом профессии, квалификации и всех
видов начислений; Х6i
— число
рабочих на i-м
операторе (станке); Р
i.
= рХ7i/Тг—
затраты
на ремонт в единицу времени; р
—
затраты на ремонт оператора,
имеющего ремонтную сложность равную
1 в год (по данным
ВНИИДМАШ р=
80—140
р/г); X7i
—
ремонтная сложность
i-гo
оператора; Тг
=
4160r-годовой
фонд рабочего времени при
двухсменной работе; A
i
= (HMX8i+ЦsHsSi)/Tг
—
амортизационные
отчисления на восстановление оборудования
и производственной
площади;
Пфi—
фактическая производительность
участка
(см. § 44); HM,
Hs
—
норма амортизационных отчислений (HM
= 0,143; Hs
= 0,100);
Х8i
—стоимость
i-го
оператора;
Цs=
= 120—125
р.— цена 1 м2
производственной площади [35];
Si=SciKsi
+ Sni.—
производственная площадь, занимаемая
i-м
оператором;
Sci.
= X9{X\0{—
площадь, занимаемая соответствующим
оператором; Х9i;
Х10i
—
габаритные размеры оператора; Ksi,—
коэффициент, 'учитывающий дополнительную
площадь на
проходы,
проезды и т. д. (см. ниже); Sni
= X11i
X12i![]() h
i
—
площадь
под подстопные места (h
=
2 — для станков и линий, оборудованных
загрузочными и разгрузочными устройствами,
h
= 4
— для
оборудования с ручной загрузкой и
разгрузкой); X11i
X12i
— габариты
изделий, обрабатываемых на i-м
операторе;
i
— функция,
определяющая формирование стопы
заготовок (деталей), т. е. число
заготовок в стопе по длине и ширине; Q
n
—
плановое задание
на выпуск продукции в единицу времени
на n-м
участке производства.
h
i
—
площадь
под подстопные места (h
=
2 — для станков и линий, оборудованных
загрузочными и разгрузочными устройствами,
h
= 4
— для
оборудования с ручной загрузкой и
разгрузкой); X11i
X12i
— габариты
изделий, обрабатываемых на i-м
операторе;
i
— функция,
определяющая формирование стопы
заготовок (деталей), т. е. число
заготовок в стопе по длине и ширине; Q
n
—
плановое задание
на выпуск продукции в единицу времени
на n-м
участке производства.
Ниже приведены значения коэффициента, учитывающего дополнительную площадь на проезды и проходы в зависимости от площади оборудования:
Площадь станка или линии, м2 2—5 5—15 15—20 20—40 4 75 Свыше 75 Коэффициент, учи тывающий дополни тельную площадь, К$1 5 4 3 2,5 2 1,5 |
С учетом (31) и (32) имеем С’= Сх + С /ПT или С" = Сх + + С /Qn, где ПT — техническая производительность.
Таким образом, затраты на единицу продукции зависят от постоянных параметров Сх и С , характеризующих данный вид оборудования или конкретную модель его, системы автоматики, технологический процесс и объем выпускаемой продукции. Значение затрат С’ — минимальное для данного варианта участка производства, а значение С" — то, которое может быть получено в условиях реального производства с объемом выпуска продукции Qn.