

§ 27. Автоматический контроль влажности
Влажность древесины и древесных материалов — один из важнейших показателей качества самого материала, который оказывает непосредственное влияние на многие эксплуатационные и технологические свойства деталей и изделий.
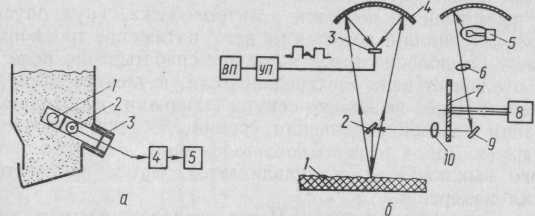
Рис. 49. Автоматические влагомеры: нейтронный (а), инфракрасный (б)
Для измерения влажности древесины и древесных материалов в технологических потоках применяются влагомеры различных типов.
Нейтронные влагомеры. Эти приборы предназначены для измерения влажности сыпучих материалов (щепа, стружка). Упрощенная схема установки такого влагомера в технологическую емкость показана на рис. 49, а. В измерительную схему такого влагомера входят: первичный преобразователь, состоящий из плутоний-бе-риллиевого источника 1 быстрых нейтронов и газоразрядного счетчика 2 медленных нейтронов, защитное устройство 3 от излучения, регистрирующий 4 и вторичный 5 приборы. Первичный преобразователь погружен внутрь объекта, заполненного материалом, который облучается потоком быстрых нейтронов с энергией 11 МэВ. В результате соударения с ядрами элементов, входящих в состав контролируемого материала, быстрые нейтроны теряют свою энергию и превращаются в тепловые нейтроны, с энергией 0,025—0,5 МэВ. По числу медленных нейтронов, полученных в результате рассеяния нейтронного потока в материале, можно определить число атомов водорода в нем, а так как подавляющее
большинство атомов водорода содержится во влаге, то по числу атомов водорода можно определить влажность материала.
Под действием медленных нейтронов в счетчике 2 образуются импульсы напряжения с амплитудой 0,05—0,16 В. Эти импульсы поступают в регистрирующий прибор 4, в котором происходит их усиление и преобразование средней частоты следования этих импульсов в аналоговый сигнал, пропорциональный измеряемому потоку медленных нейтронов, т. е. влажности материала. Напряжение от регистрирующего прибора 4 подается на вторичный прибор 5, шкала которого проградуирована в единицах влажности. Основная погрешность такого влагомера не более ± 2,5 % от диапазона измерения.
Инфракрасные влагомеры (ИК-влагомеры). Такие приборы используют для измерения влажности древесины и древесных материалов. Эти влагомеры строятся на основе двухволнового метода. Это объясняется тем, что такой метод позволяет полностью исключить влияние на результат измерения влажности материала ряда факторов: цвета древесины, параметров окружающей среды (температуры, запыленности и т. д.) и др. Суть этого метода заключается в сравнении коэффициентов отражения влажного материала на двух длинах волн: а — аналитической, на которой происходит интенсивное поглощение ИК-энергии влагой материала, и э — эталонной, на которой не происходит поглощения ИК-энергии влагой материала. Таким образом, сравнивая коэффициенты отражения влажного материала на разных длинах волн, можно оценить влажность материала, исключив влияние других факторов (цвет и т. д.).
В качестве рабочих длин волн в ИК-влагомерах обычно используются э = 1,7—1,8 мкм и а = 1,93—1,95 мкм.
На рис. 49, б приведена упрощенная схема ИК-влагомера. Источником ИК-излучения является электрическая лампа накаливания 5 с вольфрамовой нитью. Сфокусированные световые лучи от этой лампы через систему линз 6 и 10 зеркал 2 и 9, светофильтров с диском 7 попадают на поверхность контролируемого материала 1 (цельная древесина, плиты, стружка, щепа и т. д.).
Для получения ИК-излучения соответствующих длин волн использован диск 7 светофильтров. В этом диске сделаны отверстия, в которые вставлены два типа светофильтров, пропускающие ИК-излучения только на длинах а и э. Эти светофильтры поочередно устанавливают в отверстия диска. Диск 7 приводится во вращение электродвигателем 8. При вращении диска 7 в начальный момент, например, излучается волна а, в следующий момент волна э, затем — а и т. д. Таким образом, благодаря диску поверхность контролируемого материала поочередно облучается ИК-излуче-нием с длинами волн а и э.
Отраженные от поверхности контролируемого материала ИК-волны попадают на параболическое зеркало 4, в фокусе которого расположен фотоприемник 3 с максимумами спектральной характеристики в ИК-Диапазоне.
На выходе фотоприемника 3 показан типичный двухуровневый сигнал. Высокий уровень сигнала (излучение волны э) зависит от параметров окружающей среды и окраски древесины. Сигнал низкого уровня (излучение волны а) зависит от всех вышеперечисленных факторов, а также от влажности самого материала. На разность уровней этого сигнала влияет только влажность материала. Уровень этого сигнала не зависит от параметров окружающей среды и других свойств самого материала.
Сигнал с выхода фотоприемника 3 через усилитель-преобразователь УП поступает на вторичный прибор ВП, шкала которого проградуирована в единицах влажности.
ИК-влагомеры позволяют измерять влажность древесины и древесных материалов от 0 до 100 %. Основная погрешность измерения ± 1 % от диапазона измерения.