

§ 23. Автоматический контроль линейных размеров
Для автоматического контроля линейных размеров изделий из древесины и древесных материалов используют различные устройства, основанные на контактном и бесконтактном методах измерения.
Автоматические контрольные устройства, основанные на контактном методе измерения, получили широкое распространение в деревообработке. Принцип действия этих устройств основан на непосредственном непрерывном контакте роликовых или линейных щупов с поверхностью контролируемой детали. Отклонение контролируемого размера от номинального вызывает перемещение измерительного щупа, которое преобразуется в электрическую или другую физическую величину.
На рис. 43, а приведена схема измерителя толщины ленты шпона ИТ-Ш. Датчик выполнен в виде свободно вращающегося ролика 1, который связан со штоком 2 и снабжен очищающим устройством 7. Шток имеет опорную площадку для сердечника 4 дифференциально-трансформаторного датчика. Пружина 3 создает необходимое усилие прижима ролика. В исходном положении ролик 1 находится в контакте с опорным базовым роликом 8, связанным с подающим конвейером. Измерение производят относительно поверхности опорного ролика 8.
В момент подачи ленты шпона 6 в зону измерения ролик 1 перемещается вверх на величину толщины ленты шпона; также перемещается шток 2 и через опорную площадку воздействует на сердечник дифференциально-трансформаторного датчика. На выходе датчика появляется напряжение, которое поступает на вторичный прибор 5, который фиксирует измеряемую толщину ленты шпона.
В автоматических устройствах, основанных на бесконтактном методе измерения, происходит преобразование размеров деталей в некоторую физическую величину, которая затем преобразуется в электрический сигнал.
На рис. 43, б приведена блок-схема оптического измерителя линейных размеров деталей. Изображение контролируемой детали 1 проектируется на экран передающей телевизионной трубки 3 с помощью оптической системы 2. Отклоняющее устройство 4 управляет перемещением развертывающего электронного луча по определенной программе. Луч пересекает тень детали в заданных сечениях АВ, СД и ЕК- При входе луча в тень (точки Л, С) на выходе трубки вырабатываются импульсы, поступающие через усилитель 5 в логическое устройство 7, открывающее канал для прохода импульсов генератора 6 в один из счетчиков 8. Число счетчиков 1, 2, 3, . . . , N соответствует числу контролируемых размеров детали. Второй импульс вырабатывается на выходе трубки при выходе сканирующего луча из тени (точки В, Д и К). Под действием этого импульса логическое устройство 7 запирает канал^ прихода импульсов в соответствующий счетчик. Таким образом, в счетчиках 8 набирается число импульсов, пропорциональное размерам детали в соответствующих сечениях, например в счетчике / пропорционально размеру в сечении АВ и т. д. Информация о набранных числах поступает в логический блок 10, который сравнивает их с заданными размерами детали и выдает сигнал управления на останов станка и удаление детали. Результаты контроля выдаются на
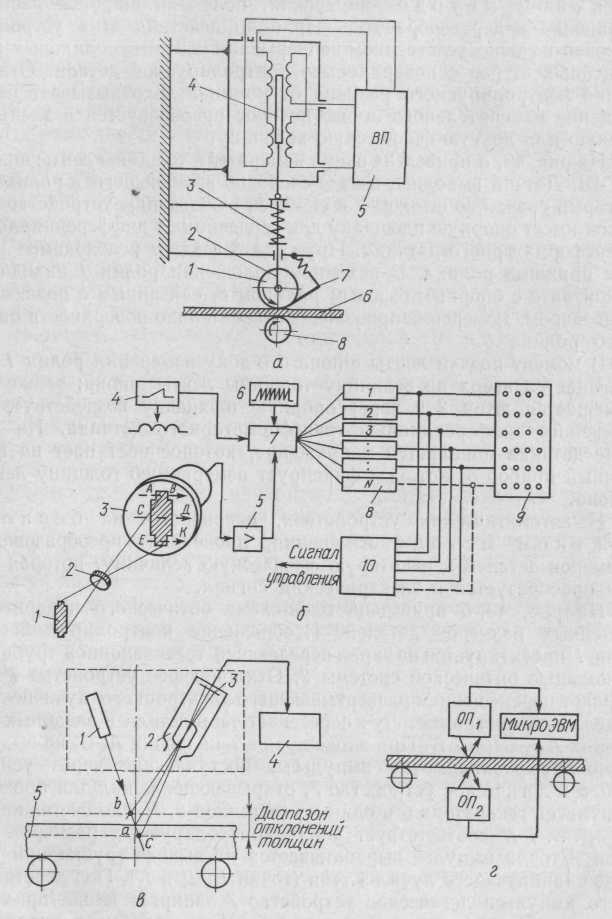
Рис. 43. Автоматическая система контроля линейных размеров:
а — измеритель толщины шпона; б — оптический измеритель размеров; в — измеритель
толщины изделий; г — схема расположения оптических преобразователей
сигнальное табло 9. Блок развертки осуществляет синхронизацию хода электронного луча трубки 3 и логического блока 8 устройства 7.
На рис. 43, в представлена схема лазерного измерителя толщины щитовых деталей мебели. Основными элементами этого измерителя являются гелий-неоновый лазер 1, оптический преобразователь 2 и микроЭВМ 4.
Луч лазера 1 создает на поверхности детали 5 световое пятно. Положение этого пятна (точка а) зависит от толщины детали. Если толщина детали меняется, положение светового пятна также меняется — оно перемещается из точки а в точки b или с. Положение светового пятна на поверхности детали проектируется через оптическую систему на экран 3 матричного анализатора оптического преобразователя 2. На этом экране площадью несколько квадратных сантиметров расположены несколько тысяч светочувствительных элементов.
Световое пятно засвечивает только часть этих элементов. МикроЭВМ по определенной программе опрашивает каждый светочувствительный элемент, измеряет его освещенность и определяет координаты светового пятна, т. е. толщину детали. Конструктивно лазер и оптический преобразователь объединены в единый корпус, который расположен над поверхностью детали на расстоянии 300 мм.
Для исключения влияния погрешностей, возникающих при движении детали, на точность измерения лазерный измеритель толщины часто выполняют по дифференциальной схеме. В таком устройстве (рис. 43, г) лазеры и оптические преобразователи ОП1 и ОП2 расположены по обе стороны контролируемой детали. МикроЭВМ определяет координаты световых пятен на обеих поверхностях детали, т. е. толщину изделия. Здесь на точность не влияют погрешности, вносимые вертикальным перемещением детали при ее движении в технологическом потоке.
Такой измеритель толщины щитовых деталей имеет диапазон измеряемых толщин 15,5 ±55,5 мм. Погрешность измерения, ± 5 мкм.