

§ 22. Автоматический учет сырья
Сырьем для деревообрабатывающих предприятий служат преимущественно круглые лесоматериалы. Рентабельность производства во многом зависит от правильного и экономного расходования древесного сырья. Поэтому среди производственных операций особое место занимают операции, связанные с учетом круглых лесоматериалов, которые требуют наибольших трудозатрат.
Сущность операций определения объемов круглых лесоматериалов заключается в их обмере: измерении диаметров и длин, вычислении их объема с последующим суммированием объемов отдельных сортиментов. Наибольшее распространение в этой области получили системы автоматического измерения и учета сырья, построенные на базе вычислительной техники.
На рис. 42, а показана автоматическая система учета круглых лесоматериалов. Основными ее элементами являются измерители / диаметров и 2 длин сортиментов.
Измеритель диаметров. Схема этого прибора приведена на рис. 42, б. Он содержит источник света ИС, оптическую систему,
состоящую из параболического рефлектора 3, зеркала 2 и фотоприемника ФП. В качестве источника света обычно используют люминесцентные лампы, дающие параллельный пучок света. Измерительный объект, например сортимент 1 диаметром d, перемещается на траверсе продольного конвейера. Сортимент 1 на изме-
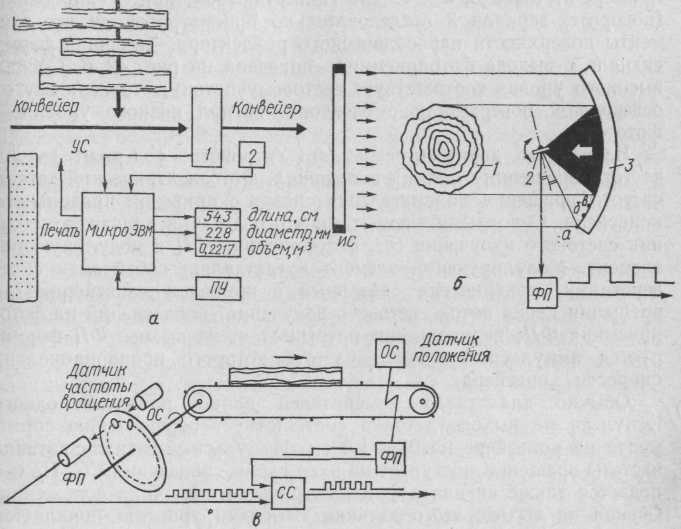
Рис. 42. Автоматическая система учета сырья:
a — блок-схема системы; б — измеритель диаметров; в — измеритель длины
рительной позиции располагают между источником света ИС и оптической системой. Благодаря этому на поверхности параболического рефлектора образуются две зоны, одна из которых соответствует фототени бревна. Ширина фототени соответствует диаметру бревна в этом сечении. Для измерения ширины фототени используют сканирующее зеркало 2, расположенное в фокусе параболического рефлектора 3. Параболический рефлектор 3 обладает ценным свойством — любой световой луч, попавший на его поверхность, отразившись, обязательно попадает в фокус. Таким образом, часть светового потока, не затеняемого бревном, обязательно попадает на зеркало 2, которое совершает колебательные движения с частотой 30—50 Гц.
Определение ширины фототени основано на считывании фотоприемником ФП светового потока, который попадает на зеркало 2. Отраженный световой луч от элемента поверхности рефлектора (например, точка а) попадет в фотоприемник только в том случае, если угол падения этого луча на зеркало 2 будет равен углу между
нормалыо к зеркалу и направлением на фотоприемник. С других элементов поверхности рефлектора световые лучи на фотоприемник попадать не будут. При повороте зеркала 2 будут меняться углы падения и отражения и на фотоприемник попадут световые лучи, отразившиеся от других элементов поверхности рефлектора (например, от точек б, в и т. д.). Таким образом, при сканировании (повороте) зеркала 2 последовательно просматриваются все элементы поверхности параболического рефлектора. Типичная форма сигнала с выхода фотоприемника показана на рис. 42, б. Сигнал высокого уровня соответствует световому потоку, отраженному от освещенной поверхности рефлектора, сигнал низкого уровня — фототени.
Измеритель длины (рис. 42, в). Устройство содержит датчик частоты вращения и датчик положения. Фотоэлектрический датчик частоты вращения кинематически связан с приводом продольного конвейера. Основными элементами этого датчика являются источник светового излучения ОС, фотоприемник ФП и модулирующий элемент. Модулирующий элемент представляет собой диск с отверстиями, механически связанный с приводом конвейера. При вращении диска поток светового излучения, попадающий на фотоприемник ФП, периодически прерывается, на выходе ФП формируется импульсный сигнал, частота которого пропорциональна скорости конвейера.
Обычно для таких измерителей длины появление одного импульса на выходе датчика соответствует перемещению сортимента на конвейере на 0,5—1,0 см. Импульсный сигнал с датчика частоты вращения поступает на вход схемы совпадения СС. На нее подается также сигнал с фотоэлектрического датчика положения. Сигнал на выходе этого датчика «Высокий уровень» появляется только тогда, когда при перемещении сортимента по конвейеру прерывается световой поток между источником света ОС и фотоприемником ФП.
Сигнал с выхода схемы совпадения представляет собой последовательность импульсов, число которых пропорционально длине измеряемого сортимента. Сигналы с измерителей диаметров и длины поступают в микроЭВМ, которая по соответствующему алгоритму вычисляет диаметр, длину и объем сортимента. Результаты вычисления выводятся на экран дисплея и печать. С пульта управления в микроЭВМ можно вносить дополнительные сведения о сортиментах (породе, сучковатости и т. д.). МикроЭВМ формирует также управляющий сигнал УС для последующих технологических процессов (сортировка и т. д.).