

§ 19. Структура и назначение систем контроля
Совокупность устройств, посредством которых решается какая-либо конкретная задача автоматического контроля, называется системой автоматического контроля.
Процесс автоматического контроля. Этот процесс состоит из двух этапов: 1) восприятие информации о состоянии объекта и внешних условиях и преобразование ее в вид, удобный для дальнейшей обработки; 2) обнаружение в поступающей информации признаков контролируемого события, т. е. тех специфических особен-
ностей, которые отличают данное событие от всех других, и формирование сигнала о наступлении этого события.
В системе автоматического контроля (рис. 35) происходит следующее преобразование поступающей измерительной информации. Датчик Д, установленный на объекте контроля ОK, воспринимает информацию (например, температуру в сушильной камере) и преобразует ее в удобный для дальнейшего использования сигнал (например, электрический или пневматический). Этот сигнал по линии связи JIC поступает на вход усилительно-преобразовательного устройства УП, в котором он усиливается, а при необходимости — преобразуется в другой вид сигнала, удобный для ввода в последующий элемент системы автоматического контроля.
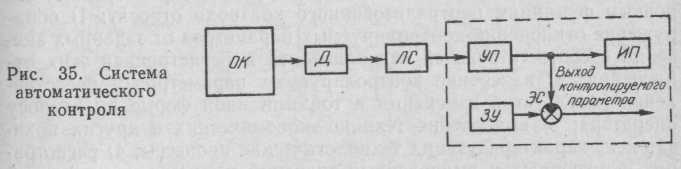
Измерительный преобразователь ИП служит для преобразования полученного сигнала в перемещение указателя, показывая или записывая результат измерения. Для обнаружения признаков контролируемого параметра (например, температура выше или ниже нормы) используют элемент сравнения ЭС. На этот элемент подается действительное значение контролируемого параметра и -значение этого параметра с задающего устройства ЗУ. При несовпадении действительного и заданного значений параметра на выходе ЭС появляется сигнал об отклонении контролируемого параметра от нормы.
Виды автоматического контроля. По числу источников первичной информации (контролируемых параметров) выделяют: единичный (одноточечный), т. е. контроль только одного параметра и в одном месте; множественный (многоточечный), т. е. координированный контроль многих параметров технологического
процесса.
Множественный контроль можно разделить на параллельный, последовательный и последовательно-параллельный. При параллельном контроле происходит непрерывное и одновременное использование информации по всем каналам множественной системы автоматического контроля. При последовательном контроле производится поочередный сбор информации от источников и каналов множественной системы по заранее заданной программе. Последовательно-параллельный контроль представляет собой сочетание последовательного и параллельного способов сбора и передачи информации. Одна из форм такого контроля — обегающий автоматический контроль,

В зависимости от места расположения датчиков и усилительно-преобразующих устройств различают виды контроля: локальный (местный), т. е. в непосредственной близости от технологического оборудования; дистанционный, т. е. на расстоянии, и телеметрический, характеризующийся тем, что в системе используются методы и средства, уменьшающие влияние помех на линии передачи сигналов.
Автоматические системы централизованного контроля. Их применяют для контроля за работой сложных технологических процессов, имеющих большое число контролируемых параметров. К основным функциям централизованного контроля относят: 1) обнаружение отклонений контролируемых параметров от заданных значений с соответствующей сигнализацией и регистрацией этих отклонений; 2) измерение контролируемых параметров и представление результатов измерения в той или иной форме по запросу оператора; 3) вычисление технико-экономических и других показателей, характеризующих технологические процессы; 4) регистрацию измеренных и вычисленных значений параметров с заданной периодичностью.
В таких системах с датчиков с помощью преобразователей контролируемые параметры преобразуются в стандартные унифицированные сигналы тока или напряжения и вводятся в машину централизованного контроля. При использовании этих машин все сведения о контролируемом процессе сосредоточиваются в одном центре. Машина централизованного контроля обрабатывает информацию о ходе технологического процесса и выдает ее оператору, который производит все необходимые действия по восстановлению нормального режима технологического процесса.