

Параллельный вид движения предметов труда в производственном процессе. Определение длительности, характерные особенности применения.
Временные связи в производственном процессе выступают прежде всего в виде календарного периода, в течение которого осуществляется преобразование ресурсов в продукцию (изготовление единицы продукции). Этот период называют временем производства (длительностью производственного цикла). Данное понятие относится как к готовому продукту, так и к отдельным его частям.
Время производства состоит из двух основных периодов — рабочего и естественного. Рабочий период — это время, в течение которого преобразование материальных ресурсов в готовый (конечный или частичный) продукт осуществляется в результате технических, энергетических и трудовых процессов. Во время естественных процессов преобразование материальных ресурсов происходит под воздействием сил природы (старение, сушка, остывание и др.).
Время производства оказывает большое влияние на эффективность производства, поскольку с его увеличением возрастает сумма средств, связанных в производственном процессе. Поэтому предприятие заинтересовано в сокращении времени производства.
Время, в течение которого над предметами труда непосредственно не совершается никаких действий, называется временем перерывов. Оно состоит из перерывов в течение рабочего (режимного) и нерабочего времени. Первые — это время между окончанием обработки детали на предыдущей операции и началом следующей (межоперационные перерывы); вторые связаны с режимом производственного подразделения (перерывы между сменами, выходные, праздничные дни и т.п.).
Межоперационные перерывы складываются из времени:
ожидания каждой деталью начала операции и после нее до тех пор, пока не будет обработана последняя деталь заданной партии (перерыв партионности);
ожидания на рабочем месте, занятом изготовлением других деталей; они возникают в том случае, если предыдущая операция заканчивается раньше, чем рабочее место освобождается для последующей операции;
пролеживания деталей перед сборкой или в ожидании комплектования в сборочную единицу, пока не будут закончены другие, более трудоемкие, детали, входящие в этот комплект (перерыв комплектации).
На длительность межоперационных перерывов, а следовательно, и производственного цикла, большое влияние оказывают способы передачи обрабатываемых деталей с предыдущей операции на последующую. Эти способы называют видами движения предметов труда в производственном процессе. В машиностроении применяют три основных вида движения предметов труда: последовательный, параллельный, параллельно-последовательный.
При параллельном движении каждая деталь немедленно передается с одного рабочего места на другое, обработка ее по всем операциям осуществляется непрерывно, пролеживание детали исключается. Это намного снижает длительность производственного цикла. Однако поскольку в движении находится партия деталей, то каждая из них пролеживает или после обработки на последней операции (первая деталь), или перед началом новой операции (последняя деталь), или там и там (любая деталь партии, кроме первой и последней).
Так как детали пролеживают в ожидании окончания обработки всей партии на наиболее длительной («главной») операции, то ожидание будет равно tгл(n − 1), где tгл — время обработки детали на наиболее длительной операции.
Общая длительность производственного цикла обработки всей партии деталей по всем операциям
![]() . (4.6)
. (4.6)
Как видно из графика, приведенного на рис. 4.17, при параллельном движении деталей на операциях, продолжительность которых меньше продолжительности «главной» операции, возникают простои рабочих мест (tпр1; tпр2; tпр4; tпр5; tпр6), которые тем больше, чем больше разница в продолжительности между «главной» и данной операциями.
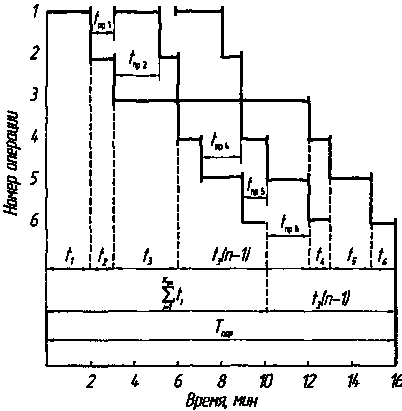
Рис. 4.17. График параллельной обработки партии деталей: tnp1,..., tnp6 — перерывы в обработке на операциях, длительность которых меньше главной (наибольшей)
Общее время простоев по всем рабочим местам
 .
.
Таким образом, значительное сокращение длительности цикла обработки при параллельном движении предметов труда достигнуто ценой значительных простоев рабочих мест, т.е. дополнительных затрат ресурсов. Эти затраты примерно в 20 раз больше, чем достигаемая при этом экономия от сокращения времени пролеживания обрабатываемых деталей.
Причина простоев, как видно из рис. 4.17, — нарушение принципа пропорциональности, хотя здесь максимально реализованы принципы непрерывности и параллельности. Основным путем устранения этого противоречия является выравнивание продолжительности операций на различных рабочих местах производственного процесса, т.е. их синхронизация,
Отношение длительности цикла при параллельном движении к длительности цикла при последовательном принято называть коэффициентом параллельности:
Кпар 1 = Тпар/Тпосл
При прочих равных условиях коэффициент параллельности тем выше, чем больше размер партии.
Формулы справедливы только при поштучной передаче деталей с одного рабочего места на другое, что допустимо только при небольших размерах партии (п). При больших значениях п передача деталей при параллельном и параллельно-последовательном движении может осуществляться передаточными или транспортными партиями (р), которые должны быть меньше и кратны п. В этом случае формула примет соответственно вид:
![]() ,
мин.
,
мин.
где
![]() – наибольшая
длительность технологической операции;
– наибольшая
длительность технологической операции;
р – количество деталей в транспортной (передаточной) партии.
При расчете производственного цикла:
 ,
календарных дней.
,
календарных дней.