

Глава 8. Формы высокой печати 8.1. Развитие формных процессов высокой печати
Начиная со второй половины прошлого столетия стали применяться печатные формы из ЖФПМ, появившиеся в 1969 г. в Японии, а с середины 70-х гг. разрабатываются ФПП из ТФПМ. Развитие формных процессов высокой печати происходило по следующим направлениям:
совершенствование ФПП высокой (типографской и флексографской) печати;
автоматизация процессов экспонирования и вымывания фотополимерных печатных форм;
разработка экологически безопасных вымывных растворов, не содержащих хлористого углеводорода, а также создание других способов удаления незаполимеризованного слоя.
Улучшение репродукционно-графических и печатно-эксплуата- ционных показателей фотополимерных флексографских форм достигалось благодаря разработке тонкослойных формных пластин высокой твердости. Наряду с этим, с 90-х гг. прошлого века получила развитие технология, основанная на использовании гильз (тонкостенных полых цилиндров) как с жесткой, так и со сжимаемой поверхностями. Параллельно с фотополимерными типографскими формами продолжалась модернизация технологии изготовления металлических форм, которая осуществлялась в направлении совершенствования способов одноступенчатого эмульсионного и безэмульсионного травления.
8.1.1. Разновидности, структура и схемы изготовления печатных форм
Разновидности форм высокой печати. В зависимости от особенностей печатного процесса (построения красочного аппарата, на-
линия декеля и т.д.) и от твердости поверхности различают флексо- графские и типографские печатные формы (рис. 8.1).
Рис.
8.1.
Разновидности
форм высокой печати
Способ
печати
Природа
Физическое
состояние ФПК
Геометрическая
форма
Исполнение
конструкции

Флексографские — это фотополимерные формы, которые можно классифицировать по ряду признаков:
физическое состояние ФПК (формы, изготовленные из твердой И из жидкой ФПК);
химический состав слоя, зависящий от состава ФПК (см. §8.3.1);
конструкция (геометрическая форма) — они могут быть пластинчатыми и цилиндрическими (в том числе, бесшовными и рукавными).
Флексографские фотополимерные формы различаются также строением (они могут быть однослойными и многослойными
рис. 8.2, в,г), типом подложки (полимерная или металлическая), а также толщиной, форматом, стойкостью форм к растворителям и по другим параметрам. Флексографские эластомерные резиновые формы рассматриваются в гл. 11).

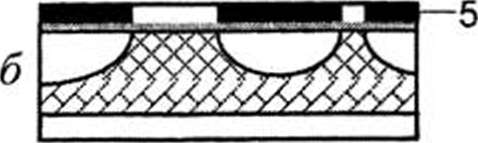
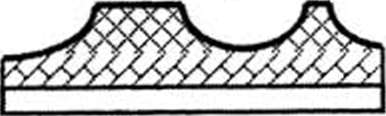
а бег
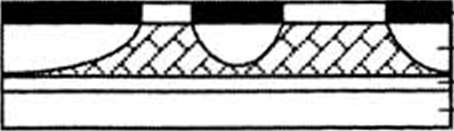
Рис. 8.2. Строение форм высокой печати: а — типографская фотополимерная форма; б — типографская металлическая форма; в — флексографская фотополимерная форма на однослойной пластине; г — флексографская
фотополимерная форма на многослойной пластине; 1 — подложка; 2 — адгезионно-противоореольный слой; 3 — фотополимерный слой; 4 — металл; 5 — копировальный слой; 6 — нижняя защитная пленка;
7— антиадгезионный слой; 8 — несущий слой-подложка; 9 — стабилизирующая пленка; 10 — кислотостойкое защитное покрытие
Типографские формы в зависимости от природы материала делятся на металлические и фотополимерные (ФППФ). В настоящее время в основном используются фотополимерные печатные формы. Они изготавливаются из твердой ФПК на полимерной или металлической подложках, различаются толщиной и форматом.
Структура форм высокой печати. Как флексографские, так и типографские фотополимерные печатные формы могут иметь различную структуру, которая зависит от строения используемого для их изготовления формного материала. Чаще всего печатающие элементы форм состоят из фотополимера (рис. 8.2. а, в, г), а пробельными элементами служат или подложка 1, или основание формы, или несущий слой 8 со стабилизирующей пленкой 9. В отличие от фотополимерных форм на металлических типографских формах печатающие и пробельные элементы состоят из металла, причем на поверхности печатающих элементов расположен копировальный слой 5 (рис. 8.2, б).
Основными параметрами, характеризующими формы высокой печати, являются крутизна профиля печатающего элемента, а также глубина пробельных элементов. Максимальная глубина пробельных элементов характеризует глубину рельефа, которая на практике часто называется высотой рельефа. В зависимости от размеров печатающих элементов и расстояния между ними пробельные элементы форм высокой печати имеют различную глубину. Причем она тем больше, чем больше расстояние между печатающими элементами.
Применительно к типографским формам минимальная глубина /*min пробельных элементов определяется величиной деформации накатных валиков Лп.в, а также суммой метрических неточностей печатного аппарата £Д/і (возникающих из-за прогиба стержней, биения в подшипниках и др.). При этом должно соблюдаться неравенство
/*тіп > Анл + X (Ail).
Кроме того, минимальная глубина пробельных элементов связана с величиной упругой деформации декеля Лдек. При переносе красочного слоя с формы высокой печати на бумагу последняя не должна соприкасаться с пробельными элементами формы. Декель в определенной мере компенсирует размерные неточности печатного устройства и формы, а также микронеровности бумаги. Если обозначить сумму неточностей, включающую, в частности, изменения размеров формного цилиндра (например, из-за его износа), как X (А/2), то должно соблюдаться соотношение
І (лі2).
Флексографская форма в отличие от формы типографской печати сама выполняет функции декеля и испытывает упругие деформации в печатном процессе. Эти деформации, зависящие в том числе от запечатываемого материала, толщины и строения печатной формы, определяют минимальную глубину пробельных элементов формы.
Общие схемы изготовления форм высокой печати. Флексографские (пластинчатые) фотополимерные формы изготавливаются по следующей схеме (рис. 8.3):
контроль фотоформы и формной пластины (см. §§ 5.1, 5.2);
подготовка оборудования и выбор технологических режимов экспонирования и обработки;
экспонирование оборотной стороны формной пластины;
основное экспонирование через негативную фотоформу;
удаление (вымыванием или с помощью термической обработки) незаполимеризованного слоя;
сушка (в случае использования вымывания);
финишинг (устранение липкости формы);
дополнительное экспонирование.
Особенностью изготовления цилиндрических форм является то, что после экспонирования оборотной стороны ФПП, пластина приклеивается на гильзу (представляющую собой тонкостенный цилиндр из металла или стекловолокна) или на формный цилиндр. Последующий формный процесс проводится уже с цилиндрическим формным материалом.
Процесс изготовления цилиндрической бесшовной формы включает операции:
расчет размеров и разрезка ФПП;
экспонирование оборотной стороны пластины;
нанесение липкого слоя на гильзу;
размещение пластины на гильзе и сплавление стыковых краев;
шлифование поверхности ФПП (до необходимого размера);
основное экспонирование через фотоформу;
удаление незаполимеризованной ФПК;
сушка;
окончательная отделка формы.
4 З
а
t t t t Излучение УФ-A
Излучение
УФ-А І
І І І
Излучение
УФ-С
W
I
I
Излучение УФ-А
W І I
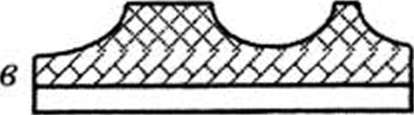
Рис. 8.3. Изготовление флексографской формы: а — экспонирование оборотной стороны пластины; б — основное экспонирование; в — форма после вымывания и сушки; г — финишинг; д — дополнительное экспонирование;
1 — подложка; 2 — ФПС; 3 — покровный слой; 4 — защитная пленка; 5 — фотоформа
Цилиндрические рукавные формы изготавливаются из рукавного фотополимеризуемого материала. Экспонирование оборотной (внутренней) стороны в данном случае проводится при получении самого материала, а форма изготавливается аналогично изготовлению ФППФ, начиная с операции основного экспонирования (см. рис. 8.3).
Типографские фотополимерные формы изготавливаются по следующей схеме (рис. 8.4):
контроль негативной фотоформы и формной пластины (см. §§5.1,5.2);
подготовка оборудования и выбор технологических режимов экспонирования и обработки;
основное экспонирование через фотоформу;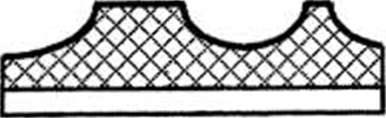
удаление незаполимеризованного слоя вымыванием;
сушка;
дополнительное экспонирование.
Излучение УФ-А
і
2
Излучение УФ-А
Ф Ф Ф Ф
Рис.
8.4.
Изготовление
типографской фотополимерной формы: а
—
основное
экспонирование; б —
форма
после вымывания и сушки; в
—
дополнительное
экспонирование;
1
— фотоформа;
2
— ФПС;
3
— адгезионно-противоореольный
слой;
4
— подложка
В отличие от технологии изготовления флексографской фотополимерной формы при изготовлении типографской формы отсутствуют стадии экспонирования оборотной стороны пластины и финишинга.
8.1.2. Аналоговые тест-объекты для контроля формного процесса
Для контроля выполнения основных технологических операций при изготовлении фотополимерных печатных форм служат аналоговые тест-объекты, в практике называемые тестовыми негативами. Они содержат контрольные элементы в виде отдельных штрихов и точек в негативном и позитивном исполнении, растровые поля с различной из области светов и теней, а также фрагмент в виде сет
ки, состоящий из линий, расположенных во взаимно перпендикулярных направлениях.
В качестве примера на рис. 8.5 дано содержание тестового негатива, используемого для контроля процесса изготовления флексографских печатных форм. Контрольные элементы тестовых негативов отличаются размерами в зависимости от свойств различных типов формных пластин (тонкослойных и толстослойных).
|
X |
|
|
0 |
|
|
0 |
|
|
> |
|
|
с |
|
Р^|пу1оНёх"1 FAII. FAR II. FAH, MAII
1% 2% 95%
12 345 6 78 9
Рис. 8.5. Содержание тестового негатива для изготовления флексографской печатной формы
Тестовые негативы для контроля процесса изготовления типографских и флексографских форм аналогичны (см. рис. 8.5). Для типографских форм негативы дополнительно содержат несколько растровых шкал с различной линиатурой. Таким образом проводится контроль качества готовой печатной формы и устанавливаются режимы экспонирования, вымывания и других технологических операций. На ряде негативов имеется элемент для оперативного контроля экспозиции, представляющий собой бесступенчатую растровую шкалу и расположенную рядом с ней линейку.