

1.4 Ділильні головки
1.4.1 Загальна характеристика ділильних головок. Ділильні головки в основному застосовуються для закріплення і поділу оброблюваних деталей на рівні частини при фрезеруванні квадратів, шестигранників, нарізанні зубчастих коліс, зірочок та тому подібних робіт а також для повороту оброблюваних деталей на заданий кут. Універсальні ділильні головки служать також і для надання оброблюваній деталі обертового руху при нарізанні гвинтових канавок на універсально-фрезерних верстатах.
Вітчизняні універсальні ділильні головки випускаються різних типів, наприклад, УДГ–135 та УДГ–160 з висотою центрів відповідно 135 та 160 мм. Характеристики цих головок N = 40, тобто шпиндель головки повертається на повний оберт за 40 обертів рукоятки.
Універсальні ділильні головки дають змогу виконувати поділ оброблюваних деталей трьома методами: безпосереднім, простим та диференціальним.
1.4.2 Конструкція та принцип роботи. Загальний вигляд універсальної ділильної головки наведено на рис. 1.10.
|
Рисунок 1.10 – Універсальна ділильна головка |
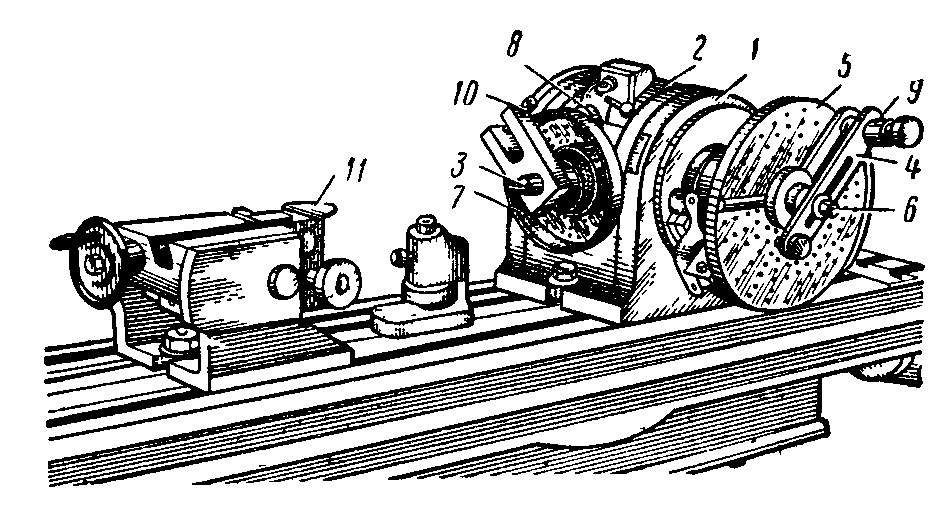
Основними вузлами головки є: 1 – корпус; 2 – поворотна частина; 3 – шпиндель; 4 – рукоятка для повороту шпинделю при простому та диференціальному поділі; 5 – ділильний диск (лімб); 6 – валик; 7 – диск безпосереднього поділу; 8,9 – штифти; 10 – поводок; 11 – задня бабка ділильної головки.
Крім того, в ділильній головці передбачені: розсувні ніжки сектора для обмеження кута повороту рукоятки; стопор ділильного диску 5 для простого методу поділу; стопор для закріплення та звільнення шпинделю головки; рукоятка вмикання та вимикання черв’яка з зачеплення з черв’ячним колесом.
У ділильних головок типів УДГ–100, УДГ–135, УДГ–160 ділильні диски 5 для простого та диференціального методу поділу виконані двобічними з глухими отворами: на одному боці диску є окружності з числами отворів 16, 17, 21, 23, 29, 30 та 31, а на іншому боці – 33, 37, 39, 41, 43, 49, 54.
Ділильний диск 7 для безпосереднього поділу в головках УДГ–100 має 24 поділу.
До ділильної головки УДГ–100 додається комплект змінних зубчастих коліс з числами зубів 25, 30, 35, 40, 50, 55, 60, 70, 80, 90 та 100.
1.4.3 Простий метод поділу. Для поділу простим методом (рис. 1.11) черв’як а повинен знаходитися в зачепленні з черв’ячним колесом z3, гітара змінних коліс, яка зв’язує шпиндель III з валом IV, відключена або знята, а ділильний диск 5 нерухомо зафіксований стопором У.
Поділ робиться поворотом рукоятки Р з клямкою З2 відносно нерухомого диску Д2, який має декілька окружних рядів отворів. Простим методом можна поділити оброблювану деталь на необхідну кількість рівних частин, якщо число заданих поділок кратно числу отворів на одній з окружностей ділильного диску. Для поділу на число z необхідний поворот n рукоятки Р визначається за формулою:
де N = 40 – характеристика головки. |
|
Рисунок 1.11 – Настроювання ділильної головки на простий метод поділу |

Приклади настроювання УДГ–40 на простий поділ.
1) Дано: z = 34.
![]() .
.
Це значить, що рукоятку Р слід повернути на один повний оберт та ще на 3/17 оберту. Цю частину повороту відраховують по ділильному диску Д2. Клямку З2 встановлюють на коло з 17 отворами.
2) Дано: z = 8.
Необхідне число обертів рукоятки ділильної головки:
![]() .
.
Для
повороту на кут
![]() необхідно рукоятку повернути на 5
обертів.
необхідно рукоятку повернути на 5
обертів.
3) Дано: z = 6.
![]() .
.
Для
точного повороту на 6 цілих та
![]() оберту необхідно на ділильному диску
знайти окружність з числом поділок,
кратних знаменнику простого дробу
(число 3). Наприклад, на ділильному диску
є окружності з числом отворів 21 (21 = 37)
та 30 (30 = 310).
Тоді, вибрав окружність з числом отворів
21, отримаємо:
оберту необхідно на ділильному диску
знайти окружність з числом поділок,
кратних знаменнику простого дробу
(число 3). Наприклад, на ділильному диску
є окружності з числом отворів 21 (21 = 37)
та 30 (30 = 310).
Тоді, вибрав окружність з числом отворів
21, отримаємо:
![]() ,
,
тобто рукоятку потрібно повернути на 6 цілих обертів та додатково відрахувати на диску з 21 отвором 14 інтервалів (отворів).
Якщо вибрати окружність з 30 отворами, то
![]() ,
,
і рукоятка повертається на 6 цілих обертів плюс додатковий поворот на 20 інтервалів на окружності з 30 отворами.
1.3.4 Диференціальний метод поділу. В випадку, коли неможливий поділ простим методі (немає окружності на диску з числом отворів, кратним знаменнику отриманої після скорочення дробу), передбачено складний (диференціальний) метод поділу.
Для поділу диференціальним методом черв’як а (рис. 1.12) ділильна головка вводиться в зачеплення з черв’ячним колесом z3, стопор У відводиться назад, звільняється ділильний диск Д2, а шпиндель III з’єднується з валиком IV змінними зубчастими колесами a, b, c та d. Число обертів рукоятки Р визначають так же, як і при простому методі, але не для потрібного числа поділок zх, для якого можна застосувати простий поділ. Для компенсації отриманої при цьому похибки необхідно підібрати також числа зубів змінних коліс a, b, c, та d диференціальної гітари, щоб диск Д2 повернувся в потрібному |
|
Рисунок 1.12 – Настроювання ділильної головки на диференціальний поділ |

напрямку на величину кутової помилки повороту рукоятки Р. Передатне відношення ix диференціальної гітари визначається за формулою:
![]() .
.
Передатне відношення ix може бути додатним, тоді напрямок обертання рукоятки Р та диску Д2 повинні співпадати; воно може бути від’ємним, тоді рукоятка Р та диск Д2 повинні обертатися в протилежних напрямках. Потрібний напрямок обертання диску Д2 забезпечується встановленням в диференціальній гітарі паразитних коліс.
В цьому випадку поділ здійснюється на найближче до заданого числа поділок z «фіктивне» число поділок zx, яке явно можна розділити простим методом, а для поділу на потрібне число z настроюється гітара ix, яка зв’язує шпиндель та ділильний диск.
Настроювання гітари здійснюється таким чином, щоб при поділі на zx рух від шпинделю через гітару забезпечував додатковий поворот ділильного диску з метою підводу отвору на ділильному диску в точку, яка відповідає потрібному повороту на 1/z.
Приклад: поділити заготовку на z = 11.
На диску, встановленому на УДГ є окружності з числом отворів: 16, 17, 19, 21, 23, 29, 30, 31.
Оскільки на диску відсутні окружності з числом отворів, кратним 11, та простий метод поділу реалізувати неможливо.
Для диференціального поділу вибираємо найближче до 11 число. Таким числом може бути 10 або 12. Для них перевіримо можливість поділу простим методом.
Ділимо на 1/10:

Настроювання гітари ix:
а) zф = 10;
![]() .
.
Знак (–) значить, що диск повинен обертатися в бік, протилежний напрямку обертання рукоятки УДГ, для чого гітара ix повинна містити реверсивну передачу (шестерня z = 70). Схема настроювання гітари показана на рис. 1.13.
|
Рисунок 1.13 – Настроювання гітари УДГ на поділ заготовки z = 11 з «фіктивним» числом зубів zф = 10. |

б) zф = 12;
![]() .
.
Схема настройки гітари наведена на рис. 1.14.
|
Рисунок 1.14 – Настроювання гітари УДГ на поділ заготовки z = 11 з «фіктивним» числом зубів zx = 12. |

Умова збирання гітари визначається умовою:
![]()
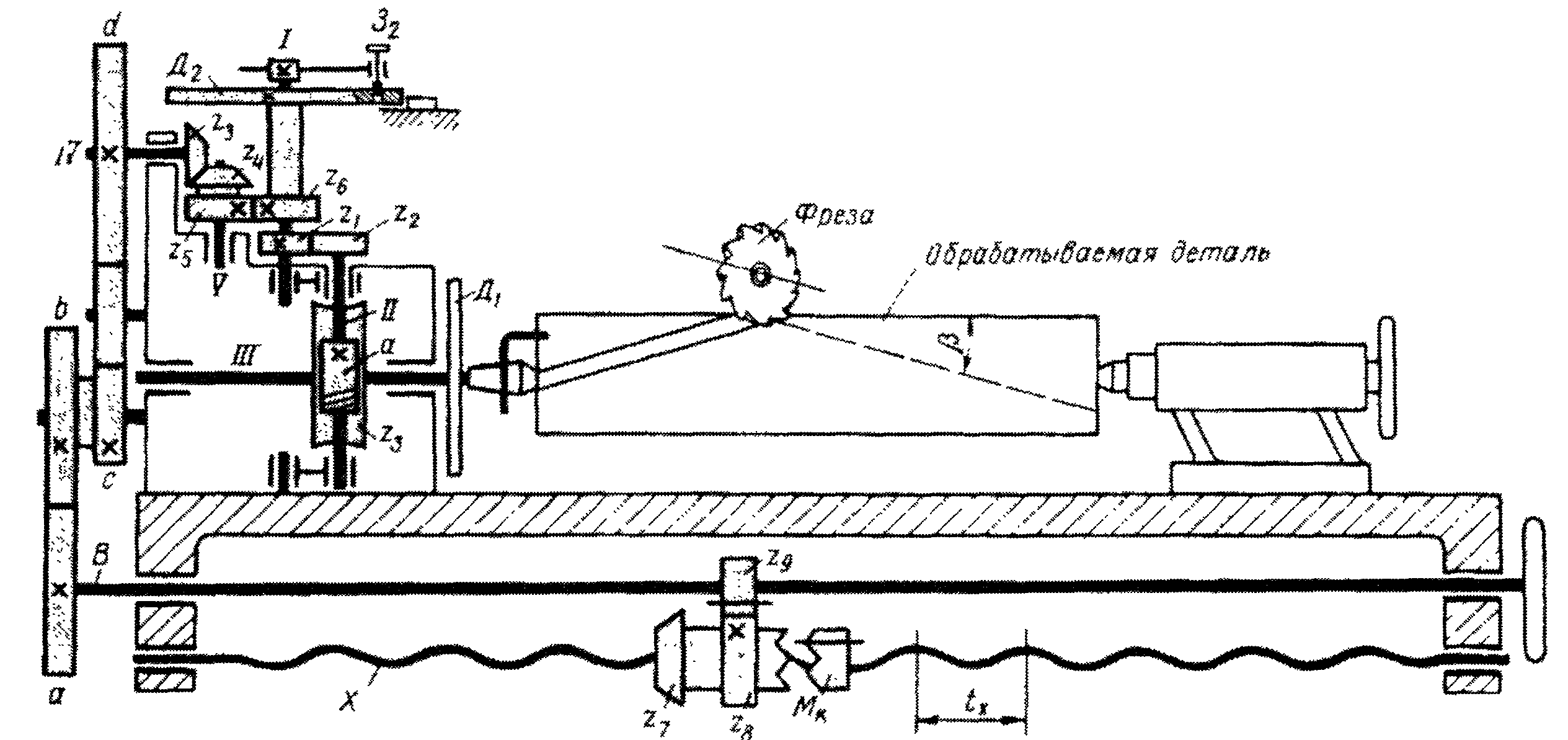
1.3.5 Нарізання гвинтових канавок. Настроювання універсальної ділильної головки та верстата для нарізання на оброблюваній деталі z гвинтових канавок дисковою фрезою складається з трьох елементів: настроювання гвинторізного ланцюга, яка з’єднує через змінні колеса ходовий гвинт х (рис. 1.15) поздовжньої подачі універсально-фрезерного верстата з шпинделем III ділильної головки; настроювання ділильного ланцюга простим методом для нарізання на деталі z канавок та установки столу верстата під кутом , який дорівнює куту нахилу гвинтових канавок, для запобігання спотворенню профілю канавки при нарізанні дисковою фрезою. Підбір змінних коліс гвинтового ланцюга здійснюють за формулою:
![]()
де N – характеристика головки;
tхв – крок ходового гвинта поздовжньої подачі верстата, мм;
T – крок гвинтової лінії нарізуваної канавки, мм.
|
Рисунок 1.15 – Настроювання ділильної головки для нарізування гвинтової канавки |
Приклад. Нарізати 20 канавок, напрямок витка – лівий. Діаметр заготовки d = 50 мм; крок гвинтової лінії – Т = 960 мм; крок ходового гвинта верстата tхв = 6 мм.
Для отримання гвинтової лінії з заданим кроком необхідно настроїти гітару іх, яка зв’язує обертання шпинделю УДГ та заготовки з переміщенням столу верстата.
Розрахункові переміщення верстату:
1 об. заготовки Т = 960 мм переміщення столу.
В цьому випадку:
![]() .
.
Виходячи з «п’яткового» набору зубчастих коліс, якими укомплектовано головку, підбираємо гітару іх:
![]()
Схема настройки гітари для лівого напрямку спіралі показана на рис. 1.16, а.
З врахуванням постійної передачі 50/50 формула настроювання має вигляд:
![]() .
.
|
|
а |
б |
Рисунок 1.16 – Схеми настроювання гітари гвинтової канавки з лівим та правим напрямком спіралі |
|


Схема установки гітари для правого направлення спіралі показана на рис. 1.16,б. В ланцюг гітари введена паразитна передача 60/60.
З урахуванням постійної передачі 50/50 та паразитної передачі 60/60 формула настроювання має вигляд:
![]() .
.