1. Оцінка енергетичної ефективності процесів зварювання.
При виборі джерела енергії для зварювання конкретних виробів варто враховувати технічну можливість застосування даного джерела, ефективність процесу (енергетична й економічну), а також якість і надійність одержуваних з'єднань.
Концентрація енергії термічних джерел може оцінюватися питомою потужністю в плямі нагрівання. Найбільшу інтенсивність енергії -до 108 Вт/мм2 і вище при плямі нагрівання до 10-6 мм2 -можуть мати лазерний і електронний промені.
Однако зварювання можливе тільки до щільності потужності 102..104 Вт/мм , тому що більші питомі потужності приведуть до выплескам і випару матеріалу, корисному лише при різанні й розмірній обробці виробів. Питома потужність променя й енергетичні коефіцієнти наплавлення, розплавлювання й інші придатні для оцінки тільки окремих видів джерел енергії або методів зварювання. Для оцінки ефективності різних класів зварювальних процесів і різних методів зварювання й пайки доцільно використовувати значення питомої енергії, необхідної при зварюванні даного з'єднання.
2. Термомеханічні процеси при зварюванні
До термомеханическим процесів ставляться процеси, що йдуть із введенням теплоти й механічної енергії сил тиску при осаді. Теплота може виділятися при протіканні електричного струму, газопламенном або індукційному нагріванні, введенні в зону зварювання гарячого інструмента й т.п. Зварювання може вестися як із плавленням металу (частковим або по всьому з'єднанню), так і без плавлення. Ці процеси докладно описані в технологічних курсах.
Скорочення витрат енергії завдяки раціональному вибору джерела енергії для зварювання навіть на кілька відсотків може дати в масштабах країни істотну економію енергії, що у світлі постійно зростаючого дефіциту енергії на Землі здобуває з кожним роком все більше значення.
Ефективність використання способів зварювання плавленням досягається при мінімальній ширині шва, що, у свою чергу, визначається концентрированностью джерела теплоти (радіусом плями нагрівання) і теплофизическими особливостями проплав-ления. Ці особливості враховуються при визначенні енерговитрат на зварювання через термічний к.к.д. процесу, а отримані вище мінімальні оцінки питомої енергії становлять лише частину загальної енергії зварювання. Облік ефективних і термічного к.к.д. процесів може змінити подання про доцільність застосування того або іншого способу зварювання при інших умовах. Так, дугове зварювання з високими значеннями ефективного к.к.д. (0,6...0,9) характеризується низькими значеннями термічного к.к.д. (0,15...0,25). Лазерне зварювання, що характеризується високими значеннями термічного к.к.д. (0,484), у термодинамічному змісті порівнянні з дуговими способами, а з урахуванням одержання високих значень ефективного к.к.д. - більше краща.
Білет 9, 19, 26
1. Класифікація процесів зварювання
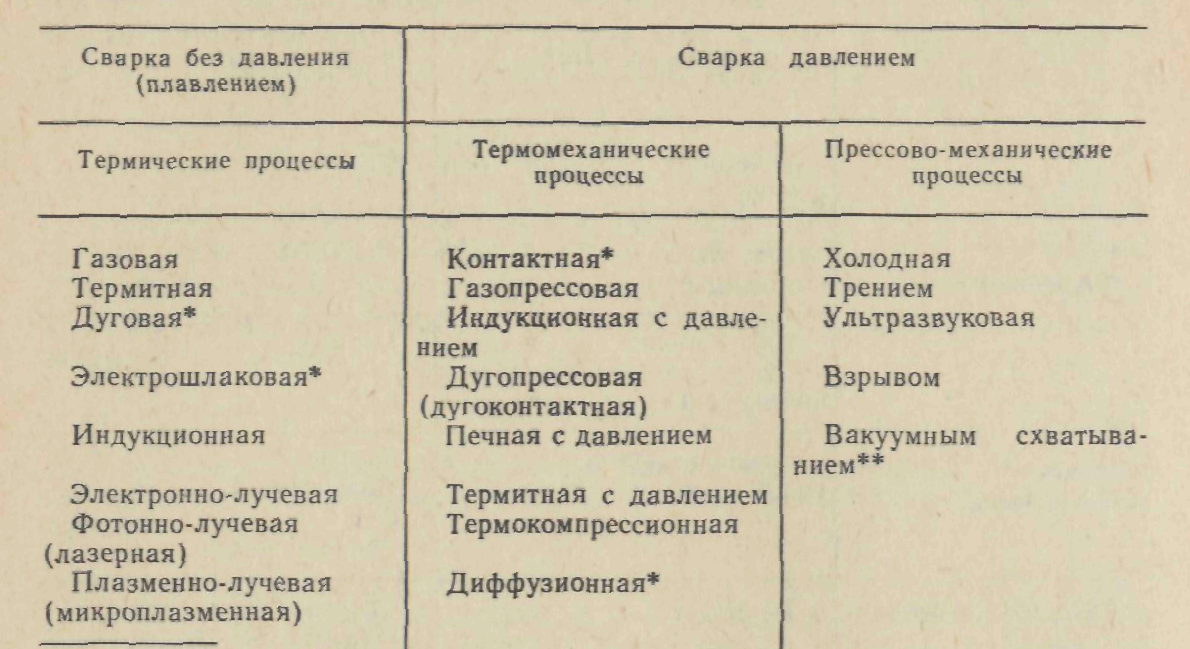
При класифікації процесів зварювання доцільно виділити три основних фізичних ознаки: наявність тиску, вид уводиться энергии, що, і вид інструмента - носія енергії. Інші ознаки можна умовно віднести до технічним або технологічним. Ознака класифікації по наявності тиску застосуємо тільки до зварювання й пайки. По виду енергії, що вводиться у виріб, всі зварювальні процеси, включаючи зварювання, пайку, різання й ін., можуть бути розділені на термічні, термомеханические й пресово-механічні способи.
Таблиця Класифікація методів зварювання металів по фізичних ознаках