

Соединение деталей пайкой
Пайкой называется процесс образования неразъемного соединения нагретых поверхностей металла, находящихся в твердом состоянии, при помощи расплавленных сплавов (припоев), имеющих меньшую температуру плавления по сравнению с температурой плавления основного металла. Расплавленный припой заливается в зазор между соединяемыми поверхностями и прочно соединяет их после охлаждения.
Соединение деталей пайкой происходит вследствие диффузии присадочного материала (припоя) в основной металл. Так как температура плавления припоя значительно ниже температуры плавления основного металла, при пайке исключается возникновение опасных напряжений, а также изменение его химического состава, структуры и механических свойств. Поэтому пайку используют для соединения или закрепления тонкостенных деталей и деталей из разнородных металлов, уплотнения резьбовых соединений, устранения пористости и трещин, заделки свищей (рис. 10.26). При ремонте машин применяют мягкие (легкоплавкие) и твердые (тугоплавкие) припои. Мягкие припои состоят в основном из олова и свинца, имеют температуру плавления 400-500°С и сравнительно невысокую механическую прочность. Температура плавления твердых припоев, состоящих из меди, цинка, серебра, никеля и других металлов, выше 500°С.
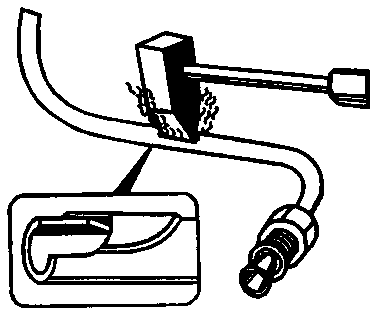
Рис. 10.26. Запаивание трещины топливопровода низкого давления с помощью накладки
При пайке газовой горелкой наиболее распространены медно-цинковые (латунные) припои, с температурой плавления 800-900°С. Указанные припои позволяют получать швы с пределом прочности на растяжение 300-350 МПа.
Для получения высокопрочных соединений деталей из чугуна, стали или меди, работающих при динамических нагрузках, в качестве припоя часто применяют латунь. Предел прочности этих соединений на растяжение составляет 300-320 МПа. Для удаления с поверхностей пленки оксидов и других примесей, препятствующих пайке, используют флюсы в виде порошков или паст.
При низкотемпературной пайке в качестве флюса применяют разбавленный раствор цинка в соляной кислоте. При высокотемпературной пайке применяют флюс, состоящий из 80 % буры и 20 % борной кислоты. После пайки остатки флюса удаляют промывкой в воде.
Технологический процесс пайки включает следующие операции: подготовку деталей к пайке, сборку их для пайки, нагрев места пайки (до температуры, превышающей на 45-50°°С температуру плавления припоя); предохранение поверхностей от окисления при пайке; введение припоя в место пайки и обработку шва; контроль качества паяных соединений.
Подготовка поверхностей заключается в удалении загрязнений, жировых и окисных пленок, а также в придании им в местах стыка некоторой шероховатости с целью улучшения сцепления припоя с соединяемыми деталями. Для этого применяют механическую обработку, обезжиривание в щелочах и травление в кислотах.
Сборка деталей для пайки выполняется в специальном приспособлении, обеспечивающем выдерживание заданного зазора между соединяемыми деталями, который должен быть не более 0,4 мм при использовании мягких припоев и 0,04-0,08 мм - твердых.
Припои при сборке располагают строго в определенных местах: проволоку - вокруг зазора; фольгу накладывают на места спая и закрепляют; пастой обмазывают места стыка. Разнообразие припоев определяет метод пайки: электропаяльником, ультразвуковым паяльником, паяльной лампой, газовой горелкой. Нагревать соединения можно также в электропечах, токами высокой частоты и другими способами.