

8. Технологические основы ремонта оборудования
8.1. Структура производственного процесса ремонта оборудования
Производственный процесс ремонта представляет комплекс технологических и вспомогательных операций по восстановлению работоспособности оборудования, выполняемых в определенной последовательности, и включает приемку оборудования в ремонт, моечно-очистные операции, разборку оборудования на агрегаты, сборочные единицы и детали, контроль, сортировку и ремонт деталей, их комплектацию, сборку сборочных единиц, агрегатов и оборудования в целом, обкатку и испытание оборудования после сборки, окраску и сдачу оборудования из ремонта.
Степень расчлененности производственного процесса во многом зависит от конструкции машины и программы ремонтно-обслуживающего предприятия. Если программа велика, то она состоит из большого числа технологических процессов и включает много рабочих мест, и наоборот. Кроме того, если машину можно расчленить на легко отделяемые агрегаты (двигатель, коробку передач, передний и задний мосты, рулевое управление, кабину и др.), то процесс делят на большое число отдельных технологических процессов и их выполняют параллельно.
Правильно расчлененный технологический процесс ремонта той или иной машины или агрегата создает наиболее благоприятные условия для его рациональной организации, снижения себестоимости и оснащения рабочих мест высокопроизводительными технологическим оборудованием и оснасткой.
На ремонтных предприятиях нефтегазовой отрасли в зависимости от количества однотипного оборудования и условий ремонта применяют два основных метода ремонта: индивидуальный и агрегатный. В зависимости от применяемого метода изменяются содержание и последовательность операций технологического процесса ремонта. При индивидуальном методе ремонта детали, сборочные единицы и агрегаты оборудования маркируют и после ремонта устанавливают на том же оборудовании. Следовательно, сборку оборудования начинают только тогда, когда отремонтированы все детали, что значительно удлиняет общее время ремонта.
На рис. 8.1 показана схема технологического процесса ремонта оборудования индивидуальным методом. При индивидуальном методе ремонта отремонтированная базовая деталь обычно простаивает, пока ремонтируются все агрегаты, т.е. имеется неравенство:
![]()
где t6 - продолжительность ремонта базовой детали, сут; tа -продолжительность ремонта агрегата (от разборки до сдачи из ремонта), сут; kо - число одноименных агрегатов в одной машине, шт.
Длительные простои базовой детали приводят к значительному увеличению сроков ремонта машины. Время простоя базовой детали tп определяется из следующей зависимости:
![]()
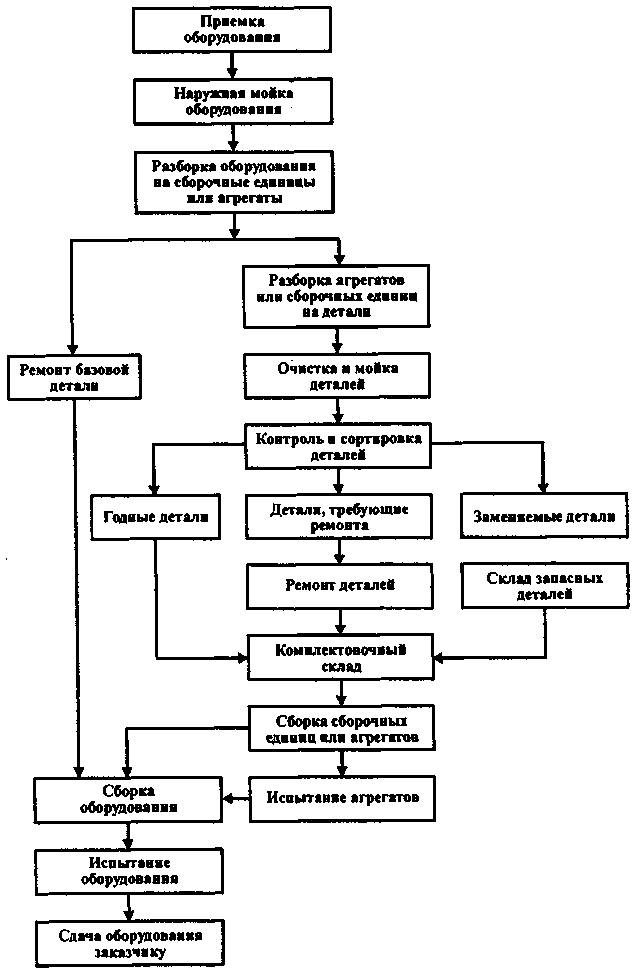
Рис. 8.1. Схема технологического процесса ремонта оборудования
Индивидуальным методом
Индивидуальный метод ремонта применяется в тех случаях, когда на ремонтное предприятие поступает мало однотипного оборудования. При индивидуальном методе ремонта машину или механизм ремонтирует одна комплексная бригада, состоящая из рабочих высокой квалификации.
Индивидуальный метод ремонта имеет следующие недостатки:
отсутствует специализация ремонтных работ и ограничена возможность внедрения механизации, что значительно снижает производительность труда;
оборудование длительно находится в ремонте, так как готовые детали простаивают, пока все детали не будут отремонтированы;
требуется высокая квалификация рабочих.
Особенность индивидуального метода ремонта заключается в том, что сборочные единицы и детали машины в процессе ремонта не обезличиваются и заказчик получает ту же машину, которую сдал в ремонт.
На рис. 8.2 представлена схема технологического процесса ремонта оборудования агрегатным методом. При агрегатном ремонте все детали, сборочные единицы и агрегаты машины обезличиваются, за исключением базовой детали. Наличие склада оборотных агрегатов, постоянно пополняемого отремонтированными обезличенными агрегатами поступающего в ремонт оборудования, позволяет начинать сборку машин немедленно после ремонта базовой детали.
При агрегатном методе ремонта должно соблюдаться следующее неравенство:
![]()
Следовательно, tп = 0. Естественно, что длительность ремонта в этом случае значительно сокращается.
Агрегатный метод ремонта обычно применяют в ЦБ ПО и на специализированных ремонтных заводах, т.е. когда на ремонт поступает значительное количество однотипного оборудования.
Организация ремонта оборудования для бурения скважин и нефтегазодобычи агрегатным методом должна быть такой, чтобы заказчик получал отремонтированную машину в кратчайший срок.
Основными
преимуществами агрегатного метода
ремонта являются:
специализация рабочих по отдельным видам работ, что повышает производительность труда;
более совершенная технология ремонта с использованием специального технологического оборудования и оснастки;
широкое внедрение механизации работ;
улучшение качества и снижение стоимости ремонтных работ;
сокращение продолжительности ремонта.
Недостаток агрегатного метода ремонта - необходимость в оборотном фонде агрегатов.
Разновидностью агрегатного метода ремонта является так называемый узловой метод, который часто применяется при ремонте оборудования непосредственно на месте эксплуатации. В этом случае изношенная сборочная единица заменяется отремонтированной на базе производственного обслуживания. По такому методу обычно ремонтируют тяжелое оборудование, транспортировка которого затруднена.
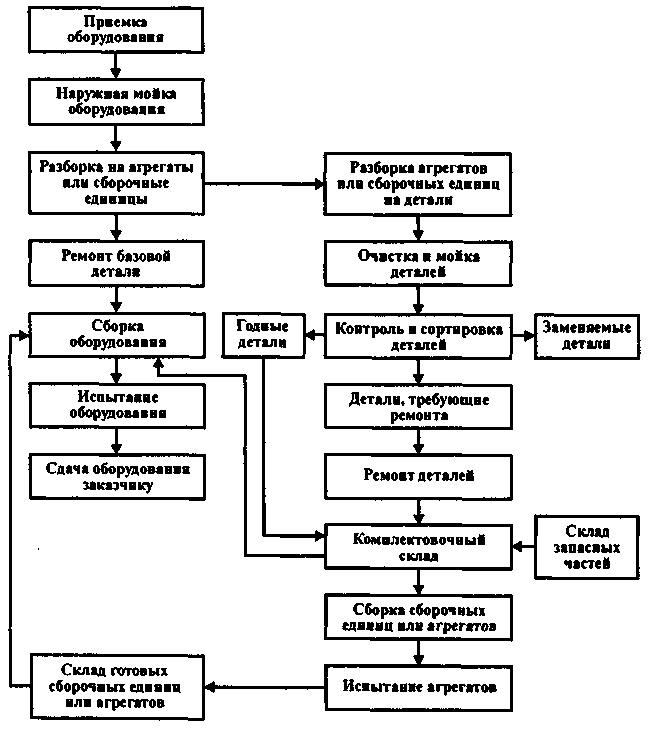
Рис. 8.2. Схема технологического процесса ремонта оборудования агрегатным методом
Непременным условием осуществления агрегатного метода ремонта является снабжение ремонтного предприятия оборотным фондом агрегатов, что обеспечивает возможность немедленной сборки ремонтируемых машин после ремонта базовой детали.
Потребность ремонтного предприятия в оборотном фонде агрегатов определяется из следующей зависимости:
![]()
где Апотр - необходимое количество оборотных агрегатов, шт; tа -продолжительность ремонта агрегата (от разработки до сдачи заказчику), сут; t6 - продолжительность ремонта базовой детали, сут; kо - число одноименных агрегатов в одной машине, шт.; пд - суточная программа выпуска машин ремонтным предприятием, шт.
Подсчитывать потребность в оборотном фонде необходимо для каждого вида агрегатов.