

10.5. Восстановление поверхностей полимерным покрытием
Восстановление поверхностей деталей полимерными покрытиями заключается в нанесении слоя полимерного материала на изношенную поверхность. Существуют различные методы нанесения полимеров на поверхности деталей машин. Выбор метода нанесения определяется природой полимерного материала, его физическим состоянием при нанесении, толщиной покрытия, габаритными размерами и формой детали.
При нанесении покрытий из расплавов полимеров обычно применяют метод прессования и литье под давлением.
Прессование осуществляется на гидравлических или механических прессах. Для прессования обычно используются пресс-порошки из термореактивных полимеров, переходящих при отверждении в неплавкое и нерастворимое состояния. Ремонтируемую деталь, предварительно очищенную и обезжиренную, помещают в обогреваемую пресс-форму, и в полость между восстанавливаемой поверхностью и пресс-формой засыпают пресс-порошок (рис. 10.22, а).
При повышенной температуре порошок приобретает пластичность и под действием давления заполняет все зазоры, прочно соединяясь с поверхностью детали.
Основные параметры процесса прессования - температура, давление и время выдержки. При повышении температуры увеличивается текучесть полимера и ускоряется протекание процесса формирования покрытия. Время выдержки детали под давлением зависит от скорости нагревания детали, скорости перехода полимера в твердое и неплавкое состояние и формы детали. Режимы прессования обычно устанавливают опытным путем.
Литье под давлением применяется для нанесения покрытий из термопластичных полимеров, которые при нагревании переходят сначала в пластическое состояние, а затем в вязкотекучее, а при охлаждении - вновь в твердое. Литье под давлением осуществляется на специальных литьевых машинах. Ремонтируемую деталь предварительно очищают от загрязнения, обезжиривают, а затем устанавливают в пресс-форму (рис. 10.22, б). Собранную пресс-форму вместе с деталью устанавливают на литьевой машине, а гранулы полимерного материала засыпают в бункер литьевой машины.
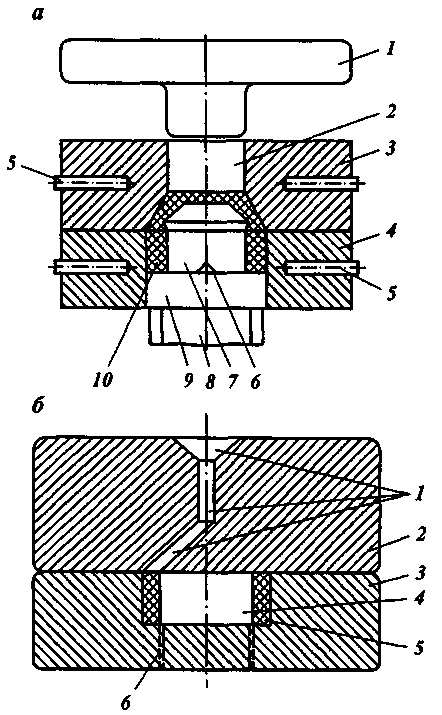
Рис. 10.22. Схемы пресс-форм для нанесения полимерных покрытий:
а - методом прессования; 1 - пуансон; 2 - загрузочная камера для пластмасс; 3 -крышка; 4 - корпус; 5 - электронагреватель; 6 - установочный выступ; 7 - деталь; 8 - выталкиватель; 9 - опорная плита; 10 - покрытие; б - методом литья; 1 - литник; 2 - крышка; 3 - корпус; 4 - ремонтируемая деталь; 5 - покрытие; 6 - канал для выхода воздуха
Процесс состоит из следующих операций: дозирование полимерного материала, нагрев и расплавление материала в цилиндре литьевой машины до вязкотекучего состояния, впрыск под давлением порции расплавленного материала через сопло и литниковые каналы в сомкнутую пресс-форму, охлаждение детали в форме, размыкание формы и снятие детали.
Основные технологические режимы формирования покрытий из некоторых полимерных материалов методами литья под давлением и прессования приведены в табл. 10.7. При формировании покрытий из растворов полимеров материал покрытия наносят распылением, окунанием, шпателем или центробежным способом.
Таблица 10.7
Технологические режимы формирования покрытий из полимерных материалов
|
Пластмасса |
Литье под давлением |
Прессование | ||
|
Температура, °С |
Давление, МПа |
Температура, °С |
Давление, МПа | |
|
Полиамид: №68 №54 №548 Полиуретан ПУ-1 Полистирол Пресс-материал «Волокнит» Пресс-материал КФ-3 Полиэтилен |
220-250 180-200 170-180 180-185 185-230 -
- 160-180 |
15-20 15-20 15-18 15-18 14-20 -
- 20 |
- - - - - 160-170
175-185 - |
- - - - - 30-40
45 - |
При использовании порошковых полимерных материалов применяют электростатический, струйный и вихревой способы нанесения.
Способ электростатического распыления порошков полимеров широко распространен в отечественной промышленности и за рубежом. При подаче на головку распылителя постоянного тока (положительного знака) высокого напряжения частицы полимера путем контактной передачи при движении в распылителе приобретают заряд. Заряженные частицы под действием силовых линий электрического поля движутся к детали, заряженной противоположным знаком (отрицательным), и оседают на ней (рис. 10.23). Электростатический способ позволяет управлять процессом нанесения покрытия, что обеспечивает его автоматизацию.
Сущность струйного напыления заключается в нанесении порошка на предварительно нагретую деталь из пневматического распылителя. Способ простой, достаточно производительный и позволяет получать покрытия хорошего качества.
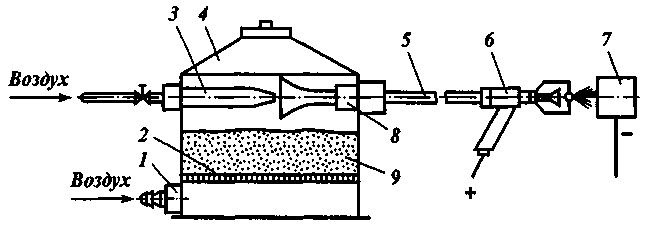
Рис. 10.23. Схема установки для электростатического напыления