

Кинематическая структура станка
Станок имеет три электродвигателя. Главный электродвигатель (N=4,4 кВт) приводит в движение все кинематические цепи в процессе нарезания зубьев шестерни.
Электродвигатель N=2,2 кВт приводит в движение цепи подач при ускоренных установочных перемещениях стола (V=200 мм/мин) и фрезерного суппорта (V=400 мм/мин).
Электродвигатель N=0,5 кВт служит для перемещения фрезы вдоль оси со скоростью 15 мм/мин.
Кинематические цепи станка имеют регулируемые звенья, настройка передаточного отношения которых производится на основе принимаемых расчетных перемещений. Кинематическая схема включает цепь главного движения, цепь обкатки (деления), цепи подач (вертикальных и радиальных), цепь дифференциала, цепи ускоренных установочных движений.
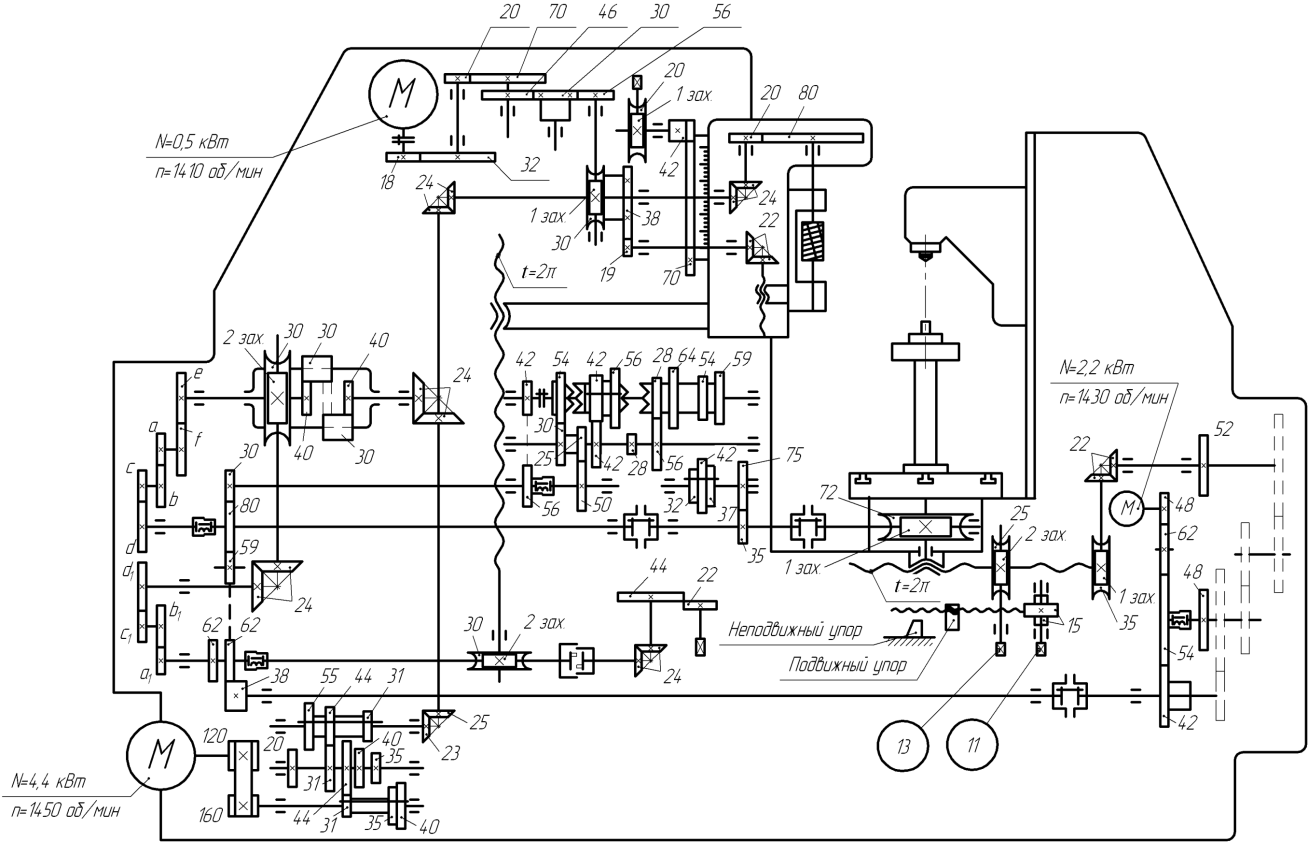
Рисунок 5 – Кинематическая схема станка 5К310.
Цепь главного движения:
Число оборотов фрезы устанавливается в зависимости от выбранной скорости резания и диаметра фрезы (VP и Dф).
Настройка цепи главного движения производится с помощью коробки скоростей, обеспечивающей 9 ступеней оборотов в пределах от 63 до 400 об/мин.
Цепь обкатки (деления):
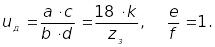
Число оборотов фрезы и заготовки связаны величиной передаточного отношения гитары деления uд:
![]()
![]()
Число оборотов заготовки
![]()
настраивается с помощью гитары сменных колес a, b, c, d.
Расчетные перемещения:
1 Об. Фрезы об. Заготовки
Кинематическая цепь обкатки начинается на шпинделе фрезы и заканчивается на столе станка.
Перебор e/f в цепи обкатки расширяет возможности настройки гитары деления.
Передаточное отношение дифференциала в цепи обкатки равно единице, так как ведущим звеном является центральное колесо.
Расчеты настройки цепи обкатки при нарезании цилиндрических шестерен с прямым или винтовым зубом, червячных колес - аналогичны.
Цепь дифференциала:
Кинематическая цепь дифференциала настраивается с целью сообщить заготовке дополнительное вращение (к тому, которое она получает по цепи обкатки) и обеспечить получение винтовой линии зуба.
Эта цепь связывает вертикальное перемещение фрезы с дополнительным вращением заготовки. При этом за один дополнительный поворот заготовки фреза должна переместится вдоль ее оси на шаг винтовой линии зуба (см. рис. 6)
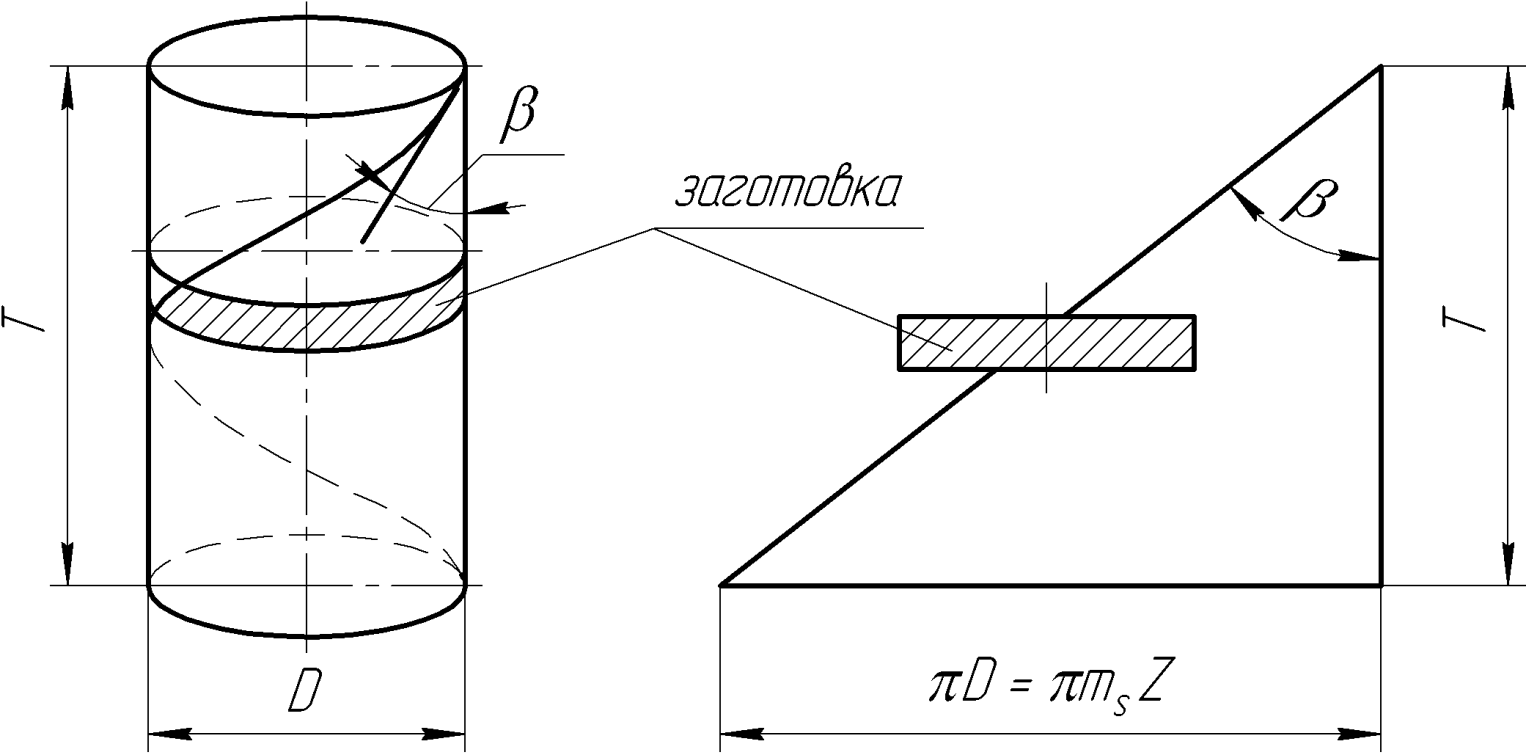
Рисунок 6 – Схема образования винтового зуба нарезаемой шестерни. T – шаг винтовой линии, D – диаметр начальной окружности шестерни, β – угол наклона зуба.
![]()
Расчетные перемещения для настройки цепи дифференциала:
1 Доп. Оборот заготовки (стола) оборотов винта подачи
При расчете передаточного отношения гитары дифференциала uдф необходимо учесть, что при этом в дифференциале (суммирующем механизме) ведущим звеном является водило, то есть передаточное отношение будет равно двум. Расчет настройки цепи дифференциала производится после настройки цепи обкатки (деления), с учетом uд и e/f.
Расчет величины передаточного отношения uдф и соответствующая настройка производится с точностью до пятого знака.
Цепь подач:
Вращение стола с заготовкой связывается с перемещением суппорта стола или каретки фрезы.
Цепь вертикальных подач начинается на столе, проходит через коробку подач и закачивается на винте вертикального перемещения каретки фрезы.
Цепь радиальных подач начинается на столе, проходит через коробку подач и заканчивается на винте радиального перемещения стола с заготовкой.
Цепь ускоренных перемещений:
Связывает электродвигатель ускоренных перемещений (2,2 кВт) с перемещением суппорта стола и каретки фрезерной головки.
Изменение направления ускоренных перемещений производится реверсированием электродвигателя.
Цепь периодического осевого вращения фрезы:
Перемещения происходят после каждого цикла обработки одной детали от отдельного электродвигателя (0,5 кВт).
Формулы настройки
Гитара обкатки (деления):
При обработке шестерни с числом зубьев Z з ≤ 105
При обработке шестерни с числом зубьев Z з > 105
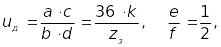
где k – число заходов фрезы,
zз – число зубьев у нарезаемой заготовки.
Гитара дифференциала:
При обработке шестерни с zз ≤ 105, при e/f=1

где tХ.В. = 2π – шаг ходового винта,
Т – шаг винтовой линии зуба,
 – передаточное отношение гитары деления,
– передаточное отношение гитары деления,
m – модуль нормальный нарезаемой шестерни,
β – угол наклона зуба шестерни.
Карта наладки:
№ п/п |
Наименование позиции наладки |
Место наладки и значения параметров |
1 |
Установка рукояток управления коробок скоростей на nф |
Коробка
скоростей
|
2 |
Установка рукояток управления коробок подач на S p |
Коробка подач S p [мм/об. дет] |
3 |
Установка сменных шестерен e и f |
e= , f= . |
4 |
Установка сменных шестерен гитары обкатки (деления): a, b, c, d |
uд= , a= , b= , c= ,d= . |
5 |
Установка сменных шестерен гитары дифференциала: a1, b1, c1, d1 |
uдф= , a1= , b1= , c1= , d1= . |
6 |
Установка заготовки шестерни на оправке стола и выверка ее радиального биения (по индикатору) |
Оправка, закрепленная на столе. Допустимое радиальное биение Δ= мм. |
7 |
Установка оправки и фрезы в шпинделе фрезерной головки |
Шпиндель фрезы |
8 |
Установка
угла поворота фрезерной головки на
расчетный угол
|
Каретка
на фрезерной головке
|
9 |
Установка подвижного упора стола на глубину радиального врезания (высоту зуба) |
Суппорт стола |
10 |
Установка кулачков автоматического выключения подачи суппорта стола и каретки фрезы |
|
11 |
Возврат каретки фрезерной головки и суппорта стола в исходное положение |
|
12 |
Включение автоматического режима работы станка и нарезание зубьев шестерни |
|
 [об/мин]
[об/мин]
Указания по наладке станка
Установка числа оборотов фрезы:
Расчетное
число оборотов nф
определяется по формуле:
Скорость резания Vp выбирается в зависимости от материала обрабатываемой заготовки, материала фрезы и вида обработки.
При назначении скорости резания Vp рекомендуется руководствоваться таблицей 3.
Таблица 3 – Скорость резания в зависимости от обрабатываемого материала
Обрабатываемый материал |
Скорость резания в м/мин |
|
Черновой проход |
Чистовой проход |
|
Сталь 25 ( НВ 180 ) |
25 |
35 |
Сталь 20Х ( НВ 215 ) |
22 |
30 |
Чугун серый ( НВ 160 ) |
16 |
25 |
Бронза, латунь ( НВ 150 ) |
25 |
40 |
Червячные модульные фрезы из быстрорежущих сталей Р9 и Р18 |
||
Рукоятки управления скоростей ставятся в положение соответствующее оборотам близким к nф.