

12.7. Газификация твердого топлива. Процесс Фишера – Тропша
Рассматриваемые здесь процессы связаны с получением искусственного жидкого топлива.
Гидрирование твердого топлив представляет собой деструктивный каталитический процесс, проводимый при 400–500 оС под давлением водорода 20–70 МПа. В этих условиях в органической массе топлива протекают следующие реакции:
- деструкции и деполимеризации высокомолекулярных структур угля
( С)п + пН2 СпН2п (12.7)
- гидрирование образовавшихся алкенов
С пН2п + Н2 СпН2п +2 (12.8)
- деструкции высших алканов с последующим гидрированием образовавшихся алкенов и обазованием алканов с меньшей молекулярной массой
СпН2п +2 СтН2т +2 + СрН2р (12.9)
С рН2р + Н2 СрН2р + 2 (12.10)
- гидрирования конденсированных углеводородных систем с последующим разрывом цикла и деалкилированием
 С2Н5
С2Н5
2Н2 Н2 + 2С2Н4 (12.11)
С2Н5
- раскрытия пятичленных циклов с
образованием изоалканов
раскрытия пятичленных циклов с
образованием изоалканов
R + Н2 СН3 – СН – СН2 – СН2 – СН3 (12.12)
R
и другие реакции.
Процесс гидрирования твердого топлива является каталитическим. В качестве катализаторов используют контактные массы на основе соединений молибдена, никеля или железа, активированные, например, оксидами кальция и бария. В качестве носителя применяют оксид алюминия. Пример такой композиции имеет состав: МоО3 + NiS + CaO + Al2O3.
Впервые гидрогенизацией угля получил жидкое топливо (бензин) в 1911 г. немецкий химик Ф. Бергиус.
Однако промышленная реализация получения моторных топлив из угля базировалась на другом способе газификации угля, а именно: его взаимодействием с водяным паром с получением синтез-газа:
С + Н2О СО + Н2 (12.13)
Это эндотермическая реакция, которая существенно сдвинута вправо при температуре 900–1000 оС. Необходимую температуру можно получить парциальным сжиганием части угля по реакции:
С + 0,5О2 СО, (12.14)
в которй также получают оксид углерода (II).
История использования синтез-газа для производства моторного топлива восходит к 1926 г., когда немецкие ученые Ф. Фишер и Г. Тропш опубликовали работу «О прямом синтезе нефтяных углеводородов при обыкновенном давлении», в которой сообщалось, что при восстановлении водородом монооксида углерода при атмосферном давлении в присутствии различных катализаторов (железо – оксид цинка или кобальт – оксид хрома) при 270°С получаются жидкие и даже твердые гомологи метана.
Так возник знаменитый синтез углеводородов из монооксида углерода и водорода, называемый с тех пор синтезом Фишера-Тропша. Смесь CO и H2 в различных соотношениях, называемая синтез-газом, легко может быть получена как из угля, так и из любого другого углеродсодержащего сырья.
Процесс Фишера – Тропша описывается следующими уравнениями
пСО + (2п + 1) Н2 СпН2п +2 + пН2О, (12.15)
2пСО + (п + 1) Н2 СпН2п +2 + пСО2. (12.16)
В направлении (12.15) синтез идет на никельсодержаих (например, Ni-Mn-Al2O3 на кизельгуре или сплав Ni-Si-Mn) либо кобальтовых катализаторах (например, Co-ThO2 или Co-ThO2-MgO на кизельгуре) при 175–215 оC, 0,1–1,5 МПа, объемном соотношении CO/H2 1/1–1/2. Выход углеводородов в этом случае составляет 100–180 мл на 1 м3 исходной газовой смеси. Пример фракционного состава для Со-катализатора: фракция с Ткип <150 оC (бензин) – 20–24 %; 150 – 200 оС – 12–15 %; 250–300 оC – 25 %; парафины 34–42 %. В основном все фракции содержат алканы с нормальной цепью; При этом бензиновая фракция содержит от 8 до 40 % олефинов.
На катализаторах на основе железа (например, Fe-ZnO либо Fe-Cu-Mn на доломите или кизельгуре) при 220–250 оC, 0,5–1 МПа и объемном соотношении CO/H2 2/1 – 1/1 преобладает процесс (12.16). Выход углеводородов до 160 мл на 1 м3 газовой смеси (в т.ч. бензина и масел около 110 мл). В числе жидких продуктов содержатся значительные количества (до 60 %) олефинов.
Парафины преимущественно (60–70 %) образуются на рутениевых катализаторах при 180–200 оC и 10–30 МПа. На оксидах Cr, Mo, Th с добавками K2CO3 при 475–500 оC, 3 МПа и соотношении CO/H2 1/1 образуются значитильные количества аренов. На оксидах Zn, Al или Th при 420 – 450 оC, 30 МПа и соотношении CO/H2 1,2/1 основные продукты – изоалканы (главным образом изобутан и изопентан).
В качестве побочных продуктов образуются в незначитильных количествах карбоновые кислоты, спирты, альдегиды.
Механизм Фишера – Тропша синтеза до конца не выяснен. Наиболее вероятно, что первая стадия – образование комплекса металла и СО, затем начинается синтез углеводородной цепи, например:
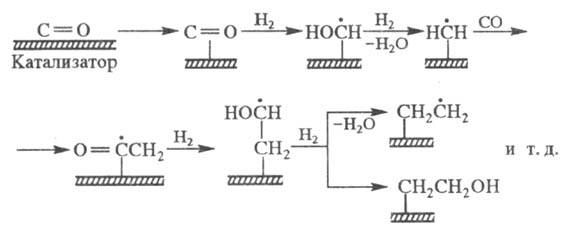
В росте цепи могут участвовать структурные единицы с одним, двумя и большим числом атомов С (образуются, напр., в результате деструкции углеводородов с длинной цепью).
В присутствии Ce, Cr, Mn, Mo и некоторых других металлов и их оксидов при высоких давлениях и температурах (около 15 МПа, 400–450 оC) из СО и H2 образуются в основном кислородсодержащие соединения (около 10 % кислот, остальное – спирты, альдегиды, кетоны).
Первый промышленный реактор был пущен в Германии в 1935 г, использовался Co-Th осажденный катализатор. В 1930–40-е г.г. на основе технологии Фишера – Тропша было налажено производство синтетического бензина (когазин-I, или синтин) с октановым числом 40–55, синтетической высококачественной дизельной фракции (когазин-II) с цетановым числом 75 – 100 и твёрдого парафина. Сырьем для процесса служил уголь, из котоого газификацией получали синтез-газ, а из него углеводороды. К 1945 г в мире имелось 15 заводов синтеза Фишера – Тропша (в Германии, США, Китае и Японии) общей мощностью около 1 млн.т углеводородов в год. Они выпускали в основном синтетические моторные топлива и смазочные масла.
В годы после второй мировой войны синтезу ФТ уделяли большое внимание во всём мире, поскольку считалось, что запасы нефти подходят к концу, и надо искать ей замену. В 1950 г был пущен завод в Браунсвилле (Техас) на 360 тыс. т/г. В 1955 г южноафриканская компания Sasol построила собственное производство, существующее и развивающееся до сих пор.
В Новочеркасске с 1952 работала установка мощностью около 50 тыс. т/г, на вывезенном из Германии оборудовании. Сырьем служил сначала уголь донецкого бассейна, а затем природный газ. Немецкий Co-Th катализатор был со временем заменён на оригинальный, Co-Zr. На заводе была установлена колонна точной ректификации, так что в ассортимент продукции завода входили индивидуальные углеводороды высокой чистоты, в том числе α-олефины с нечетным углеродным номером. Установка работала на Новочеркасском заводе синтетических продуктов вплоть до 1990-х годов и была остановлена по экономическим причинам.
Все эти предприятия в значительной степени заимствовали опыт немецких химиков и инженеров, накопленный в 30–40-е годы.
Открытие обширных месторождений нефти в Аравии, Северном море, Нигерии, Аляске резко снизило интерес к синтезу Фишера – Тропша. Почти все существующие заводы были закрыты, единственное крупное производство сохранилось в ЮАР с годовой мощностью около 5 млн. т жидких продуктов.
Активность в этой области возобновилась к 1990-м годам. В 1990 г компания Exxon запустила опытную установку на 8 тыс. т/г с Co-катализатором. В 1992 г южноафриканская компания Mossgas построила завод мощностью 900 тыс. т/г. В отличие от технологии Sasol, в качестве сырья здесь использовался природный газ с шельфового месторождения. В 1993 году компания Shell запустила завод в Бинтулу (Малайзиия) мощностью 500 тыс. т/г, используя Co-Zr катализатор и оригинальную технологию «средних дистиллятов». Сырьем служит синтез-газ, получаемый парциальным окислением местного природного газа. В настоящее время Shell строит завод по той же технологии, но на порядок большей мощности в Катаре. Свои проекты в области синтеза Фишера – Тропша разной степени проработки имеют также компании Chevron, Conoco, BP, ENI, Statoil, Rentech, Syntroleum и другие.