

1.4.1. Пример проведения оптимизации сетевой модели по критерию «Трудовые ресурсы»
Допустим, что предприятие, выполняющие проект, имеет в распоряжении только пять конструкторов. Но в соответствии с графиком загрузки (рис. 4) в течении интервала времени с 6 по 8 день для выполнения проекта требуется работа одновременно 6-ти человек.
Таким образом, возникает необходимость снижения максимального количества одновременно занятых исполнителей с 6 до 5 –ти человек. Так, более позднее выполнение работы 1.7, (не с 6-го, а с 26-го дня, что допускает резервы времени), позволяет сократить общее число конструкторов с 6-ти до 5-ти. Так же используются свободные резервы времени работ 4-6, 5-6, которые сдвигаются на более позднее время их начала. (рис.5-первый этап оптимизации)
Кроме того, за счет использования полных резервов, с целью снижения численности других категорий работников сдвигаются следующие работы: 2-4, 2-5(рис. 6 –второй этап оптимизации)
На рис.5 и 6 представлены первый и второй этап оптимизации сетевого графика.

Рис. 4 Карта проекта к исходному сетевому графику
(график использования трудовых ресурсов)
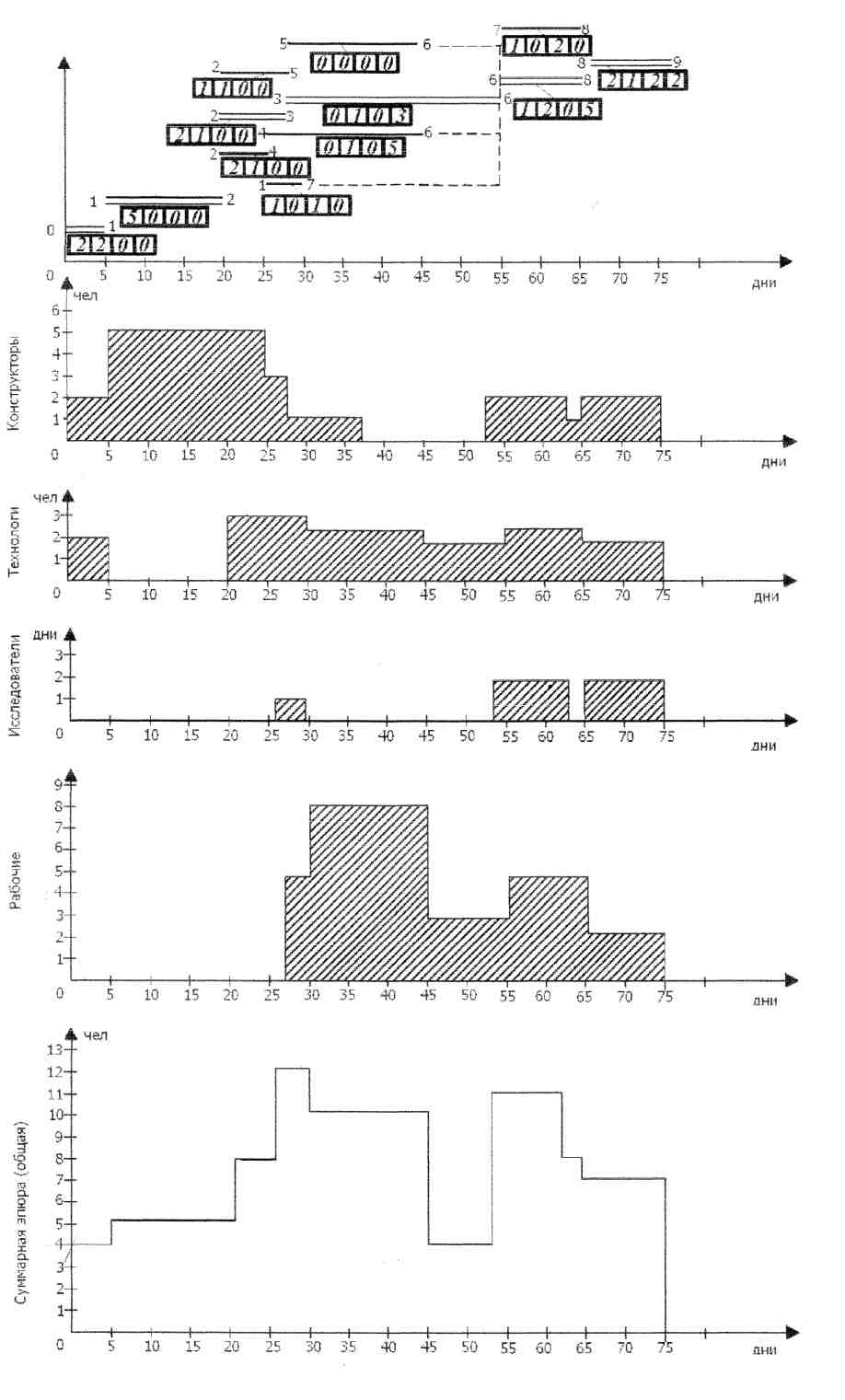
Рис. 5 Карта проекта к оптимизированному сетевому графику
(1 этап оптимизации)
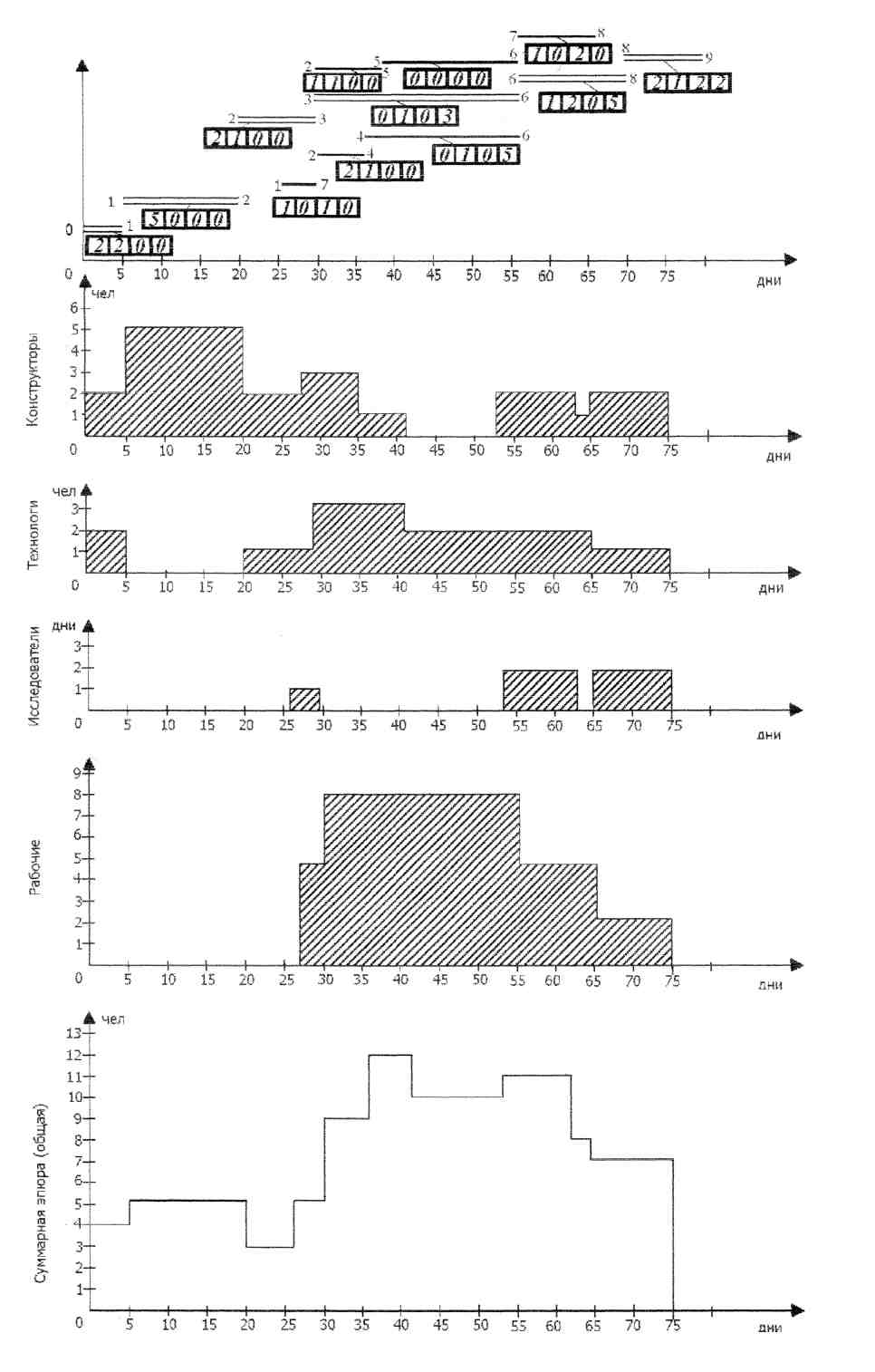
Рис. 6 Карта проекта к оптимизированному сетевому графику
(2 этап оптимизации)
2. Определение оптимальной производственной мощности (задание 2)
На основе исходных данных определить оптимальное использование производственных мощностей оборудования каждой группы по выпуску заданной номенклатуры изделий. В качестве исходных данных даются:
три группы взаимозаменяемого оборудования (w= 1,2,3) для производства трех видов изделий ( i=1,2,3);
трудоемкости (tijw) обработки изделий по группам оборудования в зависимости от применяемых технологий (j=1.2,3);
эффективный фонд времени работы оборудования (Fw);
прибыль от реализации единицы производимой продукции (Пij).
Исходные данные приведены в приложении Г, таблица №4. (вторая часть МУ)
Оптимальное использование производственных мощностей по группам оборудования может быть найдено из решения следующей задачи линейного программирования.
Максимум целевой функции определяется:
![]() ,
(9)
,
(9)
![]() (10)
(10)
При ограничениях:
1)
![]() (11)
(11)
2)
![]() (12)
(12)
где: xij - искомые переменные - производственная мощность оборудования по производству изделия i-го вида, при использовании j-й технологии, шт/год; Qi - производственная программа предприятия по производству изделий i-го вида (i=1 ,n; j=1 ,m).
Первое ограничение отражает требование выполнения заданной производственной программы по всей номенклатуре изделий, второе - учитывает имеющиеся мощности по каждой группе оборудования.
При несовместимости ограничения, т.е. невозможности выполнения заданной программы на имеющихся мощностях, могут быть выявлены лимитирующие (дефицитные) группы оборудования - «узкие места». Они определяются из решения двойной задачи:
![]() ;
(13)
;
(13)
При ограничениях
1)![]()
![]() (14)
(14)
2)
![]() (15)
(15)
![]() (16)
(16)
где
uw,vi
- двойственные оценки, причем uw
- оценка дефицитности w-й группы
оборудования (![]() )
а vi
-«неявная цена» изделия i-го вида.
)
а vi
-«неявная цена» изделия i-го вида.
Обозначим через xij - искомые переменные, т.е. производственная мощность оборудования по производству изделий i-го вида при использовании j- й технологии.
Математически задача оптимизации использования производственной мощности формулируется следующим образом: найти значения переменных хij (i=1,2,3; j=1,2,3), составляющие максимум целевой функции Z вида:
![]() (1*)
(1*)
при ограничениях:
2 х11
+ 2х12 + х13 + Зх21 + 4x23 + Зx31 + 3x32
х11
+ 2х12 + х13 + Зх21 + 4x23 + Зx31 + 3x32
![]() 20
,
20
,
3 х11+ х12 + 2х13 + х21 + 2x22 + 5 x31+ 6x32 34, (2*)
x12 + 3x13 + 2x21 + 3x22 + x23 + x31 48,
хij![]() 0
(i,j=1,2,3).
(3*)
0
(i,j=1,2,3).
(3*)
Э та
задача является задачей линейного
программирования. Чтобы привести ее
к канонической форме, добавим
неотрицательные переменные x1,
x2,
x3
соответственно к каждому из неравенств
системы (2*), получим систему уравнений:
та
задача является задачей линейного
программирования. Чтобы привести ее
к канонической форме, добавим
неотрицательные переменные x1,
x2,
x3
соответственно к каждому из неравенств
системы (2*), получим систему уравнений:
2 x 11 + 2 x 12 + х13 + 3 х 21 + 4 x23 +3 x31+3x32+х1= 20
3 х11+ х12 + 2х13 + х21 + 2x22 + 5 x31+ 6x32+х 2= 34
x12 + 3x13 + 2x21 + 3x22 + x23 + x31+х3= 48,
которая приведена к единичному базису, содержащему переменные x1, x2, x3. Остальные переменные - свободные. В функции цели Z перенесем свободные переменные в левую часть равенства. Полученный первый опорный план занесем в симплексную таблицу 1*.
Симплексная таблица 1*
№ п/п |
Базисные переменные |
Свободные члены (значения базисных переменных) |
x
|
x
|
x
|
x
|
x
|
x
|
x
|
x
|
x
|
x
|
x
|
|
1 2 3 |
x x x |
20 34 48 |
2 3 0 |
2 1 1 |
1 2 3 |
3 1 2 |
0 2 3 |
4 0 1 |
3 5 1 |
3 6 0 |
1 0 0 |
0 1 0 |
0 0 1 |
|
4 |
Z(х1) |
0 |
-11 |
-7 |
-5 |
-9 |
-6 |
-7 |
-18 |
-15 |
0 |
0 |
0 |
|
Первый опорный план х1 не оптимальный тат как в индексной строке 4 находятся отрицательные коэффициенты: (-11,-7………..-15)выбираем из них максимальную по абсолютной величине отрицательную оценку.
Алгоритм выполнения следующих симплексных преобразований в программе EXCEL представлен в приложении Д.
После выполнения ряда симплексных преобразований придем к решению, представленному в симплексной таблице 2*.
Симплексная таблица 6
№ п/п |
Базис вые переменные |
Свободные члены |
XI1 |
XI2 |
Х13 |
Х21 |
Х22 |
Х23 |
Х31 |
Х32 |
XI |
Х2 |
ХЗ |
1 2 3 |
x
x x
|
10 12 2 |
1 1 -4 |
1 0 0 |
0.5 0.75 0.25 |
1.5 -0.5 1.25 |
0 1 0 |
2 -1 2 |
1.5 1.75 -5.75 |
1.5 2.25 -8.25 |
0.5 -0.25 0.25 |
0 0,5 -1.5 |
0 0 1 |
4 |
Z (х6) |
142 |
3 |
0 |
3 |
0 |
0 |
1 |
2 |
9 |
2 |
3 |
0 |
Следовательно, оптимальная мощность, определенная из решения этой задачи, достигается с применением второй технологии для обработки изделий первого наименования в количестве 10 ед. (т.к. Х12=10) и для изделий второго наименования при той же технологии в количестве 12 ед. (Х22=12).
Наличие среди базисных переменных дополнительной переменной x = 2, говорит о том, что фонд времени работы оборудования третьей группы недоиспользован на x = 2 ед. Прибыль от реализации составит 142 ед.
В индексной строке 4 в таблице 2* в столбце переменной х21 не вошедшей в состав базисных переменных, получена нулевая оценка, поэтому оптимальный план не является единственным. Выполнив однократное замещение базисной переменной, при котором x войдет в состав базисных переменных вместо х3, получим новый оптимальный план, при котором х12 = 38/5=7,6 ед., x = 22/5=12,4 х21 = 8/5=1,6 ед.; при этом прибыль от реализации готовой продукции также 142 ед.
Так
как получены два оптимальных решения
х1![]() и х2
,
можно
составить общее решение в виде:
и х2
,
можно
составить общее решение в виде:
Хобщ=а
х1![]() +(1-
а)
х2
+(1-
а)
х2
где: х1 = (0, 10, 0, 0, 12, 0, 0, 0),
х2 =(0; 7,6; 0; 1,6; 12,4; 0, 0, 0), -
0 α 1,
т.е. хо6щ=(0; 2,4-7,6 α; 0; 1,6(1-α); 12,4-0,4α; 0; 0; 0)
Общее решение-оптимальней мощности (при различных значениях α), при этом прибыль от реализации одна и та же и равна 142 ед.
Следует обратить внимание на тот факт, что несмотря на высокую (по сравнению с другими видами) прибыль от реализации изделий третьей группы, эти изделия не вошли в оптимальный план, что можно было ожидать, так как изделия третьей группы требуют больших затрат фонда времени работ на свое производство.
С целью выявления «узких мест», т.е. лимитирующих (дефицитных) групп оборудования, в наибольшей степени ограничивающих возможности выполнения программы, решается двойственная задача.
Определить значения переменных u u u , составляющих минимум целевой функции Т вида:
Т =20u1+34u2+48u3
min
=20u1+34u2+48u3
min
При ограничениях:
2u1 + 3u2 11; 2 u1+ u2+u3 7; u1 + 2 u2 5; 3 u1+ u2+ 2u3 9;
2u2+ 3u3 6; 4 u1+ u3 7;
3u1+5 u2+u3 18; 3 u1+ 6 u2 15;
uк 0 (K =1,2,3)
где.
u![]() - оценка дефицитности k-й
группы оборудования (k=1,2,3).
- оценка дефицитности k-й
группы оборудования (k=1,2,3).
Решение двойственной задачи определим из той же симплексной таблицы 2* из индексной строки 4, установив сопряженные пары переменных прямой и двойственной задач, учитывая, что дополнительным переменным x1, x2, х3 в исходной задаче соответствуют основные переменные u1, u2, u3 двойственной задачи, поэтому u1 =2; u2 =3; u3=0.
Первые две оценки показывают, что увеличение на единицу фонда времени работы оборудования первой группы приведет к увеличению значения целевой функции Zmax на 2 единицы; для оборудования второй группы увеличение фонда времени на единицу соответственно увеличивает Zmax на 3 ед., а для оборудования третьей группы увеличение фонда времени не окажет никакого влияния на значение Z (т.к. ресурс этого вида и так имеется в избытке).