

4. Выбор тезиологических баз
4.1. Назначение баз
Технологическая база - это поверхность, сочетание поверхностей, ось или точка, принадлежащая заготовке и используемая для определения ее положения в процессе изготовления.
Базирование при механической обработке - это придание заготовке с помощью комплекта баз требуемого положения для ее обработки.
В значительной степени маршрут операций технологического процесса предопределяется выбором и назначением комплектов технологических баз.
Комплект баз для деталей, не являющихся телами вращения, определяется, как правило, тремя базами: установочной, лишающей деталь трех степеней свободы; направляющей, лишающей деталь двух степеней свободы; опорной, лишающей деталь одной степени свободы. В некоторых случаях для базирования таких деталей, а также для базирования деталей - тел вращения служат базы: двойная направляющая, лишающая деталь четырех степеней свободы, и двойная опорная, лишающая деталь двух степеней свободы в двух взаимно перпендикулярных направлениях.
Графические обозначения баз, а в ряде случаев - опор, зажимов и установочных элементов, приводятся на операционных эскизах операционных карт технологических процессов, а также на сборочном чертеже оснастки.
4.2. Правила выбора баз
При выборе и назначении технологических баз необходимо соблюдать следующие основные правила.
I. Поверхность, принимаемая за технологическую базу, должна по возможности являться одновременно и конструкторской (основной ила вспомогательной) базой, т.е. технологическая база должна совпадать с конструкторской (правило совмещения баз).
Конструкторской называется база, используемая для определения положения детали в изделии. В случае невозможности определения конструкторской базы по этому признаку (т.е. при отсутствии сборочного чертежа) за конструкторскую базу следует принимать поверхность, определяемую размером до обрабатываемой поверхности.
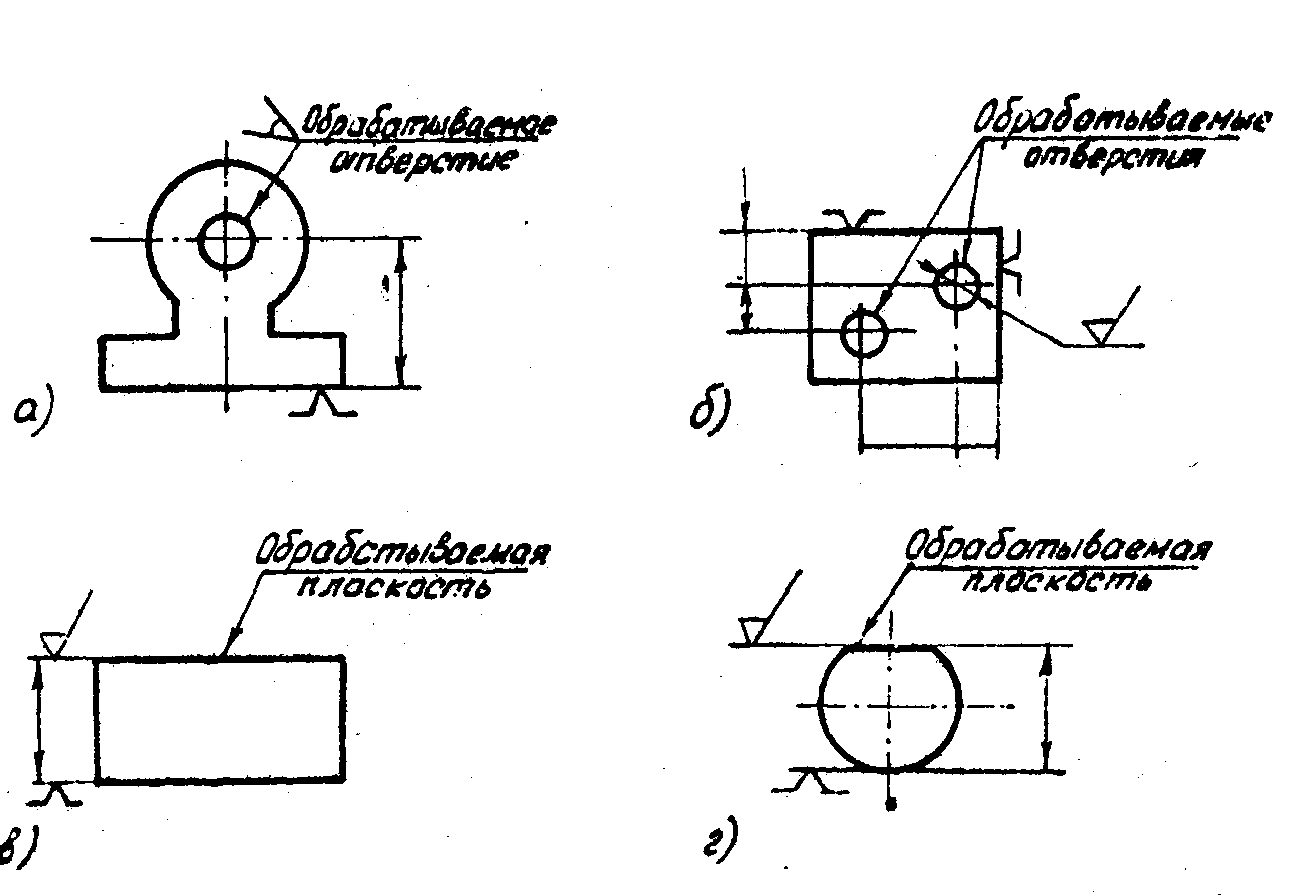
Рис. 4.1. Примеры баз типовых конструкций деталей
В приведенных на рис.4.1 примерах поверхности, обозначенные знаком " "V ", являются либо конструкторскими базами, либо измерительными. При использовании их в. качестве технологических баз они обеспечивают отсутствие погрешности базирования. При несовпадении технологической базы с конструкторской и измерительной появляется погрешность базирования, величину которой необходимо определять расчетом.
2. Для определения точности взаиморасположения поверхностей детали, подлежащих обработке в разных операциях технологического процесса, желательно сохранять в них постоянство установочной технологической базы (рис.4.2). Это правило называется правилом постоянства баз.

Рис. 4.2. Установочная технологическая база
3. В качестве установочной технологической базы применять по возможности наиболее протяженные и наиболее точно и чисто обработанные поверхности.
4. Необработанные поверхности применять в качестве технологических установочных (черновых) баз только дал первых операций технологического процесса.
5. При использовании черновых баз не допускать на их поверхности наличия следов литников, выпоров, облоя и других следов.
6. При выборе черновых баз для первой операции желательно использование таких поверхностей заготовки, которые будут оставаться необработанными после окончательной обработки детали.
На рисунках табл. 4.1 показаны наиболее распространенные схемы установки и базирования деталей при выполнении различных операции механической обработки резанием, с двумя видами схем обозначения баз. Теоретические схемы базирования следует использовать только для эскизов на сборочных чертежах приспособлений. Схемы установки, базирования и закрепления заготовок для оформления операционных эскизов в маршрутах операций и технологических карт. При оформлении операционных эскизов скрытые базы разрешается не указывать.