

1.2. Тип производства и объем выпуска деталей
Количество деталей, подлежащих изготовлению за год, т.е. годовой объем выпускаемых деталей, указывается в задании на проектирование технологического процесса. Одновременно с этим указывается и тип производства.
Условно принято, что при мелкосерийном производстве - изготавливается деталей до 1000 шт. в год; при среднесерийном производстве - от 1000 до 5000 шт.; при крупносерийном или массовом производстве - свыше 5000 шт. в год.
Единичное производство характеризуется отсутствием повторяемости изготовления данных деталей.
1.3. Отработка конструкций деталей на технологичность
Обеспечение технологичности конструкции изделия - это взаимосвязанные решения конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, техническое обслуживание и ремонт изделия.
Оценка технологичности конструкции может быть качественной и количественной. Обеспечение качественной оценки технологичности конструкции достигается опытом конструктора и технолога. Количественная оценка ведется с помощью системы показателей и применяется главным образом для сборочных единиц и специфицированных изделий.
В помощь студентам для ведения анализа качественной оценки технологичности конструкций и внесения корректив в чертежи деталей приведена табл.1.1.
В зависимости от типа производства одна и та же конструкция может выполняться в разных вариантах с выбором наиболее экономичной заготовки в конкретных условиях. На рис. 1.2а изображена наиболее рациональная конструкция кронштейна - литая. При такой конструкции достигается наименьший расход металла (масса наименьшая), наименьший объем механической обработки. Однако в условиях мелкосерийного производства может оказаться, что литая конструкция детали будет менее экономичной, чем, например, сварная (рис.1.2,б). При единичном типе производства, когда нужно изготовить всего несколько деталей, наиболее рациональной может стать конструкция, показанная на рис.1.2в, вырезанная непосредственно из полосовой или толстолистовой стали.
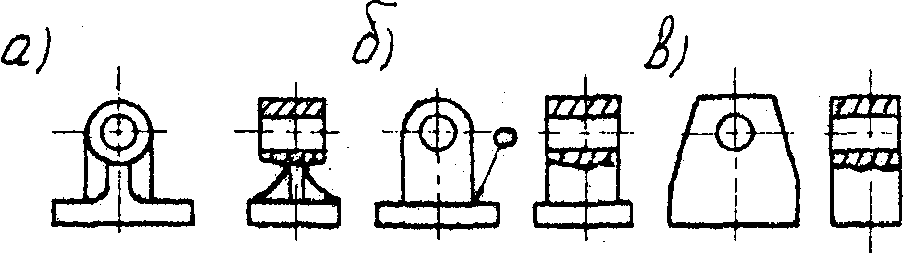
Рис.1.2. Виды конструкции детали в зависимости от способа изготовления











2. Выбор вида технологического процесса
Технологические процессы и операции по организации производства подразделяются на единичные, типовые и групповые.
Единичный технологический процесс или операция разрабатывается для изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
Типоразмер - одна из нескольких деталей одного типа, отличается в основном только одним или несколькими размерами. Исполнение - одна из нескольких деталей одного типоразмера, отличающаяся от других или материалом или видом покрытия и т.п. при одних и тех же размерах.
Типовой технологический процесс разрабатывается для группы изделий с общими конструктивными и технологическими признаками.
Групповой технологический процесс разрабатывается для изделий с разными конструктивными, но общими технологическими признаками.
Типовая технологическая операция характеризуется единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными технологическими признаками,
Групповая технологическая операция характеризуется совместным изготовлением группы изделий с разными конструктивными, но общими технологическими признаками.
В соответствии со стандартами, в первую очередь разрабатываются типовые или групповые технологические процессы и только в случае невозможности этого разрабатываются единичные технологические процессы.
По степени детализации описания технологические процессы подразделяются на маршрутные, операционные и маршрутно-операционные.
В условиях учебного проектирования вид технологического процесса (единичный, типовой или групповой) определяется, как правило, заданием; а по степени детализации применяются описания операционные или маршрутно-операционные.
Типовые технологические процессы, как правило, имеют общий маршрут для всех деталей - типоразмеров одного типа.
При разработке групповых технологических процессов группирование может осуществляться как по отдельным операциям, так и по всему технологическому процессу. В первом случае могут не совпадать количество и последовательность переходов, а во втором - операции обработки конкретных деталей, входящие в одну и ту же группу. Поэтому при разработке групповых технологических процессов рекомендуется представить схему последовательности операция группового технологического процесса для деталей группы (на основе комплексного маршрута) ила переходов групповой операции (на основе комплексной детали), как это показано в табл.2.1 и 2.2.
Если групповой технологический процесс содержит несколько групповых операций, то оформление схемы проводится лишь для одной из операция, включающей в себя наибольшее число деталей группы.
Таблица 2.1 Таблица 2.2
Наименование деталей
|
Операции
|
|
Наименование деталей
|
Переходы
|
1 2 3 4 5 6 7
|
1 2 3 4 5 6 7
|
|||
Комплексная деталь
|
X X Х Х X X 7
|
Комплексная деталь
|
X X X X X X X
|
|
Втулка
|
X X X - - - -
|
Гайка
|
X X - X - - X
|
|
Гайка
|
Х Х - Х Х
|
Заглушка
|
X X X - - X X
|