

Токарные многошпиндельные автоматы и полуавтоматы Классификация многошпиндельных автоматов
По принципу действия многошпиндельные автоматы подразделяются на три группы:
параллельного действия;
последовательного действия;
параллельного-последовательного действия.
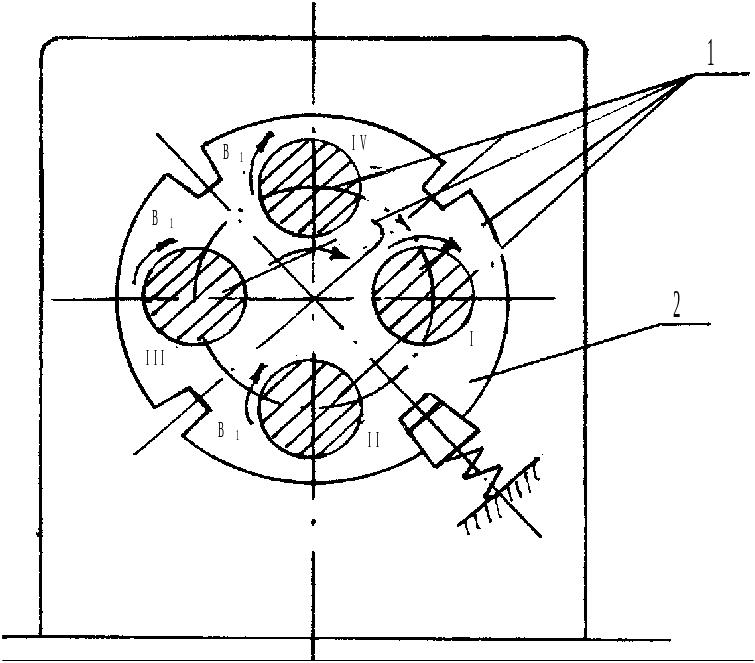
На рис.20 показана принципиальная схема автомата параллельного действия. Во всех позициях производятся одинаковые операции. Одновременно получаются четыре одинаковые детали.
В автоматах последовательного действия в каждой позиции производится от других операция (рис.21). Шпиндельный блок 2 периодически поворачивается В2(У), подводя в соответствующую позицию очередной шпиндель- 1. Деталь, изображенная на рис.49б, может быть обработана, например, в такой последовательности:
I позиция: подача прутка до упора, черновое точение;
II позиция: чистовое точение, сверление отверстия;
III позиция: проточка канавок, подрезка торцов, снятие фасок, рассверливание отверстий;
Таким образом, полностью обработанной деталь будет после прохождения последовательно через все позиции.
Рис. 20. Схема автомата параллельного действия
a) |
б) |
Рис. 21. Схема автомата последовательного действия |
|

Принцип параллельно-последовательного действия можно понять, если представить, что в предыдущем случае в двух позициях, например, 1 и 3, производится одинаковая операция, а в двух других- другая, так, что после поворота шпиндельного блока на 1 оборот будут обработаны две одинаковые детали. Обычно по принципу параллельно-последовательного действия работают восьми шпиндельные горизонтальные автоматы.
Четырехшпиндельный автомат мод.123.
Типичным примером многошпиндельного автомата является четырехшпиндельный автомат мод.123, который относится к автоматам второй группы и позволяет обрабатывать пруток максимальным диаметром 36мм.
Автомат относится ко второй группе т.к. в автомате имеется один распределительный вал (РВ), который имеет две скорости вращения: быстрое вращение для совершения холостых ходов и медленное вращение для рабочих ходов. Последовательность совершения холостых ходов следующая: после окончания операций во всех позициях и отрезки детали в четвертой позиции включается быстрое вращение РВ и все суппорта отходят в исходное положение. В это время в четвертой позиции устанавливается жесткий упор и производится подача и зажим прутка, после чего производится поворот шпиндельного блока , все суппорта быстро подходят к заготовке и быстрое вращение РВ переключается на медленное т.е. начинается рабочий цикл автомата.
Холостой ход осуществляется в один и тот же период времени и осуществляется при повороте РВ на угол 2400.
Рабочие перемещения суппортов осуществляются от кулачков, установленных на РВ и выполняются при медленном его вращении.
На РВ расположены кулачки (рис.22):
подачи и зажима прутка,
фиксации шпиндельного блока,
подачи поперечных и двух верхних суппортов, обслуживающих верхние шпиндели,
подачи продольного суппорта(для двух нижних суппортов,
включения холостого хода.
Автомат имеет четыре поперечных суппорта и три продольных, из которых два верхних - резьбонарезные и один сверлильный. Верхние суппорта имеют индивидуальный привод.
Кинематическая настройка автомата заключается в настройке цепи главного движения (вращение рабочих шпинделей), цепи вращения инструментальных шпинделей и РВ.
Кинематическая схема представлена на рис.22.
Цепь главного движения настраивается из условия:
![]() ,
,
где nэл.дв.- число оборотов приводного двигателя, nшп- число оборотов шпинделей, которое определяется по формуле
![]()
Уравнение кинематического баланса запишется:
![]()
Откуда формула настройки цепи
Цепь вращения продольных шпинделей настраивается из того же условия и уравнение кинематического баланса запишется:
![]()
|
Рис.22. Кинематическая схема четырех шпиндельного автомата мод. 123. |
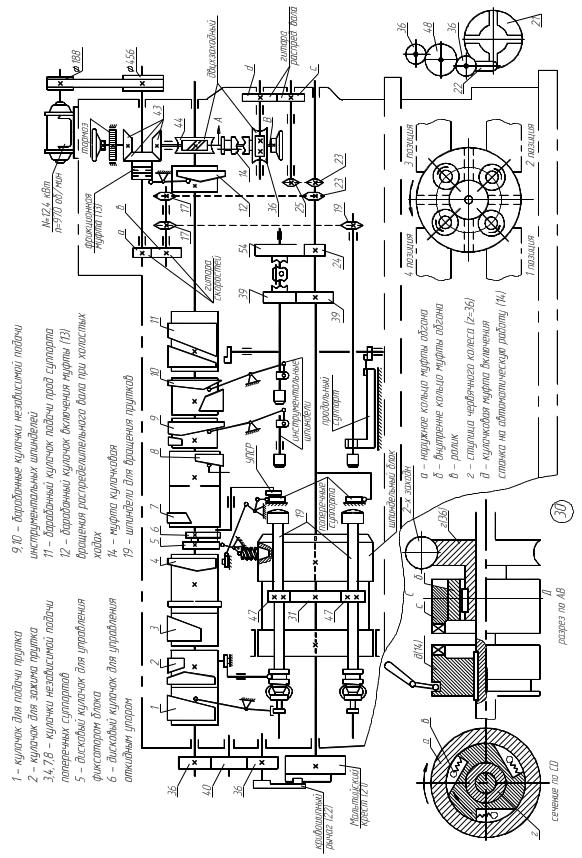
Цепь вращения инструментальных шпинделей
Цепь поворота шпиндельного блока на одну позицию (900), осуществляется с помощью мальтийского креста по цепи, в зависимости от цикла обработки (угла поворота РВ при выполнении холостых ходов):
![]()
![]()
Цепь вращения РВ обеспечивает настройку автомата на производительность из условия:
![]() ,
,
где
![]() -
время цикла обработки одной детали,
час.
-
время цикла обработки одной детали,
час.
Уравнение кинематического баланса запишется:
![]()