

5. Монтаж з’єднувальних і кінцевих муфт.
Технологія монтажу з’єднувальних муфт.
Кабелі напругою до 10 кВ з’єднують чавунними (до 1 кВ), епоксидними (до 1 і 6 –10 кВ) і свинцевими (6 –10 кВ) муфтами, а також муфтами гарячої і холодної усадки.
Чавунні з’єднувальні муфти типу СЧ (рис.1.5.1) складаються з нижньої 1 і верхньої 2 половин корпусу (півмуфт).

Рис.1.5.1. З’єднувальна муфта типу СЧ:
1 – нижня половина корпусу, 2 – верхня половина корпусу, 3 – підмотка зі смоляної стрічки, 4 – кришка, 5 – заливний отвір, 6 – стяжні болти, 7 фарфорова розпірка, 8 – контактний болт заземлення, 9 – провідник заземлення, 10 – гільзи з’єднувальні, 11 – ущільнювач, 12 – кабельний склад.
Фарфорові розпірки забезпечують необхідні ізоляційні відстані між жилами кабелю і з’єднувальними гільзами. Кабельний склад служить основною ізоляцією в муфтах. Підмотку зі смоляної стрічки роблять на ділянках кабелю довжиною 100 мм в місцях стикання горловини муфти з кабелем.
В нижню половину корпусу муфти симетрично стінкам укладають з’єднання і заповнюють паз ущільнювачем.
До контактних площадок нижньої половини муфти контактними болтами приєднують провід заземлення. На нижню частину корпусу накладають верхню частину і з’єднують їх болтами, затягуючи їх рівномірно.
Вогнем газового пальника підігрівають корпус муфти до 50 – 60°С і в три-чотири прийоми заливають її бітумним складом (кабельною масою МБ-90, - маса бітумінозна з температурою плавлення 90°С) при температурі 160°С. При першому заповненні покривають складом всю поверхню кабелю в муфті, після усадки її заповнюють до верха, а потім остаточно доливають 1– 2 рази.
Після охолодження бітумного складу заливний отвір закривають кришкою, попередньо вклавши в канавку прокладку з гуми або пеньки. Болти і шви муфти покри -вають антикорозійним складом (лак асфальтобітумний).
З’єднувальні епоксидні муфти типу СЭ використовують в лініях з напругою 1 – 110 кВ.
Корпуси з’єднувальних муфт СЭс на напругу 1 кВ відливаються в металеві або пластмасові форми з епоксидного компаунду безпосередньо при монтажі.
Корпуси з’єднувальних муфт на напругу 6... 10 кВ типів СЭ і СЭв відливаються на заводі (рис. 12.4). Будова з’єднувальної епоксидної муфти СЭв показана на рис.1.5.2.

Рис.1.5.2. Епоксидна з’єднувальна муфта типу СЭв:
1 – ущільнююча підмотка стрічкою ПВХ, 2 – кільцева ущільнююча підмотка, 3 – гумове кільце, 4 – провід заземлення, 5 – корпус муфти, 6 – розпірка, 7 – бандаж з ниток, 8 – з’єднання жил, 9 – підмотка стрічкою ЛЭТСАР, 10 – компаунд, 11 – хомут.
Технологія монтажу з’єднувальних епоксидних муфт складається з наступних послідовних операцій.
Підготовлені півмуфти покривають чистим матеріалом. На кінці кабелів надівають гумові ущільнюючі кільця. Після цього монтують з’єднувальні гільзи, встановлюють епоксидні розпірні зірки і закріплюють їх бандажем з сухих і чистих ниток.
Оболонку до гумового ущільнюючого кільця зачищають щіткою і знежирюють бензином. Полівінілхлоридний шланг неброньованого кабелю ААШв оброблюють плоским драчовим напилком на довжині 20 мм від зрізу шлангу і покривають клеєм ПЭД-Б. Гумові ущільнюючі кільця зсувають таким чином, щоб вони знаходилися на відстані 10 мм від зрізу оболонки, і затискають хомутом.
На ступені броні до діаметра, рівного внутрішньому розміру горловини муфти, виконують кільцеву підмотку полівінілхлоридною стрічкою шириною 20 мм.
Обидві половини муфти зсувають на місце і встановлюють в робоче положення. Для запобігання від витікання компаунда в місцях вводу кабелів в муфтах роблять підмотку з полівінілхлоридної стрічки з заходом 30 мм на зовнішню поверхню півмуфт. Щілини між півмуфтами в місці їх стикування ущільнюють герметиком УС-65.
Проводи заземлення з’єднують опресуванням. На місце з’єднання проводив накладають трьохшарову підмотку з полівінілхлоридної стрічки з заходом на ізоляцію (трубку). Провід заземлення укладають вздовж корпусу муфти і закріпляють бандажем.
Епоксидний компаунд (Э-4021 і 8,5 % стверджувача №1) заливають в корпус муфти безперервним струменем шириною 10 – 15 мм по лотку з переходом струменю на стінку корпусу.
Компаунд заливають в два прийоми: спочатку – на 2/3 об’єму корпусу, потім, – через 10 хвилин після першої заливки, – до повного заповнення ливника. По мірі усадки муфту доливають.
Свинцеві з’єднувальні муфти виготовляють з свинцевих труб діаметром від 60 до 110 мм і довжиною від 450 до 650 мм в залежності від перерізу і напруги кабелів (рис.1.5.3).
Розробку кінців і з’єднання жил виконують також, як і при монтажі епоксидних муфт. Потім на кабель надівають свинцеву муфту (рис.1.5.4).
Для заливки муфти кабельною масою в муфті на відстані 260 – 350 мм друг від друга вирізають два отвори: один для введення в муфту кабельної маси, другий – для виходу з неї повітря.

Рис.1.5.3. Конструкція свинцевої з’єднувальної муфти: 1 – бандаж, 2 – провід заземлення, 3 – корпус муфти, 4 – заливний отвір, 5 – з’єднувальна гільза, 6 – жила.

Рис.1.5.4. Встановлення корпусу свинцевої муфти.
Перед заливкою кабельну масу МБ-70 нагрівають до температури 170 – 180°С, масу МК-45 – до 130 – 140° С і заливають в підігріту паяльною лампою до температури 50° С муфту. Після охолодження і усадки кабельної маси її підливають до повного заповнення муфти, після чого заливні отвори запаюють. Свинцеву муфту з метою захисту від пошкод- жень заключають в стальний або латунний кожух.
Термоусадкові з’єднувальні муфти випускаються у вигляді монтажних комплектів на напругу 6 – 35 кВ, які вміщують необхідні матеріали і вироби. Це композиційні матеріали електроізоляційного призначення стійкі до тривалого впливу електричного поля, матеріа- ли, які регулюють електричне поле і провідникові матеріали і вироби.
Основною технологічною властивістю являється так названа «пам'ять форми». Виріб після нагріву не плавиться, а після роздування, коли розміри виробу збільшуються до 6 разів, зберігає надану форму після охолодження. При повторному нагріванні відбувається усадка і виріб прагне повернутися до первинної форми і при цьому щільно обтискає конструкцію, яка ізолюється.
Матеріали монтажних комплектів муфт забезпечують тривалу експлуатаційну надійність (до 30 років) в умовах постійного впливу тепла і сонячного світла, а також механічний захист з’єднання. Крім того дані матеріали не підтримують горіння.
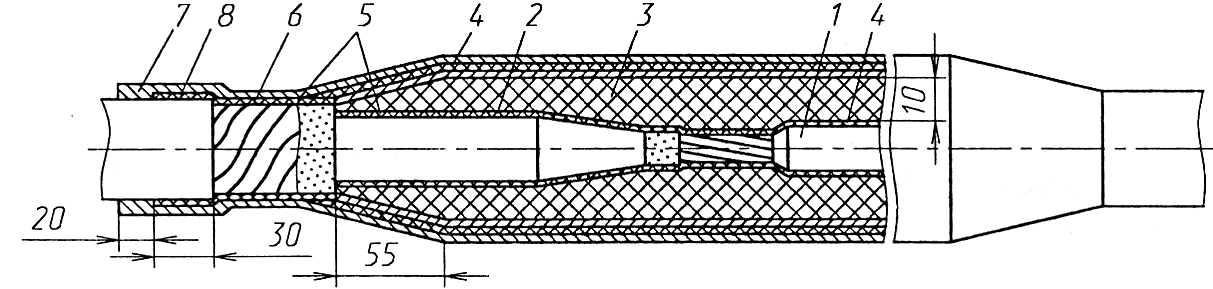
Конструкція з’єднувальної муфти для кабелю з паперовою ізоляцією на напругу 10 кВ показана на рис.1.5.5.
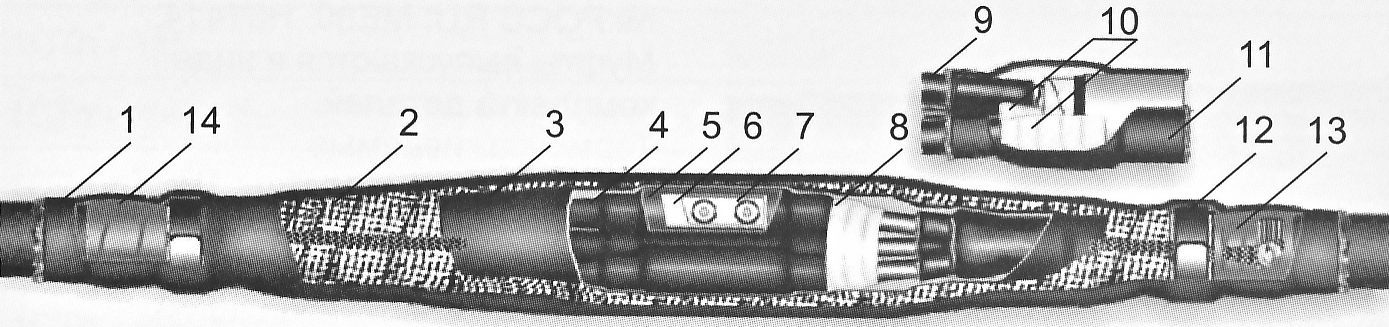
Рис.1.5.5. З’єднувальна муфта 10СТпМ для кабелю з паперовою ізоляцією на напругу 10 кВ: 1– шланг, 2 – сітка екранна, 3 – шланг з екранним шаром , 4 – манжета ізолююча з екранним шаром, 5 – манжета підкладна, 6 – пластина-регулятор, 7 – з’єднувач болтовий, 8 – стрічка - регулятор, 9 – трубка жильна, 10 – стрічка-регулятор, 11 – рукавичка високовольтна, 12 – деталі заземлення (тёрка, пружина, провід заземлення), 13 – стрічка-герметик, 14 – стрічка-герметик.
Технологія монтажу термоусадкової з’єднувальної муфти.
Усадка матеріалів муфти здійснюється газовим пальником або технічним феном.
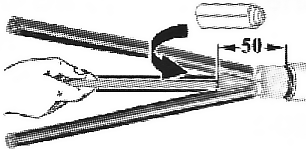
1 виконати ступеневу розробку кінців кабелів.
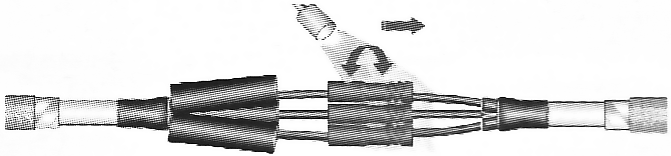
2 надіньте довгий шланг з вставленим в нього коротким шлангом з екранним шаром на один з кабелів.

3 надіньте жильні трубки на жили и усадіть їх.
4 згорніть у вигляді циліндру з конусним кінцем стрічку-регулятор і вставте його в корінець розробки.
5 намотайте залишену стрічку на корінці
розробки кабелів.
намотайте залишену стрічку на корінці
розробки кабелів.

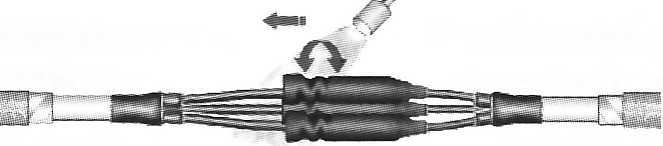
6 надіньте рукавичку, просунувши її до упору і усадіть її.

7 вставте підготовлені жили в з’єднувачі і закрутіть болти до скручування їх головок.
 8
обгорніть пластиною-регулятором
з’єднувач і обтисніть його рукою.
Аналогічно обгорніть інші з’єднувачі.
8
обгорніть пластиною-регулятором
з’єднувач і обтисніть його рукою.
Аналогічно обгорніть інші з’єднувачі.
9 насуньте на з’єднувачі підкладні манжети і усадіть їх.
10 насуньте на усаджені підкладні манжети ізолюючі манжети з екранним шаром і усадіть їх.
1 1
згорніть жили разом, намотайте
стрічку-регулятор на торці манжет з
заходом на жили.
1
згорніть жили разом, намотайте
стрічку-регулятор на торці манжет з
заходом на жили.

12 насуньте шланг з екранним шаром симетрично відносно з’єднання і усадіть його
1![]() 3
встановіть рядом з торцем шлангу тёрку,
покладіть на її кінець екранної сітки
і закріпіть його одним витком пружини.
3
встановіть рядом з торцем шлангу тёрку,
покладіть на її кінець екранної сітки
і закріпіть його одним витком пружини.
14 намотайте сітку на шланг з перекриттям, встановіть рядом з другим торцем шлангу тёрку і закріпіть на їй кінець сітки одним витком пружини.
1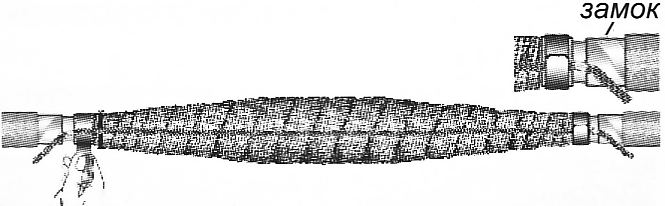 5
прокладіть провід заземлення по сітці
і притисніть пружинами. Провід заземлення
має пропаяні ділянки (замки), які повинні
бути за тёрками.
5
прокладіть провід заземлення по сітці
і притисніть пружинами. Провід заземлення
має пропаяні ділянки (замки), які повинні
бути за тёрками.
1 6
відігніть провід до центру, намотайте
стрічку-герметик (меншої довжини) від
броні до тёрки з заходом на броню.
6
відігніть провід до центру, намотайте
стрічку-герметик (меншої довжини) від
броні до тёрки з заходом на броню.
![]()
17 припаяйте провід заземлення до броні, лишній кусок проводу
відріжте.

18 намотайте стрічку-герметик (більшої довжини) на ділянку між пружиною і покровом.

19 насуньте на з’єднання зовнішній шланг і усадіть його.
20 подальші роботи виконувати після охолодження муфти.

Монтаж муфти 10СТпМ виконано.
Муфти холодної усадки. Ці муфти мають всі переваги термоусадкових муфт. Крім того, монтаж муфти холодної усадки не потребує операції нагріву, що дозволяє скоротити час монтажу такої муфти приблизно в два рази в порівнянні з часом монтажу термоусад- кової муфти.
Муфта холодної усадки зроблена з EPDM-гуми, попередньо натягнутої на спіраль, яка видаляється при монтажі. При видаленні спірального корду за спеціально залишені з обох сторін муфти вільні кінці корду муфта легко усаджується і забезпечує повну герметизацію кабелю.
Товсті стінки муфти створюють додатковий захист від механічного впливу. Крім того, EPDM-гума стійка до впливу вологи, кислот, лугів і ультрафіолетового випромінювання.
З’єднувальна муфта холодної усадки для одножильного кабелю показана на рис.1.5.6.

Рис.1.5.6. З’єднувальна муфта холодної усадки: 1 – екструдований двошаровий силіконовий корпус; 2 – напівпровідна пластина; 3 – загальний захисний кожух з EPDM -гуми; 4 – мастика для вирівнювання електричного поля; 5 – герметизуюча мастика; 6 – мідна сітка і з’єднувач екрану; 7 – з’єднувальна гільза.
Технологія монтажу з’єднувальної муфти холодної усадки.
Основні операції монтажу муфти показано на рис.1.5.7.

Рис.1.5.7. Технологія монтажу з’єднувальної муфти холодної усадки:
а – підготовка екранів, б – з’єднання жил опресуванням, в – накладання на місце з’єднання пластин з напівпровід- ним шаром, г – закривання муфтою місця з’єднання, д – витягування спірального корду, е – змонтована муфта.
Термоусадкові муфти і муфти холодної усадки зберігають гнучкість кабелю, не руйнуються при циклічних температурних навантаженнях і зсувах ґрунту. Повздовжнє зусилля на розрив складає 60% від зусилля на розрив кабелю.
 З’єднувальні муфти з
самоклеючих стрічок
використовуються для
з’єднання кабелів з
пластмасовою ізоляцією. Місця з’єднання
жил кабелів ізолюють самоклеючими
стрічками типу ПСОслт на основі
поліолефінів і кремнійорганічних
канчуків. Для герметизації муфт
використовують термоусадкові трубки.
Конструкція муфти показана на рис.1.5.8.
З’єднувальні муфти з
самоклеючих стрічок
використовуються для
з’єднання кабелів з
пластмасовою ізоляцією. Місця з’єднання
жил кабелів ізолюють самоклеючими
стрічками типу ПСОслт на основі
поліолефінів і кремнійорганічних
канчуків. Для герметизації муфт
використовують термоусадкові трубки.
Конструкція муфти показана на рис.1.5.8.
Рис.1.5.8. З’єднувальна муфта з самоклеючих стрічок типу ПСОсл на напругу 10 кВ: 1 — гільза з’єднувальна, 2 — адгезійні прошарки, 3 — відновлена ізоляція жил, 4 — напівпровідний екран, 5 — відновлений металевий екран, 6 — підмотка стрічкою з ПВХ пластикату, 7 — відновлений зовнішній покров — термоусадкова трубка, 8 — адгезійний прошарок зі стрічки А для герметизації термоусадкової трубки.
Захист муфти від механічних пошкоджень здійснюється захисним кожухом зі склопластику.