

Цементация
Сущность:насыщение поверхностного слоя углеродом.
Цель: придание поверхностному слою высокой твердости, износостойкости, при сохранении вязкой, пластичной сердцевины.
Цементации подвергаются мелкие детали машин: зубчатые колеса, валы, пальцы, с содержанием углерода < 0,3%.
Виды цементации:
1)Цементация твердым карбюризатором:
-детали помещают в металлический ящик и обсыпают В качестве карбюризатора служит смесь древесного угля (60— 90%) и углекислых солей бария ВаСОз и натрия NaCOa, герметично закрывают.
-ящик помещают в печь с температурой 9500С (чтобы образовался аустенит),время выдержки 1-6 часов, глубина слоя 0,5-2,5 мм, углерода образуется на поверхности от 0,8 до 1% .
-ящик медленно охлаждают, очищают и вынимают и подвергают ТО.
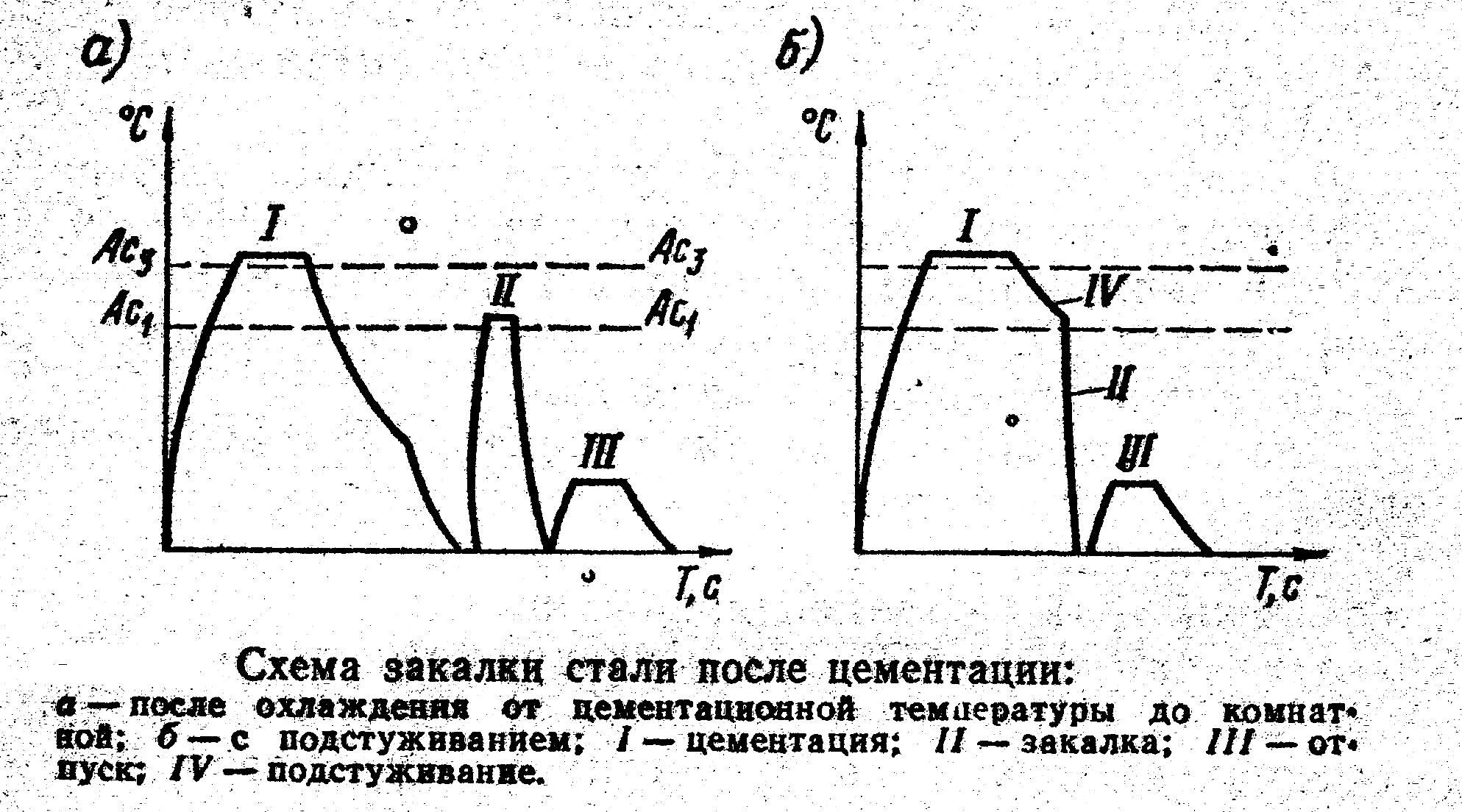
-после цементации детали подвергают термической обработке для обеспечения высокой твердости поверхности, исправления структуры перегрева и устранения карбидной сетки в цементированном слое. Закалку производят при 780—850°С с последующим отпуском при 150—200°С. При этом происходит измельчение зерна цементированного слоя и частично зерна сердцевины. После цементации в твердом карбюризаторе с целью получения мелкозернистой структуры поверхностного слоя и сердцевины выполняют двойную закалку. В процессе первой закалки деталь нагревают выше температуры точки Ас3 на 30—50°С, в результате чего измельчается структура сердцевины и устраняется цементитная сетка в поверхностном слое. При второй закалке деталь нагревают выше температуры точки АС1 на 30—50°С,
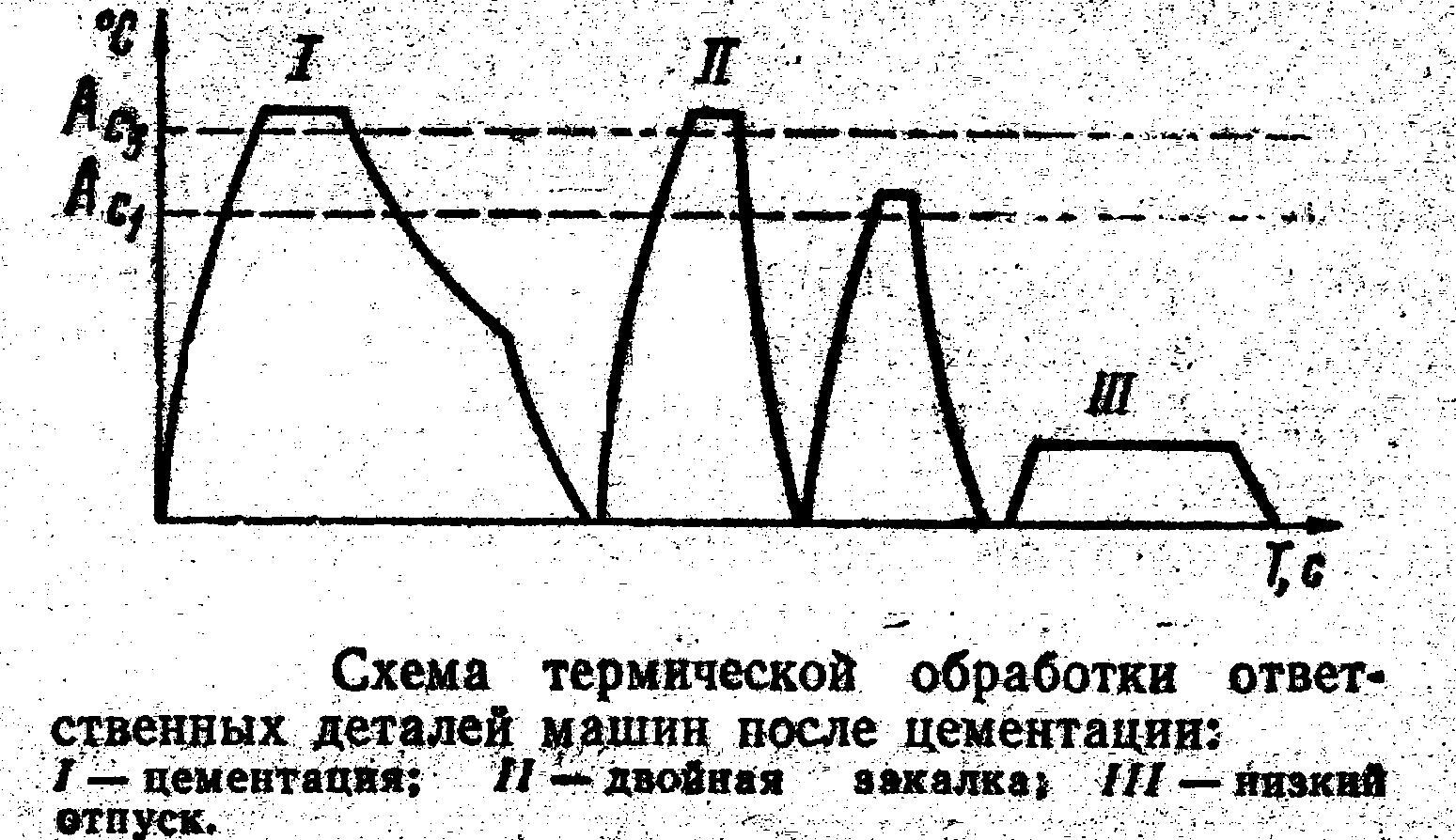
вследствие чего измельчается структура цементованного слоя, обеспечивается высокая твердость. Двойная закалка способствует повышению механических свойств деталей, но увеличивает их коробление, окисление и обезуглероживание. Окончательной операцией термической обработки является низкий отпуск при 150—200°С, уменьшающий остаточные напряжения и не снижающий твердости стали. После двойной закалки поверхностный слой имеет структуру мартенсита с равномерно распределенными карбидами и небольшим количеством остаточного аустенита. Двойная закалка применяется для тяжелонагруженных деталей машин, от которых требуются высокая твердость, прочность и ударная вязкость.
Для уменьшения количества остаточного аустенита в цементированном слое высоко- и среднелегированных сталей после закалки рекомендуется их обработка холодом (чаще проводится высокий отпуск при 600— 640°С). С целью уменьшения коробления цементированные детали (например, зубчатые колеса) следует закаливать в горячем масле при 160—180°С либо в штампах.
а) закалка при температуре 750-770 градусов, масло (охлаждают);
б) низкий отпуск при температуре 150-170 градусов, структура М+Ц(отпуска) В единичном производстве используется цементация пастами. В состав паст входят: сажа, углекислый натрий или барий, желтая кровяная соль, щавелевокислый натрий, мазут, декстрин и разжижители. Компоненты разводят до сметанообразного состояния. Пасту наносят кистью или погружением в нее деталей. Толщина слоя нанесенной пасты — 3—4 мм. Детали укладывают в цементационный ящик. Процесс цементации осуществляют при температурах 920—930°С. Цементация пастами позволяет ускорить процесс науглероживания, повысить объем использования печи.
К недостаткам твердой цементации следует отнести большую трудоемкость и продолжительность процесса, трудность регулирования толщины цементированного слоя и содержания углерода в нем, загрязнение воздуха угольной пылью. Цементация в твердом карбюризаторе применяется в мелкосерийном и единичном производствах.
2)Цементация газообразным карбюризатором.Проводится в специальных герметически закрытых печах. Основным углеводородом является метан СН4, разложение которого идет по реакции: СН4->2Н2 + Сатомарный. Окись углерода диссоциирует по формуле 2СО^СО2 + Сатомарный. Заданную концентрацию углерода в поверхностном слое получают путем автоматического регулирования состава газа (применяется газ-разбавитель, например эндогаз). При газовой цементации детали из мелкозернистой стали подвергают закалке прямо из цементационной печи с предварительным подстуживанием до 840—860°С, а затем отпуску.
По сравнению с цементацией в твердом карбюризаторе газовая цементация дает возможность повысить скорость процесса, увеличить пропускную способность оборудования и производительность труда, улучшить условия труда, осуществить автоматизацию и регулирование процесса насыщения металла углеродом