

Курсовой - Разработка технологического процесса изготовления толстоплёночной ГИС / 4 Анализ методов производства
.doc4 Анализ методов производства
В целом толстоплёночная технология состоит из ряда последовательных идентичных циклов, структурная схема которых приведена на рисунке 4.1. При формировании каждого слоя (резистивного, проводящего, диэлектрического и т.п.) используют соответствующие пасты, которые через сетчатый трафарет наносят на подложку, подвергают сушке и вжиганию. По завершении формирования всех слоёв все резисторы и конденсаторы проходят подгонку (обычно лазерную) до заданной точности.
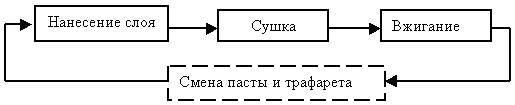
Рисунок 4.1 – Структурная схема цикла толстоплёночной технологии.
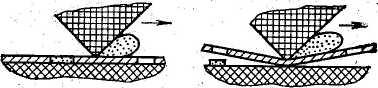
Принцип
трафаретной печати заключается в
продавливании пасты через открытые
участки трафарета,
соответствующие рисунку топологического
слоя, на подложку.
Перенос рисунка трафарета на подложку
возможен контактным
(рисунок 4.2,а) и бесконтактным (рисунок
4.2,б) способами.
а б
Рисунок 4.2 – а) схема контактной, б) бесконтактной трафаретной печати и структура фольгового (а) и сетчатого (б) трафаретов.
При
контактном
способе трафарет,
изготовленный на основе
бериллиевой бронзы БрБ-2
толщиной 0,05 мм с никелевым
покрытием толщиной
10—13 мкм* (фольговый
биметаллический трафарет),
плотно прилегает к
поверхности подложки (рисунок
4.2,а). Для повышения
конструктивной прочности открытые
участки трафарета имеют сетчатую
структуру, которая формируется
совместно с контурами элементов методом
фотолитографии. Для упрощения
изготовления фотошаблонов используют
два фотошаблона, которые на этапе
экспонирования  совмещаются:
специальный фотошаблон, содержащий
рисунок элементов (окон),
и универсальный, содержащий растр.
совмещаются:
специальный фотошаблон, содержащий
рисунок элементов (окон),
и универсальный, содержащий растр.
При бесконтактном способе трафарет располагают над подложкой с зазором 0,4—1,0 мм (в зависимости от размеров трафарета). Формирование элементов происходит последовательно при движении ракеля за счет упругой деформации трафарета и при перемещении линии контакта трафарета с подложкой. Конструкционной основой такого трафарета является проволочная сетка из нержавеющей стали, несущая маскирующее покрытие из светочувствительного материала (сетчатые трафареты) (рисунок 4.2,б). Перед изготовлением маскирующего покрытия сетку устанавливают в специальную рамку и натягивают равномерно по контуру с усилием, обеспечивающим необходимую упругую деформацию сетки под действием нагрузки. Подобные трафареты используют в производстве печатных плат для нанесения защитных масок.
Фольговые трафареты обеспечивают максимальное разрешение до 70 мкм, допускают не менее 1000 циклов печати до износа и применяются при повышенных требованиях к четкости рисунка (схемы с высокой плотностью коммутации, СВЧ - схемы).
Сетчатые трафареты имеют более широкое применение. В зависимости от материала и технологии нанесения маскирующего покрытия сетчатые трафареты имеют максимальное разрешение 100—150 мкм и стойкость 400—2000 циклов печати. Наименьшим разрешением и стойкостью обладают покрытия на основе пигментной бумаги со слоем нитрошпатлевки НЦ - 008. Более высокие разрешение и стойкость имеют покрытия на основе пленочных фоторезистов СПФ и ТФПК и особенно на основе светочувствительного состава ФСТ. Для повышения износостойкости пленочные фоторезисты наносят в несколько слоёв с двух сторон сетки методом прикатки. Светочувствительным составом ФСТ пропитывают сетку путем окунания или полива.
Важной
характеристикой сетчатых трафаретов
является размер ячеек
сетки. В толстопленочной технологии
используют сетки ряда 0040,
0056, 0071, 0080, 00140 по мере возрастания размера
квадратных
ячеек, увеличения  толщины
проволоки и уменьшения числа ячеек
на 1 мм длины. При некоторой фиксированной
вязкости пасты
более мелкие ячейки образуют более
четкий контур элементов, а
при заданной толщине элементов в этом
случае требуются большие усилия со
стороны ракеля. При ограниченной
растекаемости пасты
и мелких ячейках сетки получают
неоднородную по толщине пленку
с регулярными неровностями. Крупные
ячейки позволяют формировать
при прочих равных условиях более толстые
пленки с большей однородностью толщины.
Для проводниковых и резестивных слоёв
часто используют, например, сетки - 0040
с диаметром проволоки 30 мкм, а для
диэлектрических - 0056 (диаметр проволоки
40 мкм).
толщины
проволоки и уменьшения числа ячеек
на 1 мм длины. При некоторой фиксированной
вязкости пасты
более мелкие ячейки образуют более
четкий контур элементов, а
при заданной толщине элементов в этом
случае требуются большие усилия со
стороны ракеля. При ограниченной
растекаемости пасты
и мелких ячейках сетки получают
неоднородную по толщине пленку
с регулярными неровностями. Крупные
ячейки позволяют формировать
при прочих равных условиях более толстые
пленки с большей однородностью толщины.
Для проводниковых и резестивных слоёв
часто используют, например, сетки - 0040
с диаметром проволоки 30 мкм, а для
диэлектрических - 0056 (диаметр проволоки
40 мкм).
Для воспроизводимости результатов в пределах рабочего поля трафарета (что особенно важно при многоместной обработке — нескольких подложек или одной групповой) он должен иметь достаточно широкие нерабочие поля по периферии сетки.
Оптимальный зазор между сеткой и подложкой зависит от габаритов сетки и должен обеспечивать хорошее пружинение сетки, от которого зависит четкость контура элементов. С уменьшением размеров трафарета жесткость сетки повышается и оптимальный зазор уменьшается. Усилие на сетку со стороны ракеля выбирают в пределах 10—20 Н . Ракель изготовляют из упругого износостойкого и стойкого к органическим растворителям материала, для чего широко используют полиулетан и фторкаучук.
Угол ракеля при вершине составляет 90 или 60°. Угол наклона передней (рабочей) поверхности ракеля к плоскости подложки рекомендуется выбирать равным 45±5°. Скорость рабочего хода ракеля определяется главным образом вязкостью пасты и требуемой толщиной наносимого на подложку слоя и может достигать 100— 120 мм/с.