

7.3. Экспериментальные исследования ванадийсодержащих зшо.
Ванадийсодержащие ЗШО в качестве металлургического сырья, в силу специфических условий своего образования принципиально отличаются от природных рудных полезных ископаемых. Поэтому в ходе исследований /465…467/ решались следующие задачи:
Определение полного химического состава ЗШО.
Изучение поведения ЗШО при нагреве, определение интервала температур плавления.
Изучение возможности окомкования или брикетирования ЗШО для облегчения условий транспортировки.
Определение влияния атмосферных осадков на прочность сырого и обожженного сырья.
Разработка технологии обессеривания ЗШО.
Химический состав проб ЗШО. Исследованные ЗШО европейских ТЭС, работавших на венесуэльской водонефтяной эмульсии, по гранулометрическому составу представляли собой либо порошоко, либо комки неправильной формы, размерами в среднем – 20-70 мм. Химический состав проб партий ЗШО, поступивший на исследование, контролировался на 75 элементов. Всего было изучено 16 проб от 4-х партий поступившей золы. Химический состав одного из образцов, который представлялся наиболее типичным, представлен в Приложении.
Установлено, что содержание ванадия в пробах в среднем колебалось в пределах – 10-12%. Помимо ванадия в золах содержатся в заметных количествах никель - 3,2-4,0%, сера - 18-20%, железо - до 1,0-1,5%. Во всех пробах подтвердилось присущее ванадийсодержащей нефти соотношение V>Ni>Fe.
Содержание токсичных элементов ничтожно: мышьяк в среднем 0,002-0,006%, кадмий около 0,0003%, уран около 0,0002% по массе. Химический состав проб ЗШО различных партий и, следовательно, различных нефтяных месторождений, имел одинаковый набор элементов, незначительно отличаясь их количественным содержанием.
Термическая обработка. Нагрев ЗШО сопровождался интенсивным выделением газов с последовательно возрастающей потерей массы. Обжиг проводился при температурах 400, 600, 800, 850, 900 и 1000С. При этом происходила потеря массы от 30% при 400С до 60% по мере приближения к 1000С. Ей сопутствовало повышение содержания ванадия максимально до 36%, никеля с 4% до 7,8%, железа с 0,72% до 2,1%. Одновременно содержание серы снижалось с 17% до 3 - 5%. В интервале температур 400-800 «комки» оставались твердыми. Началом оплавления следует считать температуру около 850С, полное же расплавление наблюдалось в интервале 950-1000С. В некоторых случаях ЗШО имели более высокий интервал температур плавления ~1100-1200C. Это не повышало степень обогащения по ванадию и никелю, но несколько снижало общее содержание серы – до 1,5-2,0%.
Основой для построения схемы превращения веществ (табл. 98) послужили данные лабораторных термических испытаний, результаты химического, микропримесного и фазового анализов материала на различных стадиях его термообработки. В качестве гипотезы была принята версия о том, что источником магния в золе является морская вода и, поэтому, основным компонентом исходного материала «комков» является MgSO4nH2O (где n1,15), в котором часть атомов Mg может быть замещена атомами K, Na, Ca и др., что затрудняет ее идентификацию при проведении фазового анализа.
Таблица 98. Баланс элементов ЗШО при термообработке.
Содержание в исходном материале ЗШО (% масс.) |
Потеря массы при нагреве до температуры 850С (% к исходному) |
Материал после обжига при 850С, %масс |
||||
расчетные параметры |
данные хим. |
|||||
Элементов |
Веществ |
% к исходному |
% к обожженному |
анализа |
||
Ванадий, V |
11 |
сульфиды и оксиды |
лабораторная - 53% |
11 |
23.5 |
17.5 |
Никель, Ni |
4 |
V, Ni, Fe |
2MgSO4 + C |
4 |
8.54 |
3.9 |
Железо, Fe |
0.8 |
22,68% |
2MgO+2SO2+CO2 |
0.8 |
1.71 |
0.8 |
Сера, S |
17.8 |
MgSO4 |
43% |
1.8 |
3.84 |
3.4 |
Магний, Mg |
12 |
60% |
H2O - 10,17% |
12 |
25.62 |
19.0 |
Кислород, O |
46.1 |
H2O |
Итого потеря массы |
13.08 |
27.93 |
|
Водород, H |
1.13 |
10,17% |
расчетная: |
отсутствует |
||
Углерод, C |
4.6 |
|
10.17+43=53,17% |
1.6 |
3.42 |
3.8 |
Кальций, Ca |
0.81 |
входят в состав |
|
|
|
|
Натрий, Na |
0.47 |
соединений |
|
|
|
|
Калий, K |
0.42 |
магния |
|
|
|
|
Титан, Ti |
0.11 |
TiO2 - 0,18 |
|
|
|
|
Кремний, Si |
0.23 |
SiO2 - 0,49 |
|
|
|
|
Сумма макропримесей |
2,37 |
|
2,37 |
5,06 |
|
|
Li, Rb, Be, Al, P, Cr, Mn, Co, Cu, Zn, Ga, Se, Sr, Mo, Ba, B, F, Cl, As, Sb, Sn |
|
|
|
|
|
|
Сумма микропримесей |
0.18 |
|
0.18 |
0.38 |
|
|
Продолжение таблицы 98.
Исходный материал (комки)
|
Потеря массы при нагреве до 1000С и выше |
Материал после обжига до 1000С, %масс |
||||
содержание (% масс.) |
(% к исходному) |
расчетные параметры |
данные хим. |
|||
Элементов |
веществ |
|
% к исходному |
% к обожженному |
анализа |
|
Ванадий, V |
11 |
сульфиды и оксиды |
Восстановление оксидов металлов углеродом, например: |
11 |
25.52 |
36.0 |
Никель, Ni |
4 |
V, Ni, Fe |
(NiO+C=Ni+CO) |
4 |
9.28 |
7.8 |
Железо, Fe |
0.8 |
22,68% |
дает |
0.8 |
1.86 |
2.1 |
Сера, S |
17.8 |
MgSO4 |
расчетную потерю |
1.8 |
4.18 |
5.1 |
Магний, Mg |
12 |
60% |
массы: 3,73% |
12 |
27.84 |
2.0 |
Кислород, O |
46.1 |
H2O |
лабораторная - 60% |
10.95 |
25.4 |
|
Водород, H |
1.13 |
10,17% |
Итого потеря массы: |
отсутствует |
||
Углерод, C |
4.6 |
|
53,17+3,73=56,9% |
отсутствует |
||
Кальций, Ca |
0.81 |
входят в состав |
|
|
|
|
Натрий, Na |
0.47 |
соединений |
|
0.47 |
1.09 |
0.7 |
Калий, K |
0.42 |
магния |
|
0.42 |
0.97 |
1.0 |
Титан, Ti |
0.11 |
TiO2 - 0,18 |
|
0.11 |
0.26 |
0.3 |
Кремний, Si |
0.23 |
SiO2 - 0,49 |
|
|
|
|
Сумма макропримесей |
2,37 |
|
2,37 |
5,5 |
|
|
Li, Rb, Be, Al, P, Cr, Mn, Co, Cu, Zn, Ga, Se, Sr, Mo, Ba, B, F, Cl, As, Sb, Sn |
|
|
0.18 |
0,42 |
|
|
Сумма микропримесей |
0.18 |
|
|
|
|
|
количество всех микропримесей возрастает в 2-3 раза (в среднем 2.42)
Приводимая схема, на наш взгляд, подтверждает первоначальную гипотезу, что следует из высокой сходимости расчетных и практических данных:
по потере массы:
-для температуры термообработки 850С: расчетная - 53,17% (отн.), практическая - 53% (отн.);
-для температур термообработки свыше 1000С: расчетная - 56,9% (отн.), практическая 60% (отн.);
по содержанию элементов:
-для температуры термообработки 850С: расчетное для S - 3,84% (масс.), практическое - 3,4% (масс.); расчетное для С - 3,42%, практическое - 3,8% (масс).
-для температур термообработки свыше 1000С наблюдается высокая сходимость результатов для Ni, Fe, S, практически всех макро- и микропримесей.
Таким образом, не обсуждая возможные превращения при минералообразовании, можно утверждать, что в интервале температур 100-850С происходит удаление гидратной влаги и разложение сульфатов с участием углерода органической части золы и выделением газов: SO2, CO2 и H2O. При дальнейшем нагреве вероятно восстановление части металлов (скорее всего ванадия и железа) из оксидов оставшимся углеродом. Содержание ванадия в термообработанном продукте (с учетом возможных колебаний химического состава исходного материала золы) по расчетам составляет 255% (масс.).
Отметим, что все исследованные ЗШО не отвечали классическому определению золы, как «несгораемого остатка в виде пыли, образующейся из минеральных примесей топлива при полном его сгорании», поскольку в них сохранялось значительное количество органической массы. На рис. 42 и 43 представлена микроструктура образцов (х200) ЗШО, обожженных при температурах 600 и 850С /466/.

Рис. 42. Микроструктура образцов (х200) ЗШО, обожженных при температуре 600 С.
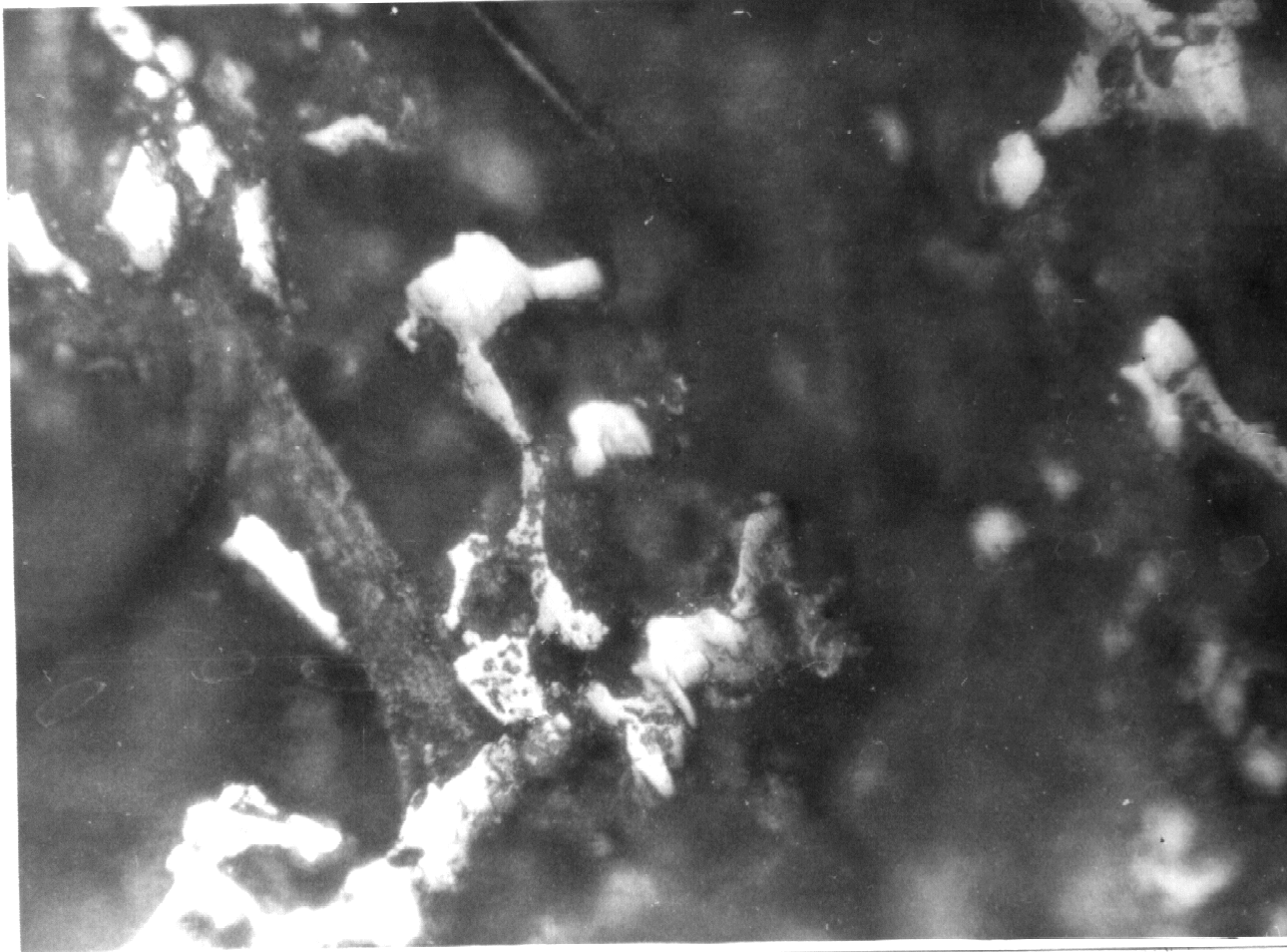
Рис. 43. Микроструктура образцов (х200) ЗШО, обожженных при температуре 850С.
В первом случае на аншлифе практически не видно минеральных фазовых составляющих. Почти все поле заполнено темной органической массой с единичными проблесками мелких светлых ванадатов. При 800С ванадаты заметно укрупняются и количество их резко увеличивается.
Окускование и брикетирование ЗШО. На первом этапе исследования была предпринята попытка получения окатышей. Несмотря на добавку в шихту до 1,5% бентонита, опробование различных режимов окомкования и сушки сохранить окатыши целыми не удалось. При сушке они либо вспучивались, принимая самые причудливые формы, либо, большей частью, просто разваливались.
На втором этапе был изучен процесс холодного прессования брикетов. Перед прессованием зола просушивалась при температуре 20 – 250 С на воздухе, для этого её насыпали тонким (не более 2-х см толщиной) слоем на металлический поддон и выдерживали в проветриваемом лабораторном помещении в течении 3 – 4 часов. Далее просушенный материал перемешивался, дозировался и помещался в форму для прессования. Были исследованы различные режимы прессования для разных размеров и масс заготовок. В результате было установлено, что прочность прессовки, достаточная для перевозки материала в 100 кг полиэтиленовых мешках без разрушения может быть получена, если давление прессования находится в интервале 500 – 1500 кг/см2. Оптимальной является цилиндрическая форма прессовки при отношении диаметра основания к образующей цилиндра 0,75 – 1,5 при массе прессовки до 0,5 кг. Достаточная прочность заготовок обеспечивается наличием в составе исходной золы пластического компонента, который позволяет проводить прессование без связующей добавки. Результаты лабораторных опытов были подтверждены промышленным экспериментом на производственном объединении «Полема» (г. Тула), в течение которого было подготовлено около 200 кг прессовок из ванадийсодержащей золы ТЭС. По материалам исследования была подана заявка на изобретение и оформлен патент /467, 468/.
Влияние атмосферных осадков на прочность сырого и обожженного техногенного сырья. Учитывая относительно высокие содержания в исследуемых партиях ЗШО таких элементов как сера, магний и никель нельзя было исключить наличие в золе сульфатов этих металлов. Поскольку эти соединения склонны к образованию кристаллогидратов, решено было экспериментально проверить влияние атмосферных осадков на прочность сырых и обожженных «комков». Было проведено две серии опытов: первая, когда сырые и обожженные до температур, ниже температур плавления, комки помещались в стеклянный сосуд с водой. Несколько часов спустя комки теряли форму, и на дне сосуда оставался бесформенный осадок. Во второй серии опытов две металлические тарелки с аналогичными пробами помещались на две недели на открытом воздухе. За это время были зафиксированы осадки в виде дождя и снега. Результат тот же – полная потеря формы и прочности комков. Из этих опытов можно сделать важный для практики вывод: компактированные и обожженные ЗШО в твердом состоянии можно транспортировать только в полностью герметичной, влагоизолирующей упаковке.
Обессеривание ЗШО. Как ранее отмечалось ЗШО всех партий содержат значительные количества воды и связанной серы. Поэтому при нагреве потеря массы образцов связана с обезвоживанием и обессериванием. Лабораторные опыты показали, что при нагреве и выдержке образцов ЗШО в области сравнительно невысоких температур (примерно до 400С) потеря массы составляет 30-40%, что можно объяснить испарением основного количества гигроскопической влаги, содержащейся в ЗШО. Выдержка при температурах выше 500С, показала что отделяющиеся газы имеют запах сернистых соединений. Это позволяет предположить, что начиная с 500С происходят процессы обессеривания, об этом же свидетельствует увеличение потери массы. Интенсивное выделение газообразных соединений серы идет при всех выдержках вплоть до температуры плавления ЗШО.
При температурах ниже 800 С темп обессеривания невелик, снижение относительного содержания серы составляет от 20 до 40%. Наиболее интенсивное снижение количества серы происходит в интервале 800-900С – практически в 3-5 раз от исходного. При более высоких температурах в твердом состоянии добиться более высокой степени обессеривания не удается. Об этом свидетельствуют результаты лабораторных и опытно-промышленных испытаний. Кроме того, опыты показали, что полученные после обжига образцы имеют значительный разброс по содержанию серы. Это может объясняться как неоднородностью распределения серы в исходной золе, так и неоднородностью проработки образцов в процессе обжига, которая связана с наличием фракций различного размера, наличием или отсутствием пористости, различной толщиной слоя образцов и т.д.
При плавлении ЗШО идет дальнейшее обессеривание образцов. При выдержке в жидкой фазе при температурах, близких к температуре плавления, на воздухе в течение одного - двух часов содержание серы в золе падает до 0,5-1,0% (по массе).
Лабораторные эксперименты показали, что существенную роль в процессах обессеривания играет кислородный потенциал атмосферы. Так, все вышеизложенные результаты были получены при обжиге на воздухе в нейтральных алундовых тиглях. Если обжиги проводились в графитовых тиглях (слабо восстановительные условия, кислородный потенциал ниже), обессеривание происходило более интенсивно. При этом тигель после обжига приобретал желтоватый оттенок. Это указывает на образование в процессе обжига сероуглеродов.
Для исследования возможности глубокого обессеривания ЗШО в лабораторных условиях были проведены обработки при температурах на 100-150 С превышающих температуру плавления. Образцы выдерживали в алундовых тиглях на воздухе, т.е. в окислительной атмосфере при температурах 1050-1100С. Толщина расплавленного слоя в опытах не превышала 5-10 мм. В результате 2-х часовой выдержки содержание серы упало до 0,03-0,05%.
Наличие такого количества серы даже при высоких температурах в расплаве можно объяснить присутствием в ЗШО стойких сульфатов типа MgSO4, температура разложения которых составляет 1100-1200 С.
Опыты по обессериванию свидетельствуют, что для достижения низкого содержания серы (не выше 0,1%) в ЗШО необходимо:
выдержка ЗШО в расплаве при температуре на 100-200 С выше температуры плавления;
обеспечение тонкого слоя расплава, толщиной не более 10мм;
окислительная атмосфера, кроме того, при увеличении толщины слоя может потребоваться продувка расплава воздухом для лучшей «проработки» материала.
Проведенные исследования позволили предложить технологическую схему для переработки ЗШО с целью получения сырья для производства феррованадия или пентаксида ванадия. Предложенная технология была опробована на ПО «Полема» (г.Тула). По результатам работы оформлен патент /467…469/.