2 5.Резьбовые резцы и гребёнки
Р езьбовые
резцы применяются для нарезания всех
видов резьб и имеют достоинства: простая
конструкция, техноло¬гичность и
универсальность. Одним и тем же резцом
можно нарезать на цилиндрич-ой и
конической поверхностях наружную и
внутреннюю резьбы различного диаметра
и шага. Резьбовые резцы работают по
методу копирования. Формирование резьбы
осуществляется, как правило, за несколько
проходов при малых сечениях срезаемой
стружки. B связи c этим производительность
низка, поэтому резьбовые резцы применяются
в единичном и мелкос-ном производствах.
езьбовые
резцы применяются для нарезания всех
видов резьб и имеют достоинства: простая
конструкция, техноло¬гичность и
универсальность. Одним и тем же резцом
можно нарезать на цилиндрич-ой и
конической поверхностях наружную и
внутреннюю резьбы различного диаметра
и шага. Резьбовые резцы работают по
методу копирования. Формирование резьбы
осуществляется, как правило, за несколько
проходов при малых сечениях срезаемой
стружки. B связи c этим производительность
низка, поэтому резьбовые резцы применяются
в единичном и мелкос-ном производствах.
Резьбовые резцы могут быть 3 типов: стержневые, призм-кие и круглые.
Типовые конструкции: а) цельный из быстрорежущей стали; б) c напайной твердосплавной пластиной; в) с механическим креплением твердосплавной.
При многопроходном нарезании остроугольной резьбы резцами обазование профиля резьбы может осуществляться по трем
схемам: a) профильной - c радиальной подачей резца; 6) генераторной -с подачей резца под углом к оси заготовки; в) комбинированной, состоя¬щей из подачи под углом при черновой обработке и радиальной подачи -при чистовой обработке.

Стержневые резцы обычно имеют небольшой запас на переточку и их установка относительно заготовки связана c определенными труднотями, которые не возникают при использовании фасонных призматиче¬ских и круглых резьбонарезных резцов.Призматические резцы крепятся в стержневой державке c наклоном под углом α, который достигает 15°. C целью снижения сил резания передний угол γ устaнaвливaют в зависимости от свойств обрабатываемого материала. Если угол γ > 4, то при расчете профиля режущей части в сечении, перпендикулярном к задней грани, вводят коррекцию на винтовое положение обработанных поверхностей канавки резьбы.
Круглые резцы более технологичны в изготовлении, чем призматические, но имеют меньший запас на переточку и менее жесткое крепление. Для создания задних углов центр резца устанавливается выше центра заготовки. Расчет профиля таких резцов подобен расчету
круглых фасонных резцов c учетом коррекции.
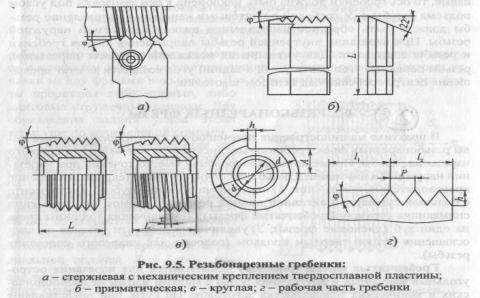
Гребенки - это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб c мелким шагом, т.е. резьб c небольшой высотой профиля. Режущая часть гребенок состоит из за¬борной части длиной l1, заточенной под углом φ к оси и калибрующей части l2: 11 = (1,5...2,0)P, l2 = (3...6)P, где Р-шаг резьбы Угол заборной части ф = 25...30°, благодаря чему нагрузка распре деляется между несколькими режyщими кромками зубьев. Поэтому число рабочих ходов при нарезании резьбы уменьшается в 2...3 раза по сравнению c резьбовыми peзцaми. Стержневые гребенки можно изготавливать цельными или c механически закрепляемыми специальными твердосплавными пластинами.
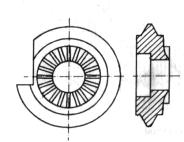
Круглые гребенки могут быть двух типов: 1) c кольцевыми витками; 2) c винтовыми витками. Они используются как для нарезания наружной, так и внутренней резьбы. При этом если канавки кольцевые, то ось гребенки должна быть наклонена к оси заготовки под углом подъема резьбы τ. Y гребенок c винтовыми канавками направление резьбы должно быть обратное направлению витков нарезаемой наружной резьбы. При нарезании внутренней резьбы направления витков гребенки и резьбы совпадают. Для уменьшения искажения профиля нарезаемой
резьбы передний угол равен γ = 0, a задний угол создается за счет превышения центра гребенки над центром заготовки.