

§ 34. Закрепление заготовок и зажимные устройства приспособлений.
Основное назначение зажимных устройств приспособлений — обеспечение надежного прижатия заготовки к установочным элементам и предупреждение ее смещения в процессе обработки. В ряде случаев зажимные устройства выполняют функцию центрирующе-зажимных устройств (самоцентрирующие патроны, цанги и пр.).
При различных методах обработки на заготовку могут действовать силы резания и объемные силы (центробежные, инерционные, вес заготовки). Силы резания в процессе обработки изменяются по величине, направлению и месту приложения. При затуплении инструмента они возрастают на 10—30% и более. Объемные силы сопоставимы с силами резания при чистовой обработке.
Для расчета сил зажима Q нужно знать условия обработки, т. е. величину, направленность и место приложения сил, сдвигающих заготовку, а также схему ее установки и закрепления. Расчет сил зажима в первом приближении сводится к задаче статики на равновесие заготовки под действием приложенных к ней внешних сил, т. е. сил резания, сил зажима и реакций опор. При расчетах следует ориентироваться на такую стадию изменения сдвигающих сил и моментов, при которой силы зажима получаются наибольшими.
Если величина Q оказывается больше Q’ , найденной из условия точности выполнения операции, то необходимо внести коррективы в ее построение (изменение схемы установки и закрепления заготовки, изменение условий выполнения операции).
Для уменьшения сил зажима следует по возможности сдвигающим силам противопоставлять жесткие установочные элементы приспособления. Рассмотрим основные схемы расчета зажимных сил:
1. Силы обработки (рис. 83, а) направлены против опор (компонент Р1) и одновременно стремятся сдвинуть заготовку в боковом направлении (компонент Р2).Из условий статики
P2 (Q+P1)f2+Qf1
Здесь f1 и f2 — коэффициенты трения между заготовкой и зажимными и установочными элементами. Вводя коэффициент запаса > 1, получим
Q=(P2-f2P1)/(f1+f2), (123)
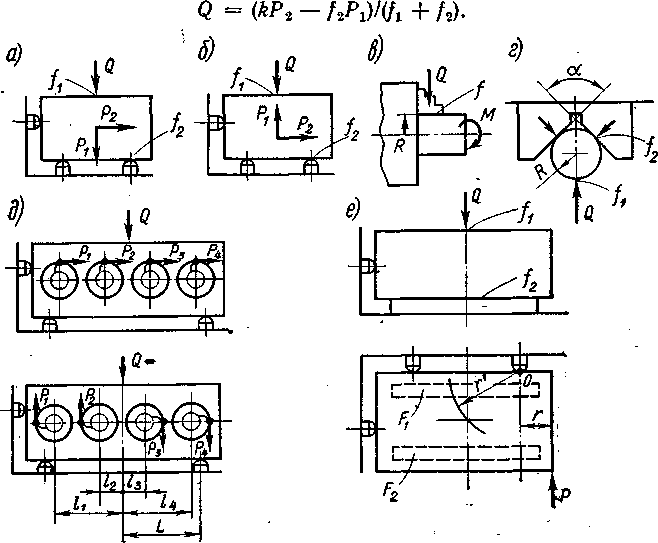
Рис. 83
2. Для схемы на рис. 83, б
Q=(P2+f2P1)/(f1+f2), (124)
3. При закреплении заготовки в трехкулачковом патроне (рис. 83, в) силу зажима на одном кулачке находим по формуле
Q=M/(3fR), (125)
где М — момент резания; f — коэффициент трения между заготовкой и кулачками; R — радиус заготовки.
4. На цилиндрическую заготовку диаметром 2R в призме с углом (рис.83, г) действует момент резания М. Этот момент воспринимается
моментом трения на боковых плоскостях призмы и в месте контакта с заготовкой зажимного элемента. Условие равновесия —
M=f1RQ+f2RQ1/(sin/2),
Отсюда
Q=M/(f1R+f2R/sin/2). (126)
5. В заготовке одновременно растачиваются несколько отверстий однорезцовыми скалками (рис. 83, д). В зависимости от взаимного углового положения резцов может возникнуть максимальная сдвигающая сила
Р = P1 + Р2 + Р3 + Р4 или наибольший суммарный момент
M=P1l1+ P2l2+ P3l3+ P4l4 В первом случае
Q=P/(f1+f2). (127) Во втором случае
Q=M/L (128)
Из найденных величин принимается большее. Для уменьшения силы зажима следует вращение отдельных шпинделей давать в другом направлении.
6. При установке заготовок на плоские планки (рис. 83, е) сила резания Р стремится повернуть заготовку вокруг опоры О. Момент силы Р должен уравновешиваться моментом сил трения, возникающих на поверхностях заготовки с планками и зажимным устройством.
Pr=MTP. (129)
Если сила Q приложена в центре тяжести опорных поверхностей планок и давление q постоянно, то момент трения в общем виде
![]() (130)
Здесь
F1
и F2
— площадь
опорных поверхностей планок;
(130)
Здесь
F1
и F2
— площадь
опорных поверхностей планок;
q=Q/(F1+F2).
Приведенные примеры иллюстрируют методику расчета зажимных сил. В ряде случаев при расчете приходится принимать во внимание упругие свойства установочных и зажимных устройств [5]. При выполнении расчетов можно принимать следующие значения коэффициентов трения f: установка заготовки обработанной поверхностью на плоские элементы — 0,16; установка черными поверхностями на элементы со сферической головкой — 0,180,30; установка на рифленые элементы — 0,7 и выше. Выбор коэффициента запаса следует производить с учетом условий обработки и закрепления заготовки. Его величину можно представить произведением первичных коэффициентов
=0123….6 ,
где 0— гарантированный коэффициент запаса, его рекомендуется во всех случаях брать равным 1,5; 1 учитывает неровности на обрабатываемой
поверхности, приводящие к увеличению силы резания; при черновой обработке — 1,2, при чистовой и отделочной 1 — 1,0; 2 учитывает увеличение сил резания от затупления инструмента; 2 = 1,0 —1,8 (большие значения при фрезеровании и протягивании); 3 учитывает условия обработки при прерывистом резании, в этом случае 3 — 1,2; 4 характеризует стабильность развиваемой зажимной силы, для ручных зажимных устройств 4 = 1,3, для пневматических, гидравлических и других устройств, развивающих постоянную силу зажима, 4 = 1,0; 5 характеризует только ручные зажимные устройства, при удобном расположении рукоятки 5 = 1,0, при неудобном
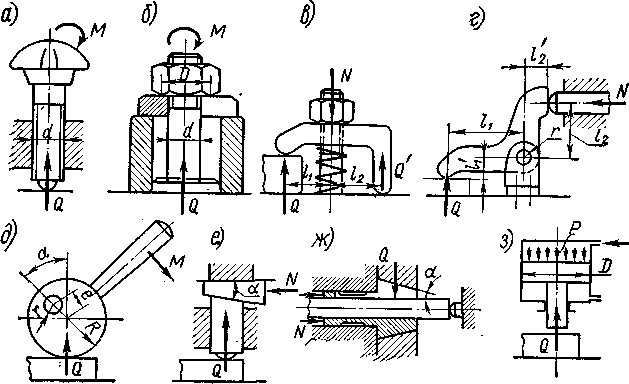
Рис. 84
5 = 1,2; 6 учитывает только наличие моментов, стремящихся повернуть заготовку на базовой плоскости, при установке на точечные опоры 6 =1,0, при установке на планки 6 = 1,5 (учитывается нестабильность расположения точек контакта).
По найденной силе Q рассчитывают зажимные устройства приспособлений. Зная силу Q, можно выбрать схему зажимного устройства с ручным приводом, считая, что усилие на рукоятке не должно превышать 15 кГ. По силе Q можно найти силу на штоке пневматического и гидравлического приводов, а по ней диаметр цилиндра при заданном давлении рабочей среды. Расчеты носят силовой характер. В ряде случаев рассчитывают или проверяют размеры отдельных деталей зажимных систем на прочность. При выборе зажимных устройств следует в максимальной степени использовать существующие стандарты и нормали.
Зажимные устройства должны быть простыми, надежными в работе и удобными в обслуживании. Закрепление и открепление заготовок должно производиться с минимальной затратой сил и времени рабочего. Зажимные устройства должны обеспечивать равномерное закрепление всех заготовок в многоместных приспособлениях. Для повышения
точности обработки предпочтительны устройства, обеспечивающие постоянную силу закрепления.
В приспособлениях применяют следующие типы элементарных зажимных устройств: винтовые, эксцентриковые, рычажные, клиновые, реечно-рычажные с замками. Эти устройства могут применяться к различных сочетаниях, образуя более сложные зажимные системы.
В качестве силовых узлов применяют: пневмоцилиндры, пневмо-камеры с упругими элементами, гидроцилиндры, пневмогидравлику, электроприводы. Для непосредственного закрепления используют вакуумные, магнитные и электромагнитные плиты и патроны.
В качестве центрирующе-зажимных устройств применяют: цанги; оправки и патроны с тарельчатыми пружинами и гидропластмассовыми втулками; мембранные патроны и патроны с гофрированными втулками. Конструкции, расчет и примеры применения этих устройств приводятся в специальной литературе [5]. В табл. 15 и на рис. 84 даны расчетные зависимости для некоторых наиболее распространенных типов зажимных устройств.
Таблица 15
Формулы для расчета зажимных устройств
Вид зажимного устройства
|
Расчётные формулы |
Обозначения
|
Винт с нажимным сферическим концом (рис.84,а)
Винт с гайкой (рис.84,б)
Винтовой прихват (рис.84,в)
Рычажный зажимной элемент (рис.84,г) Эксцентриковый зажим (рис.84,д) Клиновой зажимной элемент (рис.84,е) Цанговый зажим с осевым упором (рис.84,ж) без осевого упора Пневматический зажим прямого действия (рис.84,з) |
M=Qrсрtg(+); M0.1dQ
M=Q[rсрtg(+)+(f/3)(D3--d3)/(D2-d2)]
N=Q(l1+l2)/l2
N=(l1+l1’f1+0.96)/(l2-l2’f2—0.4) (при l2l1)
M=Q[Rsin++esin(+)]
N=Qtg(+2)
N=Q[tg(+)+tg’] N=Qtg(+)
|
Q – необходимая сила закрепления заготовки; M – момент на винте для обеспечения силы закрепления; rср – средний радиус резьбы; - угол подъёма резьбы; - угол трения; d – диаметр резьбы;
f – коэффициент трения; D – диаметр опорной поверхности гайки; l1l2 - плечи прихвата; - радиус круга трения цапфы e – эксцентриситет эксцентрика; Dц – диаметр цилиндра; P – давление сжатого воздуха; - к.п.д. цилиндра (=0,850,9 ) |