

8. Роторные ал. Компоновка, характеристика и область применения
По структуре роторные АЛ, используемые в массовом производстве, имеют существенные отличия от АЛ, скомпонованных из АС и других станков, соединенных транспортной системой. Роторные АЛ комплектуются из роторных автоматов, в которых все технологические операции выполняются в процессе непрерывного транспортного движения обрабатываемой заготовки вместе с инструментом. Траектория транспортного перемещения изготавливаемой детали по всем станкам обеспечивается транспортными роторами. Высокая производительность роторных АЛ обеспечивается числом позиций роторных автоматов и частотой вращения роторов.
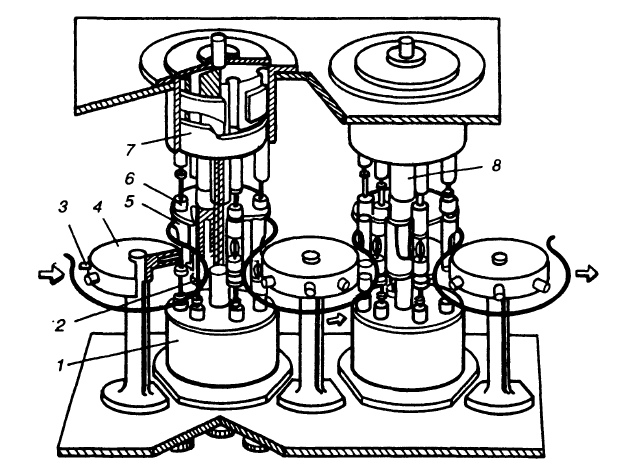
Роторная АЛ (рис. 3) состоит из многошпиндельных роторных станков-автоматов 7, которые связаны между собой транспортными роторами 4, выполняющими посредством клещей загрузку заготовок на первый автомат, их передачу между автоматами выгрузку готовых деталей. В роторном автомате заготовки переносятся толкателями 2 из клещей в патроны 6 рабочих шпинделей. Шпиндели совместно с суппортами 5 и закрепленным на них режущим инструментом смонтированы на барабане, который медленно вращается на центральной неподвижной колонне 8. Суппорты получают необходимые перемещения через тяги от неподвижного копира 7.
9. Загрузочные устройства ал.
По месту расположения автоматические загрузочные устройства подразделяются на встроенные, являющиеся неотъемлемыми частями автоматов и работающие от общего привода (рис. 4, а), и на расположенные около автоматов и между участками АЛ, работающие от самостоятельного привода (рис. 4, б). По характеру подачи заготовок загрузочные устройства разделяют на устройства непрерывного (р. 4, г) и циклического действия (рис. 4, в). Они имеют механический, гидравлический или пневматический привод.
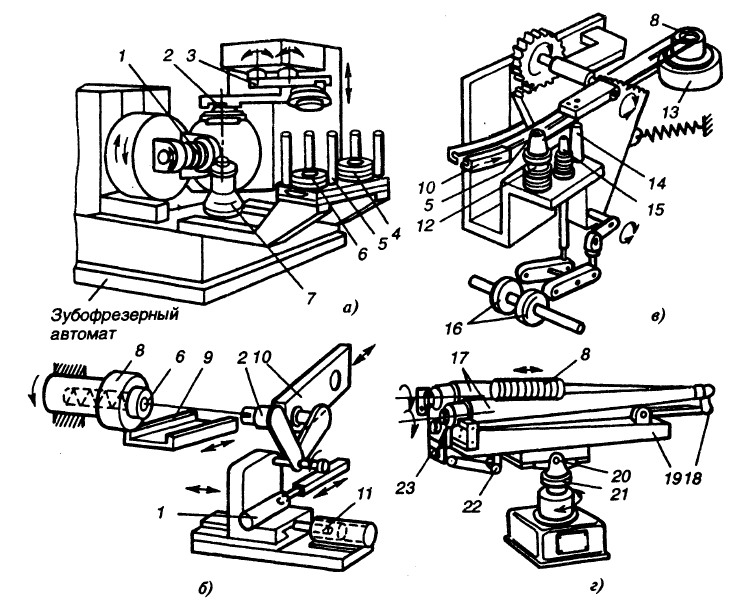
Загрузочные устройства осуществляют накопление и выдачу заготовки, полуфабрикатов или изделий в ориентированном положении и состоят из емкости и целевых механизмов: захвата; отсекателя; сбрасывателя; привода. В зависимости от метода накопления устройства подразделяют на бункерные, магазинные и штабельные. В бункерных устройствах объекты производства в емкости находятся в неориентированном положении. Посредством специального механизма они ориентируются и выдаются из бункерного устройства. В магазинных устройствах объекты производства размещаются в емкости в ориентированном положении в один ряд , а в штабельных устройствах — в несколько рядов или слоев.
Загрузочные устройства по конструкции подразделяют на цепные, фрикционные, трубчатые, дисковые и лотковые. Заготовки могут перемещаться в бункере или магазине под действием цепи, подающего диска, толкателя вращающихся щеток вибрационного механизма и других механизмов, а также под действием сил гравитации (массы). Перемещение заготовок может быть прерывистым и непрерывным.
Транспортные системы ал. Классификация транспортных систем.
Транспортные системы автоматической линии представляют собой комллекс различных устройств, предназначенных для передачи обрабатываемых деталей с одной операции на другую.
Системы классифицируются по различным признакам:
1. По характеру транспортной связи между технологическим оборудованием АЛ различают транспортные системы: синхронные (жесткие) и несинхронные (гибкие). Для сокращения простоев оборудования в АЛ с жесткой связью применяют конвейеры с управляющими собачками , выполняющими небольшое межоперационное накопление объектов производства между станками. В АЛ с гибкой связью, которые используют в основном для обработки заготовок тел вращения, чаще всего используют транспортные системы в виде цепных, роликовых, винтовых, вибрационных конвейеров , подъемников , лотков. При гибкой связи координация перемещений объектов производства в АЛ отсутствует.
2. По характеру перемещения объектов производства в АЛ различают транспортные устройства циклического и непрерывного действия.
3. По способу перемещения объектов производства транспортные системы подразделяют на системы с перемещением под действием силы гравитации, с принудительным перемещением и с перемещением смешанным способом.
4. По целевому назначению транспортные системы подразделяют на системы межоперационного и межстаночного обслуживания и для удаления отходов — стружки .
Механизмы изменения ориентации АЛ выполняют поворот заготовок на 90° и 180°. Для изменения ориентации корпусных заготовок используют барабаны для поворота вокруг горизонтальной оси, столы для поворота вокруг наклонной оси. Изменение ориентации заготовок тел вращения происходит при их транспортировании в лотках.