

10. Задачи, решаемые при обеспечении точности размерных цепей
При расчете размерных цепей решаются 2 задачи:
1. по известным номинальным размерам и предельным отклонениям составляющих звеньев определить номинальный размер и предельные отклонения замыкающего звена.
2. по известным номинальным размерам составляющих звеньев и замыкающего звена и допуску замыкающего звена определить предельные отклонения составляющих звеньев.
При расчёте размерной цепи решают две задачи.
1. Прямая (конструкторская) задача — заданы параметры, номинальные значения, допустимые отклонения и т.д. замыкающего звена, а требуется определить параметры составляющих звеньев.
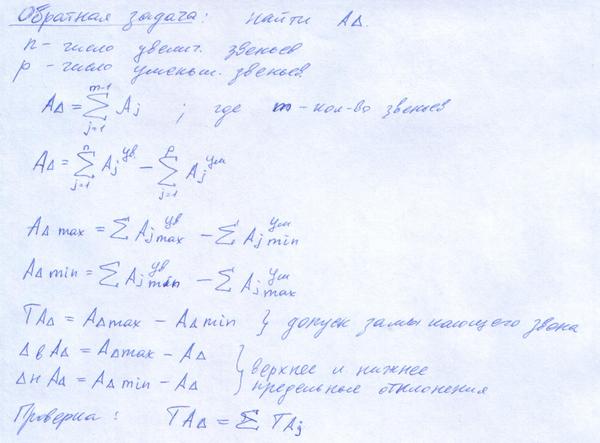
2. Обратная (проверочная) задача — известны параметры составляющих звеньев, требуется определить номинальный размер, допуск и предельные отклонения замыкающего звена.
Обе эти задачи решаются:
1) методом расчёта на максимум-минимум;
2) вероятностным методом.
Метод расчёта на максимум-минимум учитывает только предельные отклонения звеньев размерной цепи и самые неблагоприятные их сочетания.
Вероятностный метод расчёта учитывает рассеяния размеров и вероятность различных сочетаний отклонений составляющих звеньев размерной цепи.
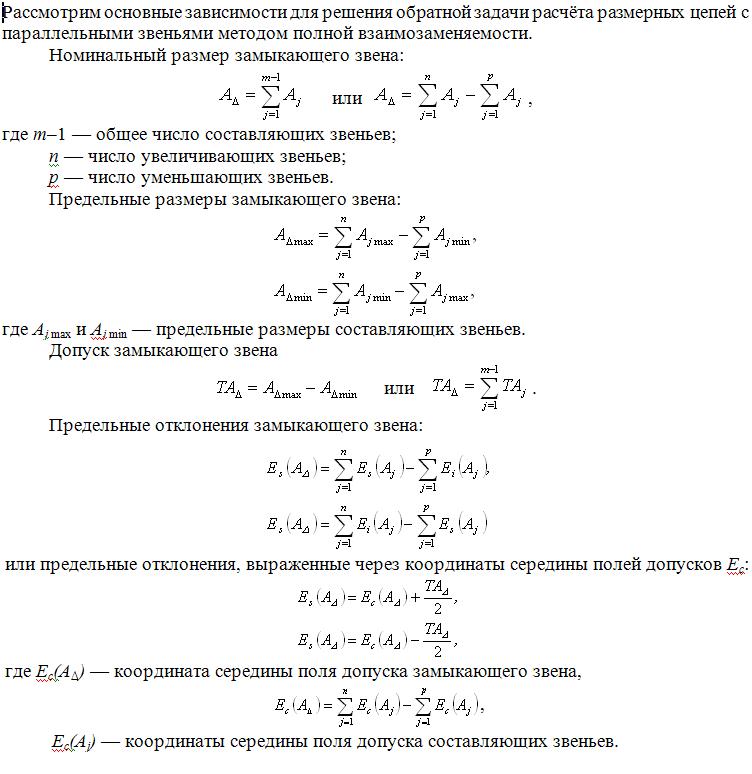
11. Расчет точности размерных цепей при обеспечении полной взаимозаменяемости (расчет на максимум-минимум)
Обеспечивает полную взаимозаменяемость при этом учитывается что при изготовлении и сборке изделий все звенья будут иметь наибольшие или наименьшие размеры при их самом выгодном сочетании, например увеличивающие звенья с наибольшими размерами, а уменьшающие с наименьшими или наоборот.
12. Сравнительный анализ расчета на максимум-минимум и вероятностного методов
Вероятностный метод расчета по сравнению с расчетом на максимум-минимум позволяет назначать на составляющие размеры более широкие допуски при одинаковых допусках исходных размеров или уменьшать допуски на замыкающие размеры при одних и тех же допусках составляющих размеров. Это способствует снижению стоимости изделий при сохранении требуемого качества.
13. Точность формы. Отклонение формы. Профиль. Прилегающая поверхность (профиль). Прилегающий цилиндр
Отклонение формы поверхности называется отклонение формы реальной поверхности от формы номинальной поверхности. Номинальная поверхность – идеальная поверхность, номинальная форма которой задан чертежом.
Прилегающая поверхность – поверхность соприкасающаяся с реальной поверхностью и расположенная вне материала детали так чтобы отклонение от нее наиболее удалённой точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
Под отклонением формы поверхности (или профиля) понимают отклонение формы реальной поверхности (реального профиля) от формы номинальной поверхности (номинального профиля).
Профилем называется линия пересечения поверхности с плоскостью или заданной поверхностью.
При анализе точности формы и расположения поверхностей различают:
- реальные профили, поверхности, реальное расположение поверхностей, которые образуются в результате изготовления деталей на станках;
- номинальные профили, поверхности, номинальное расположение поверхностей, заданные на чертеже.
В основу нормирования отклонений формы и расположен поверхностей положен принцип прилегающих прямых, профилей, плоскостей, поверхностей, прилегающих цилиндра и окружности.
Прилегающей называется прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение. Это понятие относится и к прилегающему профилю, и к прилегающей плоскости.
Прилегающим цилиндром называется цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности или максимального диаметра, вписанный в реальную внутреннюю поверхность. Это понятие относится также и к прилегающей окружности. Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадках с нулевым зазором.