

5. Особенности конструкции изданий в обложках, газет и листовых изданий.
Обложка — это внешнее покрытие книжно-журнальных изданий, соединяемое с книжным блоком без форзацев. К изданиям в обложках можно отнести брошюры, журналы и книги в обложках. Издания в обложках предназначены обычно для малого срока службы. Они могут быть различными по объему и имеют два элемента: блок и обложку.
Блоки в изданиях до 80 страниц состоят из одной или нескольких тетрадей, вложенных одна в другую (комплектовкавкладкой, рис. 4, а), а обложка при сшивании изданий скрепляется с блоком чаще всего металлическими скобами. Блоки в более объемных изданиях комплектуются из тетрадей, накладываемых последовательно одна на другую (рис. 4, б), т. е. подборкой. В этом случае обложка приклеивается только к корешку блока или к корешку и частично к первой и последней страницам блока.
Книжный блок может быть сформирован вкладкой или подборкой.
Обложка чаще всего состоит из одной детали, иногда из трех (составная с окантованным корешком).
Газеты выпускаются самыми различными тиражами в строго установленные дни недели и время суток (по точному часовому графику). Механизация и автоматизация газетного производства в полиграфии самая высокая.
Газета состоит из 1–2 и более листов, сложенных друг с другом и сфальцованных в один или два сгиба, в сфальцованном виде объем от 2 до 32 и более полос. Наиболее распространены четырех- и шестиполосные газеты. Из-за особенностей печати и фальцовки на печатных машинах некоторые газеты могут получаться не обрезанными по верхнему краю.
В газете сохранены такие элементы, как колонцифры, колонтитулы. Название газеты служит титулом и помещается на первой странице в верхней части. Выходные сведения помещаются на последней полосе. Текст на полосе располагается в виде колонок, число которых (от четырех до восьми) зависит от формата газеты.
Самостоятельные листовые издания выпускаются в виде отдельных, не скрепленных между собой листов различного формата, запечатанных с одной или с двух сторон чаще всего несколькими красками. Многие после печатания подвергаются дополнительной отделке.
6. Общая характеристика способов печати. Основные виды и способы печати.
В полиграфическом производстве применяют три основных (классических) вида печати: плоская, высокая, глубокая. Они отличаются друг от друга принципом разделения печатающих и пробельных элементов на печатной форме (т.е. в зависимости от их расположения).
|
|
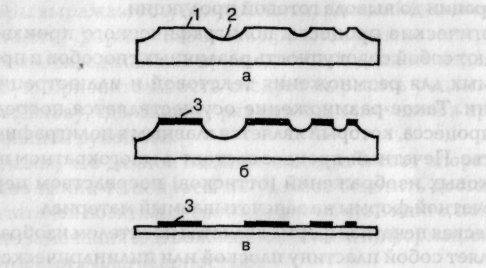
Печатные формы высокой (типографской) печати имеют пространственное разделение печатающих и пробельных элементов (рис. 6): рельефные печатающие элементы 1 находятся в одной плоскости, а пробельные 2 углублены на различную величину в зависимости от их площади. Т. к. поверхность всех печатающих элементов лежит в одной плоскости, то в процессе печатания они покрываются равномерным по толщине красочным слоем. На всех участках оттиска толщина красочного слоя получается практически одинаковой. |
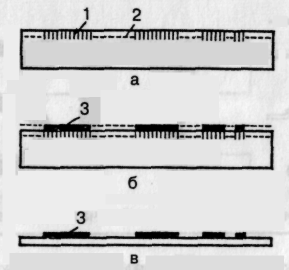
На форме плоскойпечати печатающие и пробельные элементы практически расположены на одном уровне (рис. 7), но имеют разные физико-химические свойства.
|
Печатающие элементы олеофильны (жировосприимчивы) игидрофобны, пробельные элементы гидрофильны (влаговосприимчивы) и олеофобны. Известно, что жир и вода в обычных условиях не смешиваются друг с другом. Это свойство и использовано для образования печатающих и пробельных элементов. Гидрофобность печатающим элементам и гидрофильность пробельным элементам придают в процессе изготовления форм. Перед нанесением краски форму увлажняют спец. водным (реже — спиртовым) раствором, который смачивает только гидрофильные пробельные элементы. Затем наносят печатную краску, содержащую жирные кислоты, которая закрепляется только на печатающих элементах, так как они жировосприимчивы, и не остается на воспринимающих воду пробельных элементах, которые отталкивают жирную краску. После наката краски подается бумага и посредством давления получается оттиск. Т. к. печатающие элементы находятся в одной плоскости, они покрываются равномерным по толщине слоем краски и толщина красочного слоя на всех участках оттиска одинакова. |
|
|
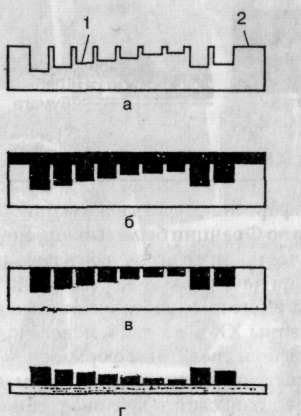
Формы глубокой печати также имеют пространственное разделение: печатающие элементы углублены по отношению к пробельным на различную или одинаковую величину (рис. 8). Они представляют собой отдельные ячейки очень малой площади, разделенные между собой тонкими перегородками (независимо от характера изображения, т. е. как изображение, так и текст растрированы.). Эти перегородки и собственно пробельные элементы возвышены и находятся на одном уровне (их верхняя поверхность). Печатная форма глубокой печати обычно изготавливается на цилиндре.
|
В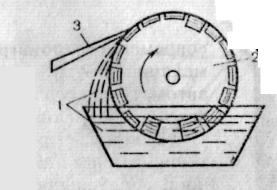 процессе печати маловязкая краска
сначала наносится в избыточном количестве
на всю поверхность вращающейся формы.
Затем специальный упругий нож (ракель),
скользя по поверхности пробельных
элементов формы (в том числе — перегородок),
удаляет полностью краску с пробельных
и избыток с печатающих элементов. Т. о.
краска остается только в ячейках. Ее
толщина на оттиске в зависимости от
глубины ячеек формы может быть различной.
Печатная форма изготавливается
непосредственно на медном слое формного
цилиндра. Изображение на форме зеркальное.
процессе печати маловязкая краска
сначала наносится в избыточном количестве
на всю поверхность вращающейся формы.
Затем специальный упругий нож (ракель),
скользя по поверхности пробельных
элементов формы (в том числе — перегородок),
удаляет полностью краску с пробельных
и избыток с печатающих элементов. Т. о.
краска остается только в ячейках. Ее
толщина на оттиске в зависимости от
глубины ячеек формы может быть различной.
Печатная форма изготавливается
непосредственно на медном слое формного
цилиндра. Изображение на форме зеркальное.