

24. Формы высокой печати.
Верхние участки печатных элементов форм высокой печати расположены в одной плоскости. Пробельные элементы углублены с таким расчетом, чтобы на них не попадала краска, наносимая упруго-эластичными валиками на форму в процессе печати (ни красочные валики, ни бумага не касались бы дна пробельного элемента в процессе печатания). Для выполнения оптимального печатного процесса требуется не только необходимая глубина пробельных элементов, но и определенный трапециевидный профиль печатающих элементов
Есть разные способы получения форм высокой печати:
получение металлических печатных форм травлением;
получение фотополимерных печатных форм (ФПФ);
получение ПФ фотоэлектронным и лазерным гравированием (поэлементная запись).
Два первых способа изготовления оригинальных форм связаны с форматной записью информации копированием с негативов на формную пластину. В зависимости от типа пластин пробельные элементы углубляют химическим травлением металла или удалением незаполимеризованных участков.
В первом случае, формная пластина (цинковая или магниевая) с копировальным слоем экспонируется через негатив. В результате действия света копировальный слой становится нерастворимым в воде и является основой печатающих элементов. Затем пластину проявляют (вымывание растворимых участков негативного копировального слоя, не подверженных действию света) и проводят травление формы раствором азотной кислоты для получения нужной глубины пробелов (частичное растворение металла на пробельных участках) и удаляют остатки копировального слоя.
Для получения печатных форм гравированием используются электронно-гравировальные и лазерные автоматы: световой поток, отраженный от оригинала преобразуется в электрический сигнал, управляющий гравирующим устройством с резцом, резец механически удаляет часть формного материала в виде узких бороздок (линейное гравирование) или ячеек прямоугольной формы (точечное гравирование). Глубина погружения резца и образующаяся площадь печатающих элементов зависят от тональности оригинала. Чем светлее его участки, тем глубже погружается резец, тем меньше площадь печатающих элементов. В этом случае углубления получаются в виде квадратных пробельных элементов разной глубины и площади.
Наибольшее распространение получили фотополимерные формы.
Фотополимерные пластины для высокой печати состоят из нескольких слоев:
защитная пленка предохраняет фотополимеризующийся слой от действия света и удаляется только при изготовлении формы;
фотополимеризующийся слой состоит из фотополимерной композиции (ФПК), толщина 0,4–1 и более мм,чувствительнй к УФ-лучам с длиной волны 360–370 нм;
подложка — основа для рельефа, м.б. выполнена из различных материалов
Бывают жидкие (текучие) ФПК твердые ФПК (в воздушно-сухом состоянии).
Изготовление печатной формы: печатная пластина состоит из фотополимеризующегосяматериала который прочно скреплён с основой. Под воздействием ультрафиолетового излучения на ФПК происходит полимеризация. При этом твердые ФПК становятся нерастворимыми в тех растворителях, в которых они растворялись до облучения, а жидкие ФПК переходят в твердое также нерастворимое состояния. Реакция фотополимеризации протекает не только у поверхности, но и развивается на глубину, достаточную для образования рельефа высокой печати. В результате экспонирования ФПК через негативы в толщине его формируются рельефные печатающие элементы, пробельные элементы образуются в итоге последующего удаления незаполимеризованного материала.
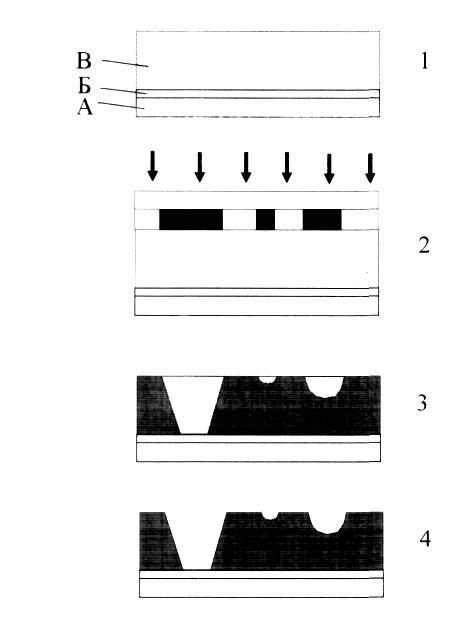
Рис. Получение ФПФ на основе твердой ФПК |
1 — фотополимеризующаяся пластина (А — металлическая или пластмассовая подложка, Б — адгезионный слой, В — слой твердой ФПК); 2 — экспонирование через негатив. (Происходит фотополимеризация под прозрачными участками негатива по всей толщине ФПК) 3 — после экспонирования; 4 — проявление (вымывание незадубленного слоя). Во время основного экспонирования засвеченные места задубливаются, незасвеченные места остаются в неполяризованном состоянии и нестойки к действию растворителя. Чем меньше площадь экспонируемых участков, тем меньше впоследствии глубина рельефа. Т. к. диффузия света распространяется еще и в стороны, а в нижней части она увеличивается за счет отражения от подложки (промежуточного слоя), печ. элементы приобретают трапециевидную форму.
|
Перед основным экспонированием проводят предварительное (кратковременное) освещение слоя ФПМ источниками УФ излучения вызывает в слое химические реакции, связывающие кислород. Это увеличивает светочувствительность слоя и повышает качество фотополимерных печатных форм.
Экспонирование проводят в экспонирующих устройствах, принцип работы которых аналогичен работе копировальных устройств, используемых для форм плоской офсетной печати.
Экспонирование жидких фотоформы проводится в специальной копировальной установке, где ФПК заливают в специальную полость. Экспонирование проводят с двух сторон. Излучение, поступающее в слой со стороны негатива, формирует печатающие элементы, а излучение, поступающее с обратной стороны, образует основу печатной формы. Для таких форм имеется оборудование, выполняющее все операции в автоматическом режиме, в том числе и подготовку формного пакета.
В качестве печатной формы сегодня служат в основном вымывные фотополимеризующиеся пластины, причем предлагаются различные вымывные системы и различная глубина вымывания, связанные с различными материалами-основами. В качестве подложки используются сталь, алюминий или лавсан. В зависимости от типа формных пластин их толщина составляет примерно от 0,8 до 1,75 мм, а высота рельефа в зависимости от назначения и типа формы – от 0,2 до 0,67 мм.
Выбор подложки зависит от типа печатной пластины и вида запечатываемого материала. Гибкие формы монтируются на формных цилиндрах с помощью двусторонней липкой ленты, фотополимерные формы на алюминиевой подложке из-за жесткости лучше использовать на тигельных машинах. Формы на стальной основе используются для машин с магнитными цилиндрами.
Фотополимерные формы характеризуются простотой технологии изготовления, возможностью ее механизации и автоматизации, хорошее качество воспроизведения текста и изображения, тиражестойкость до 1 млн. оттисков.