

51. Изготовление печатных плат субтрактивным методом
Методы изготовления печатных плат подразделяются на субтрактивные, основанные на травлении фольгированного диэлектрика, аддитивные и полуаддитивные, основанные на селективном осаждении проводящего покрытия химическими и гальваническими методами.
Из субтрактивных методов наибольшее применение нашли химический негативный и комбинированный позитивный. В зависимости от способа создания защитного рисунка химические методы подразделяются на сеточнохимический и фотохимический. Сеточно-химический метод основан на получении защитного рисунка при помощи специальной кислотостойкой краски, наносимой на поверхность печатной платы через сетчатый трафарет. Метод отличается простотой используемого оборудования, высокой производительностью. Недостатками метода являются ограниченная разрешающая способность (не более 2 лин/мм), искажения наносимого рисунка в результате деформации трафарета, быстрый износ трафарета, невозможность получения металлизированных отверстий.
При фотохимическом методе защитный рисунок получают при помощи специального светочувствительного материала - фоторезиста, наносимого на поверхность платы. В тех местах, где фоторезист был облучен через фотошаблон ультрафиолетовым светом, в результате фотополимеризации образуется защитная нерастворимая структура. Так как используемый при экспонировании фотошаблон является обратным по отношению к создаваемому слою проводников на печатной плате, метод получил название негативного. Разрешающая способность фотохимического метода примерно в два раза выше, чем у сеточнохимического.
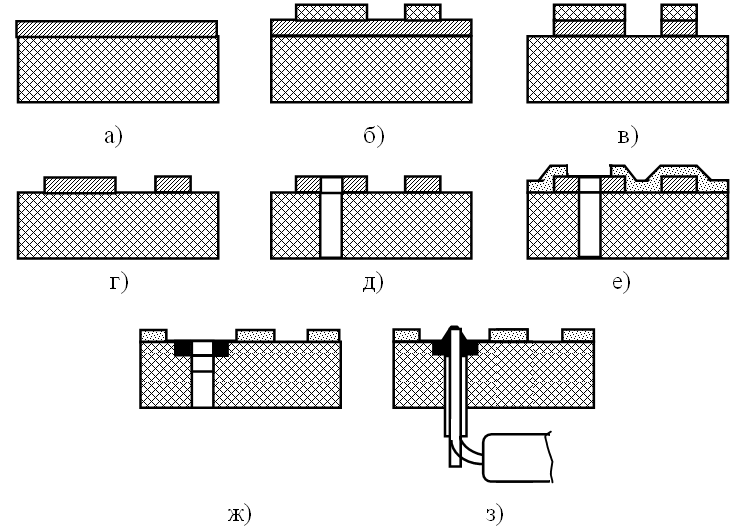
Последовательность основных операций изготовления печатных плат химическим негативным методом
а – заготовка из фольгированного диэлектрика; б – нанесение фоторезистивного печатного рисунка; в – травление фольги; г – удаление фоторезиста; д – сверление отверстий; е – нанесение лаковой (эпоксидной) маски; ж – облуживание контактных площадок; з – распайка элементов.
Изготовление печатных плат комбинированным методом
Методы изготовления печатных плат подразделяются на субтрактивные, основанные на травлении фольгированного диэлектрика, аддитивные и полуаддитивные, основанные на селективном осаждении проводящего покрытия химическими и гальваническими методами.
Комбинированные методы сочетают в себе химическое травление фольги исходного материала печатной платы и химическое осаждение и гальваническое наращивание слоя меди в отверстиях и на поверхности проводников, т.е. методы пригодны для изготовления двухсторонних печатных плат.
Аддитивные методы основаны на избирательном осаждении токопроводящего покрытия на диэлектрическое основание химическими или химико-гальваническими методами. При аддитивных методах толщина формируемого слоя меди составляет 15 – 25 мкм, ширина проводников 0,10 – 0,15 мм. Достоинствами методов являются значительная экономия меди, снижение загрязнения окружающей среды, лучшая равномерность и однородность получаемых элементов печатного монтажа. Применение методов в массовом производстве печатных плат ограничено низкой производительностью процесса химической металлизации, интенсивным воздействием электролитов на диэлектрик. При химическом осаждении меди скорость осаждения составляет 2 – 4 мкм/час. Более производительным является химико-гальванический полуаддитивный метод, при котором химическим способом выращивают тонкий (1 – 5 мкм) слой по всей поверхности платы, а затем его усиливают избирательно электролитическим осаждением.
Последовательность операций при аддитивном изготовлении печатных плат следующий:
нанесение адгезива на поверхность заготовки для обеспечения хорошей сцепляемости осаждаемого слоя меди с платой;
сверление отверстий;
нанесение рисунка проводников с помощью каталитических частиц активатора (PdCl2, SnCl2);
химическое меднение;
нанесение защитной лаковой или эпоксидной маски;
окончательная обработка (облуживание контактных площадок, обработка контура, маркировка).
Полуаддитивный метод включает в себя следующие операции:
подготовка поверхности для обеспечения адгезии (травление поверхности);
сверление отверстий;
активация и сенсибилизация всей поверхности;
химическое тонкослойное меднение;
формирование рисунка проводников сеткографией или фотопечатью;
гальваническое наращивание меди;
стравливание химической меди в незащищенных местах;
нанесение защитной лаковой или эпоксидной маски;
окончательная обработка (облуживание, обработка контура, маркировка ).