

Сверление и рассверливание отверстий
Назначение и инструменты. Сверлением можно получить отверстия точностью до 12-го квалитета и шероховатостью Rz≥80 мкм. Рассверливанием увеличивают диаметр ранее просверленного отверстия и при определенных условиях повышают его точность примерно на один квалитет.
В качестве режущих инструментов для рассматриваемых способов обработки используются преимущественно спиральные сверла.
Спиральное сверло(рис 51) представляет собой двузубый режущий инструмент, состоящий из рабочей части, шейки и хвостовика. Рабочая часть включает режущую и направляющую части.
На рабочей части сверла выполнены две стружечные канавки, винтовая форма которых облегчает выход стружки из отверстия. Для уменьшения трения о стенки отверстия спинки зубьев занижены, а вдоль каждого из них оставлены узкие направляющие ленточки. С этой же целью на направляющей части предусмотрена небольшая обратная конусность (0, 03-0, 12мм на каждые 100 мм длины). Для увеличения прочности сверла глубина стружечных канавок постепенно уменьшается по направлению к хвостовику.
Режущая часть имеет две режущие кромки, которые в центре соединяются перемычкой (поперечной кромкой). Передняя поверхность зубьев является частью винтовой поверхности стружечной канавки, а задняя - поверхностью конуса, образующегося при заточке сверла.
Хвостовики выполняются коническими (для сверл диаметром 6-80 мм) по размерам стандартных конусов Морзе или цилиндрическими - для сверл малых диаметров до 20 мм.
Сверла изготавливаются из быстрорежущей стали Р6М5, а также оснащаются твердым сплавом ВК8. Последние предусмотрены для сверления чугуна и труднообрабатываемых сталей. Кроме того, в целях экономии дорогостоящих быстрорежущих сталей хвостовики сверл диаметром свыше 6 мм выполняются из конструкционных сталей и привариваются к рабочей части сверла.
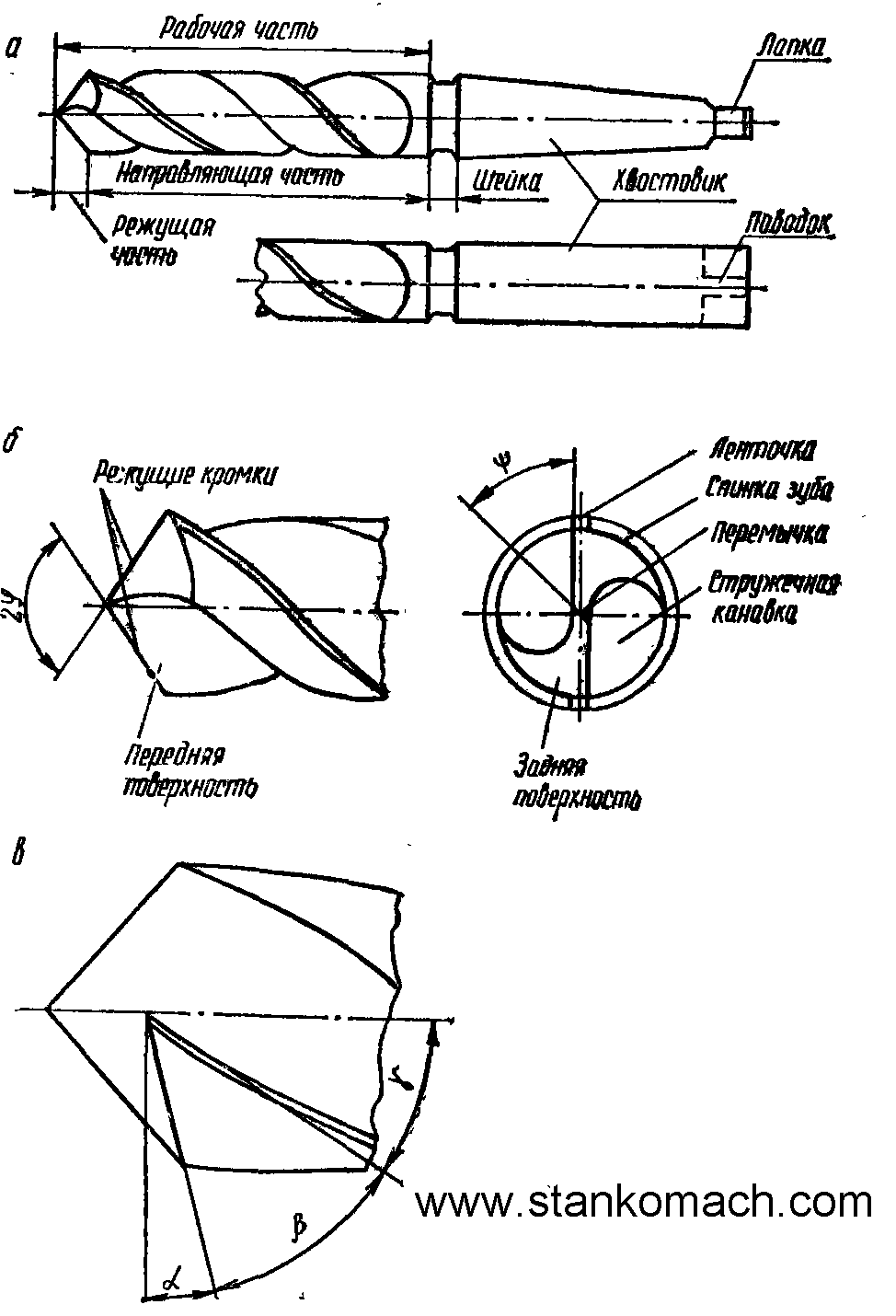
Рис 51. Спиральное сверло:
а - части; б -элементы; в - главные углы
Для создания благоприятных условий резания зубьям сверла придается форма клина, которая определяется главными углами» передним γ, углом заострения β и заднимα (см. рис, 51, в). Величина этих углов неодинакова для различных точек режущих кромок. Передний угол в связи с винтовой формой стружечной канавки имеет наибольшее значение (20-30°) у периферии сверла, а ближе к его оси постепенно уменьшается до отрицательной величины. Заднему углу заточкой по задним поверхностям придается также переменное значение для компенсации его уменьшения в работе: от 10-15° у периферии до 20-25° около оси.
Существенное влияние на сопротивление резанию оказывает угол при вершине сверла 2φ (см. рис 51, б). С уменьшением этого угла общее сопротивление резанию возрастает, а усилие подачи, действующее вдоль оси сверла, уменьшается. Для сверл общего назначения угол при вершине выполняется в пределах 116-118°.
Для улучшения направления сверла в отверстии и условий охлаждения режущих кромок применяются четырех ленточные спиральные сверла (рис 58, б). У таких сверл несколько увеличена толщина сердцевины, а на спинках каждого зуба выполнены по две направляющие ленточки. Образующиеся за счет этого дополнительные канавки позволяют жидкости свободно подходить к режущим кромкам, не встречая на своем пути раскаленную стружку. При применении таких сверл точность обработки отверстий несколько повышается, однако недостатки, присущие обычным спиральным сверлам(невысокая жесткость, наличие перемычки), остаются.
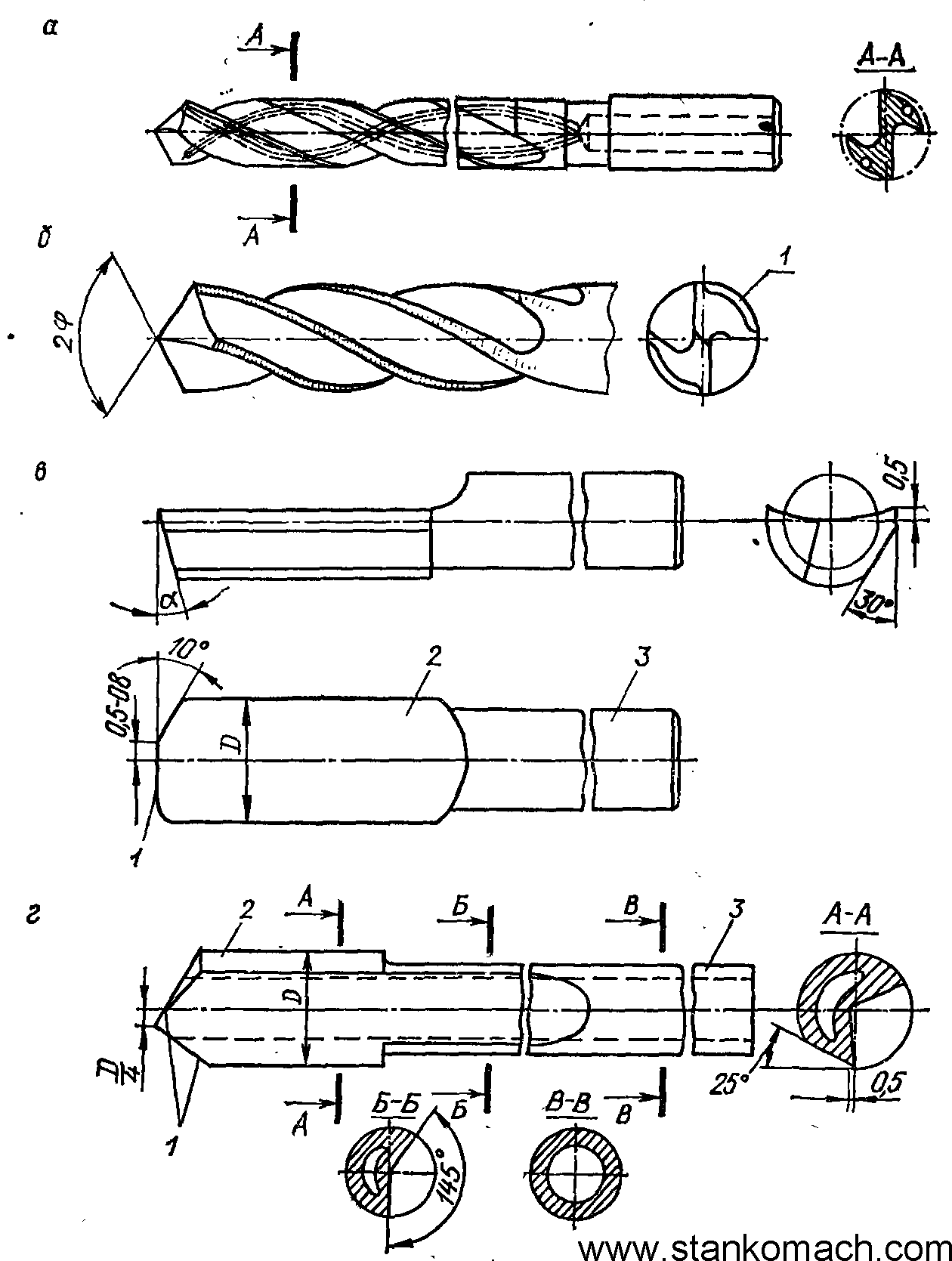
Рис 58. Сверла для глубокого сверления:
а - с каналами для охлаждающей жидкости; б - четырех ленточное; в - пушечное; г - ружейное
Глубокие отверстия повышенной точности обрабатываются пушечными и ружейными сверлами. Характерная особенность их конструкции - наличие одного зуба и большой направляющей поверхности.
Пушечное сверло (рис58, в) представляет собой круглый стержень с цилиндрическим хвостовиком 3. Для образования режущей кромки 1 и пространства для выхода стружки рабочая часть 2сверла срезана по радиусу, а для уменьшения трения о стенки отверстия создана небольшая обратная конусность на направляющей части. Недостатки таких сверл:затрудненный выход стружки из отверстия и недостаточно эффективное охлаждение режущей кромки.
Ружейное сверло (рис 58, г)обычно изготавливается из трубки быстрорежущей стали. По всей длине ее, за исключением хвостовика 3, провальцована угловая стружечная канавка. При этом внутри сверла образуется серпообразный канал, по которому подводится охлаждающая жидкость. Напорная струя жидкости, подаваемая под высоким давлением, не только интенсивно охлаждает режущую кромку, но и вымывает стружку из отверстия. Благодаря ломаной форме режущей кромки 1 широкая стружка разделяется и на дне отверстия образуется центрирующий конус, улучшающий направление сверла во время резания.