

Установка заготовок на станке
Установка в патроне и заднем центре применяется преимущественно для чернового обтачивания длинных валов.
Установку в центрах используют главным образом для чистового обтачивания валов, когда необходимо выдержать строгую соосность обрабатываемых поверхностей, а также в случаях последующей обработки детали на других станках с такой же установкой.
Применяемые приспособления. Приспособлениями называются устройства, предназначенные для установки и закрепления заготовок на станке или для расширения возможностей последнего.
Для рассмотренных выше способов установок пользуются токарными приспособлениями общего назначения: зажимными и поводковыми патронами, хомутиками, центрами.
Наибольшее распространение в практике работы токаря получили зажимные 3-кулачковые самоцентрирующие патроны (рис 23), в которых заготовка одновременно с закреплением центрируется по оси вращения. Такие патроны предусмотрены для закрепления круглых заготовок с относительно ровными поверхностями.
Патрон состоит из корпуса 4, трех кулачков 3 и 5, центрального зубчатого колеса 2 со спиральной нарезкой на торце, трехконических шестерен 1 с квадратными отверстиями под ключ. Если торцовым ключом вращать зубчатые колеса, то кулачки с помощью спиральной нарезки будут одновременно перемещаться радиально.
Патроны снабжаются комплектом прямых и обратных кулачков либо кулачками сборной конструкции.
Прямые кулачки 3 предназначены для закрепления заготовок небольшого диаметра «на зажим» или «на разжим» - заготовок с отверстиями. Обратные кулачки 5 используются для закрепления заготовок большого диаметра. Сборный кулачок состоит из собственно кулачка 6 и рейки 7, которые скрепляются винтами. Такие кулачки можно переставлять на рейках и использовать в качестве прямых или обратных.
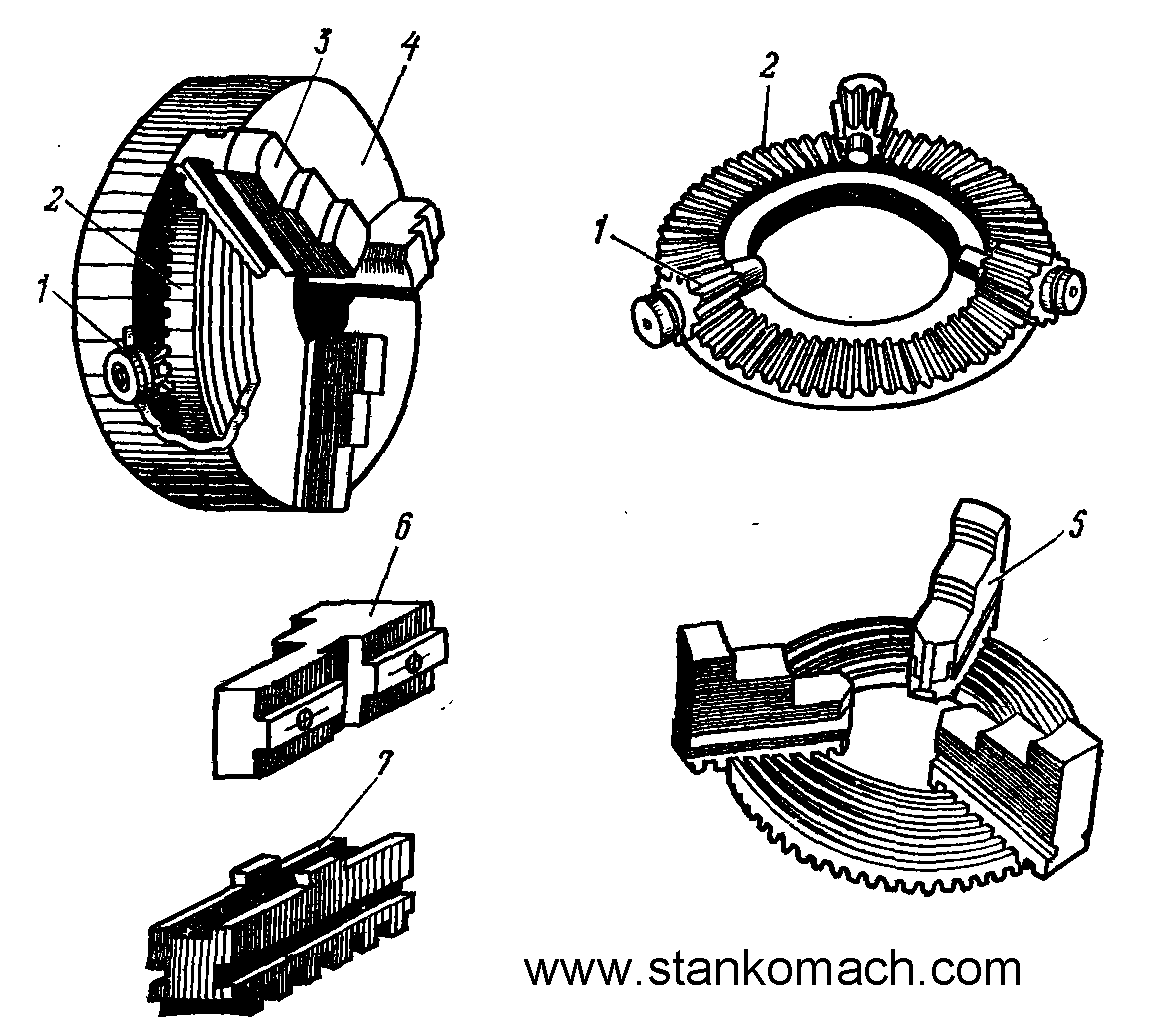
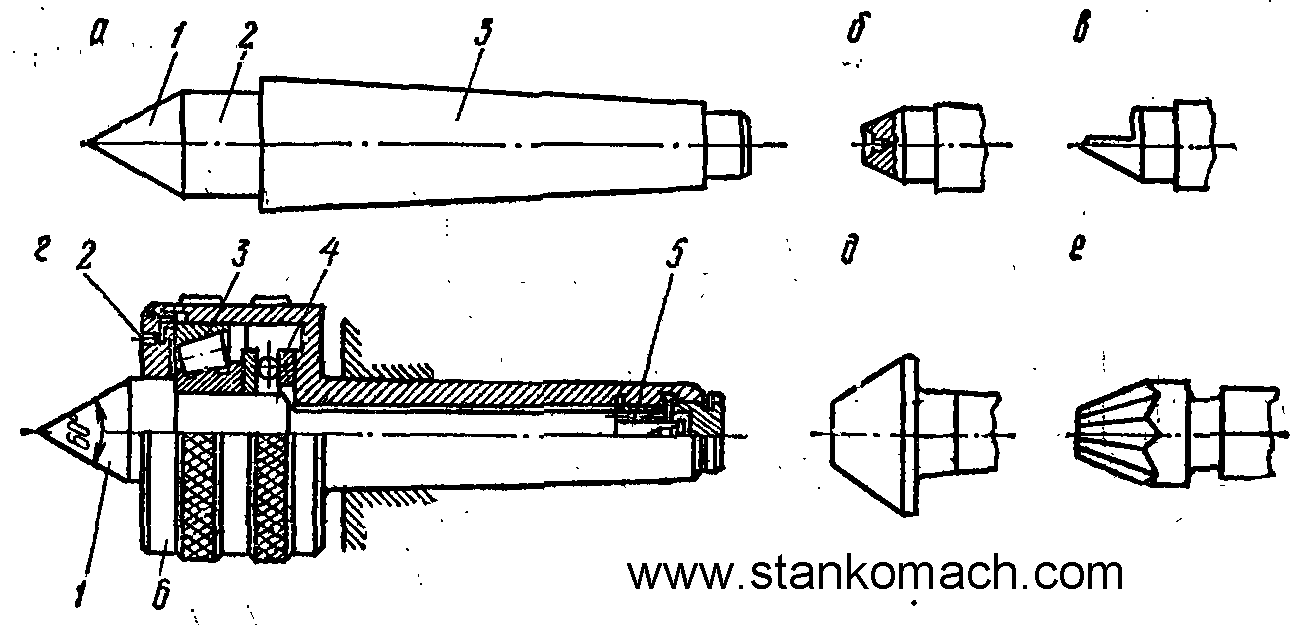
Рис 25. Токарные центры:
а - прямой;, б обратный; в - полуцентр; г - вращающийся; д - грибковый, е - рифленый
Центры (рис 25)служат для установки заготовок типа валов по центровым отверстиям или внутренним фаскам. По конструкции они делятся на упорные, вращающиеся и поводковые, а по форме рабочей части - на прямые, обратные, полуцентры и грибковые.
Упорный прямой центр (рис 25, а) состоит из рабочего конуса с углом 60°, шейки 2 и хвостовика 3, выполненного по размерам стандартных конусов Морзе. Такие центры изготавливаются из инструментальных углеродистых сталей У7 - У8 и подвергаются термической обработке - конец хвостовика и рабочий конус закаливаются.
Обратный упорный центр (рис 25, б) имеет на рабочей части коническое отверстие с углом 60°. Он предусмотрен для валиков малых диаметров (до 4 мм), на концах которых выполняются наружные центровые конусы.
Полуцентры упорные (рис 25, в) устанавливаются в пиноль задней бабки. Они имеют неполный рабочий конус, который позволяет подрезать торец заготовки, закрепленной в центрах.
Грибковый упорный центр (рис 25, д) выполнен в виде усеченного конуса увеличенного диаметра, что позволяет устанавливать на станке пустотелые заготовки по внутренним фаскам.
Упорные центры при точении с большой скоростью устанавливают преимущественно в шпинделе станка. Если такие центры закрепляют в заднюю бабку, то центровое отверстие заготовки, опирающееся на задний центр, следует заполнить густой графитовой смазкой.
Вращающиеся центры (рис 25, г) используются в качестве задних центров. Они состоят из корпуса 6, подшипников качения 3, 4 и 5, вставки 1 и резьбовой крышки 2 с войлочным уплотнителем;изготавливаются нормальной и повышенной точности.
Поводковые центры позволяют обтачивать детали на всю длину без хомутика и поводкового патрона. Установленные в шпиндель станка такие центры передают заготовке крутящий момент посредством рифленых поверхностей.