

Нарезание резьб метчиками
Область применения и инструменты. Метчики, выпускаемые централизованно, предназначены для нарезания внутренних крепежных резьб. По форме они делятся на цилиндрические и конические; по назначению - на ручные, машинно-ручные и гаечные; по числу инструментов - на одинарные и комплектные (из 2-3 штук).
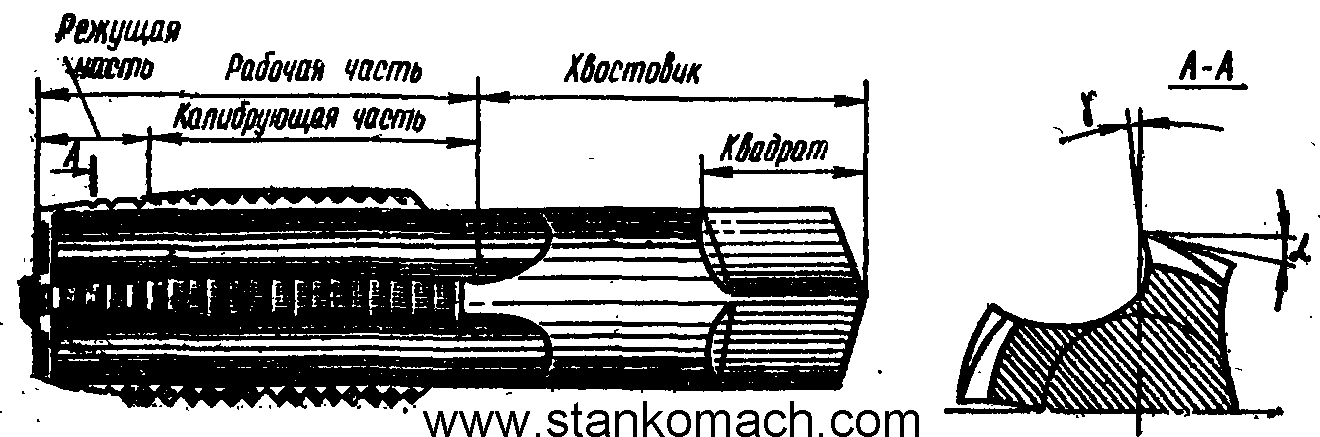
ис 82. Части и элементы метчика
Метчик для цилиндрических резьб (рис 82) состоит из рабочей части и хвостовика. Рабочая резьбовая часть с продольными или реже винтовыми стружечными канавками в свою очередь делится на режущую (коническую) и калибрующую (цилиндрическую) части. Для уменьшения трения калибрующая часть снабжена небольшим обратным конусом0, 05-0, 1 мм на 100 мм длины, который выполняется по всему резьбовому профилю. Цилиндрический хвостовик оканчивается квадратом или лысками для передачи усилия резания.
Для того чтобы создать нормальные условия резания, зубьям метчика заточкой придают определенную геометрическую форму. Задний угол в пределах 6-8° создают только на режущей части затылованием по наружному диаметру. Передний угол имеет одинаковую величину на всей длине рабочей части. Размеры его зависят от свойств обрабатываемого материала: для сталей- 10-15°; для чугуна и бронзы - 0-5°; для легких сплавов - 25-30°.
Для метрических резьб со скользящей посадкой выпускаются метчики четырех степеней точности от H1до Н4, которыми соответственно можно нарезать резьбы со степенями точности от4Н до 7Н. На рис 83 изображены основные типы метчиков.
Ручные метчики предназначены для нарезания резьб вручную в сквозных и глухих отверстиях. Однако их иногда применяют для аналогичных токарных работ.
Для распределения общей нагрузки и облегчения резания ручные метчики В14пускаются комплектами из2-3 штук. Порядковый номер метчика в комплекте (кроме чистового) обозначается рисками на хвостовике.
Ручные метчики изготавливаются из сталей У10А - У12А со степенью точности Н4.
Машинно-ручными метчиками нарезают резьбы в сквозных и глухих отверстиях машинным способом и ручным (с шагом до 3 мм). Они выполняются одинарными и комплектными (из 2 штук). Последние предусмотрены главным образом для нарезания резьб с крупным шагом и в труднообрабатываемых материалах. На хвостовике таких метчиков имеется радиусная канавка для крепления в резьбонарезных патронах.
Машинно-ручные метчики изготавливаются из быстрорежущей стали со степенью точности HI - НЗ.
Гаечные метчики отличаются от машинно-ручных главным образом удлиненной режущей частью и длинным хвостовиком для нанизывания гаек во время работы. Кроме гаек, ими можно нарезать за один проход резьбы в сквозных отверстиях глубиной не более диаметра.
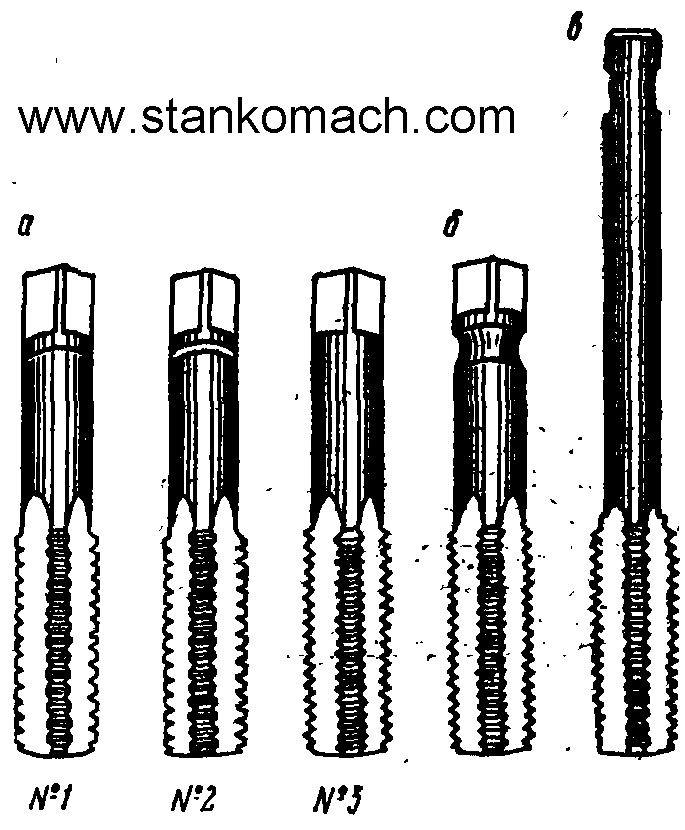
Рис 83. Типы метчиков:
а -ручные; б -машинно-ручные; г-гаечные
На хвостовике метчиков маркируются: обозначение резьбы, номер метчика в комплекте, степень точности и материал.
Приемы нарезания резьб. Перед нарезанием в заготовке сверлят отверстие размером немного больше внутреннего диаметра резьбы. Такое завышение диаметра отверстия необходимо для предотвращения срыва вершинок резьбы в результате частичного выдавливания металла в процессе резания.
С достаточной точностью диаметр сверл под метрические резьбы можно определить по формуле
dСB=D-P мм, <6'> (6)
где D – наружный диаметр резьбы, мм; Р - шаг резьбы, мм.
Для других крепежных резьб необходимые диаметры сверл выбирают по соответствующим таблицам справочника.
Глубину сверления глухого отверстия под резьбу определяют по формуле
lc = lo + l1 + Cмм, . (7)
где lo – длина резьбы, мм; l1 - длина режущей части метчика, мм; С - гарантированный зазор (не менее шага резьбы), мм.
Нарезание резьб метчиками осуществляется также, как плашками. Метчик закрепляется врезьбонарезном патроне (см. рис 80) посредством переходной втулки 2 (рис 84), в отверстии которой имеются цилиндрический и квадратный участки. Во втулке метчик удерживается штифтом 4, заскакивающим в кольцевую канавку хвостовика под действием пружинного кольца 3. Для крепления метчиков без кольцевых канавок предусмотрен винт 1.
Вместе с патроном метчик устанавливают в пиноль задней, бабки, ось которой должна быть совмещена с осью шпинделя. Заднюю бабку закрепляют на станине возможно ближе к заготовке. Затем ручной подачей пиноли метчик подводят к вращающейся заготовке и выполняют врезание на длину 2-3 полных витков поворотом рукоятки патрона. Дальнейшее нарезание ведется самозатягиванием. В конце операции метчик вывинчивается из отверстия включением обратного вращения шпинделя.
Настройку резьбонарезного патрона на длину резьбы производят в начале работы по первой заготовке из партии.
Если резьбу выполняют комплектом метчиков, необходимо соблюдать последовательность их работы и очищать отверстие от стружки капроновой щеточкой или струей эмульсии перед сменой метчика.
При единичном изготовлении деталей резьбы небольших размеров выполняют иногда ручными метчиками при помощи слесарного воротка 1, как показано на рис 85. В этом случае метчик с надетым на него воротком опирают центровым отверстием на задний центр, а рукоятку воротка - на верхние салазки суппорта. Удерживая метчик левой рукой, подают его вперед пинолью задней бабки и выполняют врезание метчика в отверстие. Дальше нарезание осуществляется самозатягиванием, в течение которого метчик следует непрерывно поддерживать центром, так как иначе может произойти перекос и поломка метчика. При выполнении резьбы в глухом отверстии вращение шпинделя выключают немного раньше конца нарезки. Оставшуюся часть дорезают вручную.
Скорость резания для выполнения резьб метчиками принимают в следующих пределах: для машинно-ручных и гаечных метчиков - 8-12 м/мин; для ручных - 3-4 м/мин. Охлаждение: по стали - эмульсия, сульфофрезол; по чугуну - керосин.