

Описание станка лазерной резки металла lasercut-4015-3
Станок лазерной резки металла " LaserCUT-4015-3" предназначен для автоматической лазерной резки любых листовых металлов: углеродистых сталей - толщиной до 12 мм, коррозионно-стойких - до 6 мм, алюминия до 4 мм и может использоваться как самостоятельное изделие с индивидуальным обслуживанием, так и в составе технологических линий.
Станок оснащен волоконным лазером мощностью 1,5 кВт фирмы "ИРЭ-Полюс" (Россия), системой числового программного управления LSMC-4 на базе процессора Texas Instruments DSP C32 и персональным компьютером, обеспечивающим ввод управляющих программ с лазерного или жесткого дисков, flash, а также непосредственно с клавиатуры модуля управления машины.
Внешний вид станка лазерной резки " lasercut-4015-3" с двухпалетным раскройным столом ( с защитной кабиной)

Рисунок 2- Станок лазерной резки " lasercut-4015-3"
Основные параметры
Максимальная скорость холостого хода: до 180 м/мин.
Скорость рабочего перемещения – 30 м/мин
Точность воспроизведения заданного контура ±0,1 мм/1000мм.
Наибольшие размеры обрабатываемого листа - 3000x1500 мм
Величина вертикального хода суппорта - не менее 100 мм. (прим. Паллета в станке устанавливается на 1 уровень
Напряжение питающей сети - 3x380 В +6%/-10% частотой 50 Гц.
Максимальная мощность, потребляемая станком (с лазером 1 кВт, чилером, системой очистки)- не более 44 кВт.
Программоноситель - Flash-диск, Ethernet.
Операционная система Windows ХР.
Устройство числового программного управления выполнено на базе системы управления LSMC-4
Координатные привода XY на базе синхронных линейных электродвигателей
Повторяемость позиционирования - ±0,005 мм/м.
отработанные режимы резки для основных применяемых материалов при резке сжатым воздухом, азотом и кислородом.
Уровень радиопомех, создаваемых при работе машиной, не превышает значений, установленных действующими нормами.
Изоляция токоведущих частей электрооборудования и модуля управления, электрически связанных с питающей сетью, выдерживает напряжение 1000 В переменного тока частотой 50 Гц плюс двойное номинальное напряжение данной цепи.
Сопротивление изоляции токоведущих цепей модуля управления, электрооборудования и линий связи в нормальных климатических условиях не должно быть ниже 3 Мом.
Температурный диапазон эксплуатации машины - от +15С° до + 35С°, влажность до 90%.
Машина может устанавливаться в закрытых помещениях с обще обменной вентиляцией с кратностью не менее 10 раз в час.
Время непрерывной работы машины - без ограничения, с перерывами на техническое обслуживание.
один стол с габаритами не менее 1500х3000 мм обеспечивают:
-установку и удаление деталей и заготовок вручную;
-упоры для установки листов и заготовок в нулевую координату;
-подачу стола в зону резания и обратно вручную;
-блокировку стола во время резания, загрузки и выгрузки заготовок;
-высоту верхнего стола над уровнем пола - не более 900мм.
Электропитание установки
Числовая программная система управления
Специально для технологических комплексов с высокими требованиями, предъявляемыми как динамике работы координатной системы, так и к скорости обмена информационными потоками между всеми технологическими узлами оборудования, нами разработана и серийно выпускается многоосевая распределенная система числового программного управления CNCE на базе быстродействующего протокола обмена реального времени EtherCAT (скоростью обмена 100 Mbit/с и 1 Gbit/с). Цикл обработки данных в системе EtherCAT c использованием вычислительного ресурса мощных персональных компьютеров настолько быстр, что он позволяет производить расчеты и обработку информации в промежутке меду двумя информационными телеграммами, и тем самым сравним по быстродействию с работой аппаратно реализованной блочной системой ЧПУ с использованием системной шины (LSMC). В результате, предоставляется возможность получать данные от управляемых устройств в режиме реального времени и управляющие данные передавать с минимальными задержками. Причем все это происходит без изменения производительности виртуального управляющего контроллера верхнего уровня, в качестве которого используются современные индустриальные РС, подключаемого через стандартный интерфейс Ethernet.
Система CNCE выполняет функции управления приводами, функцию ЧПУ и контролера входов/выходов и других переферийных устройств включая:
- поддержание и оперативное управление контурной скоростью,
- линейную и круговую интерполяцию,
- сплайновую интерполяцию при отработке
криволинейной траектории произвольной
сложности в 2-х - 3-х координатной системе
(траектория задается точками, при
отработке которых привод не останавливается
в промежуточных позициях).
сплайновую интерполяцию при отработке
криволинейной траектории произвольной
сложности в 2-х - 3-х координатной системе
(траектория задается точками, при
отработке которых привод не останавливается
в промежуточных позициях).
Запатентованный принцип перекрестного регулирования двух двигателей оси Х позволяет минимизировать динамическую ошибку при максимальных скоростях и ускорениях.
Сервоконтроллер LSME-4 выполняет также функции контроллера электроавтоматики (QLC).
Использование протокола EtherCAT позволяет обеспечить необходимое быстродействие канала передачи данных, в том числе и в сверхпрецизионных станках, характеризующихся высокой разрядностью данных и большим количеством сегментов траектории. Тем самым достигается оптимальное разделение функций между компьютером и осевыми контроллерами, позволяющее полностью использовать ресурс последних для решения в реальном масштабе времени задач генерации траектории, сплайн-интерполяции, обработки сигналов датчика, расчета положения и регулирования привода и управления технологическими процессами лазерной обработки материала.
Эскиз кинематической схемы станка
К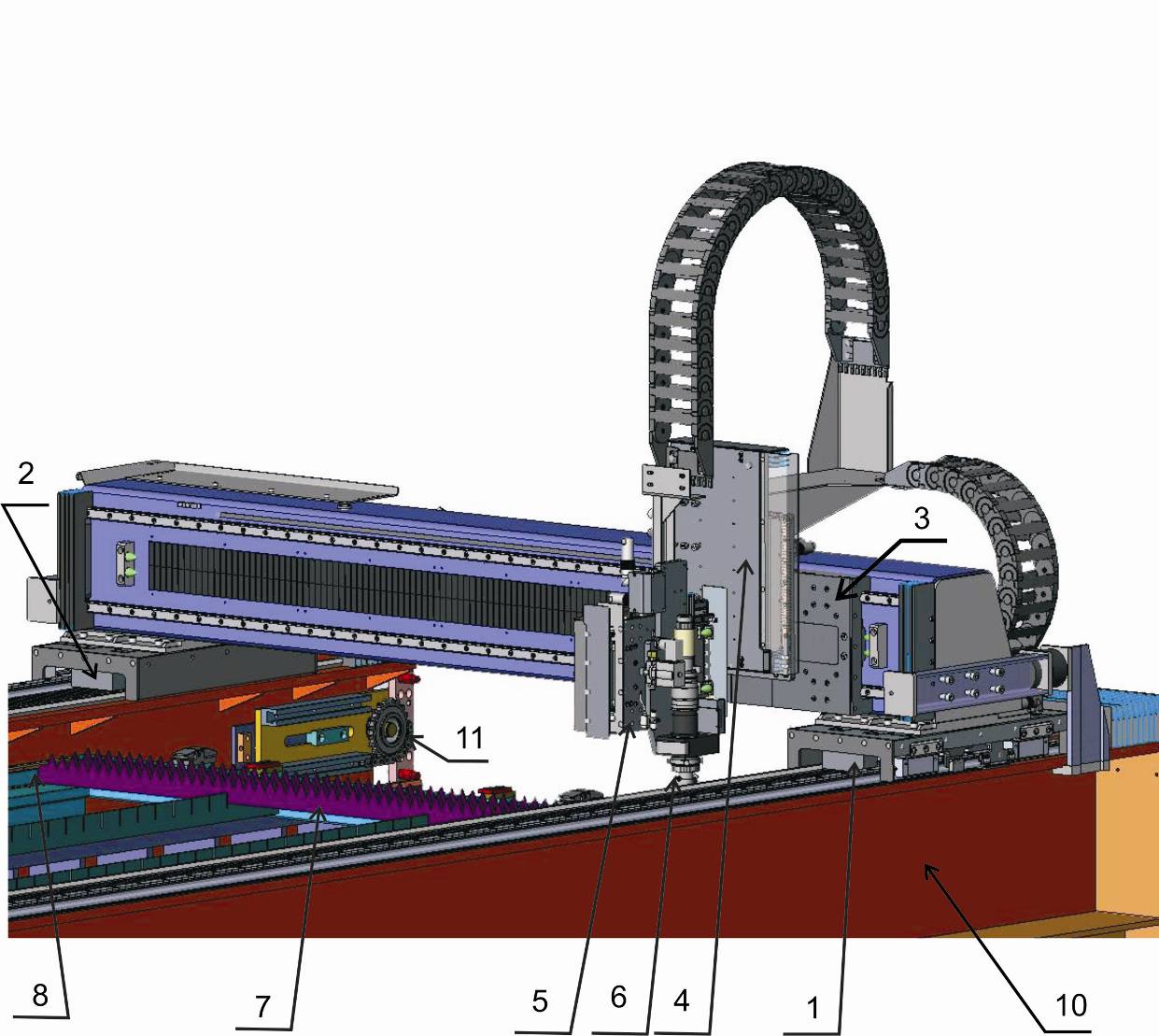 инематическая
схема станка (рис.3) включает следующие
узлы:
инематическая
схема станка (рис.3) включает следующие
узлы:
Рисунок 3- Кинематическая схема
Базовое сварное основание, изготовленное из стального проката (10)
Координатная система портального типа на базе двух линейных синхронных двигателей типа LSM-P-32-540-50 в продольном направлении (1,2) и одного синхронного двигателя LSM-P-32-376-75 в поперечном направлении (3).
Для поддержания технологического зазора между соплом лазерной головы и поверхностью обрабатываемого материала и отработки всех технологических перемещений в перпендикулярном направлении к поверхности обработки использован синхронный линейный двигатель LSM-P-24-210-75 (4).
■ С целью обеспечения динамичных перемещений при работе с тонким материалом, в системе предусмотрен вариант дополнительной подвижки (5) оптической головки (6) в продольном направлении, синхронизированной с линейными двигателями 1,2 на уровне расчета траекторной задачи в ЧПУ,
■ раскройный стол (7) для установки листа в рабочей зоне с конструкцией стальных "ножей"
■ выкатные тележки (8) для удаления отходов и сбора мелких деталей.
■ цепной привод для механизированной замены паллет (приводной двигатель с шестеренкой) и ведомая шестерня (11)
Все линейные синхронные двигатели включают в состав прецизионные линейные направляющие качения и датчик положения, обеспечивающие долговременную надежную работу устройства в целом. Приводы осей надежно защищены от попадания пыли гофрированными кожухами фирмы НЕМА.
Условия эксплуатации
Температурный диапазон эксплуатации машины - от +15С° до + 35С°, влажность до 80%.
Машина может устанавливаться в закрытых помещениях с обще обменной вентиляцией с кратностью не менее 10 раз в час.
Время непрерывной работы машины - без ограничения, с перерывами на техническое обслуживание.
Координатный стол обеспечивает
программное управление перемещением лазерной головы по осям Х,Y,Z;
автоматическое обеспечение постоянного зазора между лазерной головой и обрабатываемой заготовкой не хуже 0,05 мм на скорости резки до 20м/мин.;
минимальное количество холостых перемещений по оси Z;
фиксацию челночных столов при обработке для обеспечения точности нулевой координаты - не хуже ±1 мм;
защиту направляющих и двигателей от пыли и продуктов сгорания;
защитная кабина, защищающая от рассеянного излучения с боковых сторон;
смотровые окна в кожухе стола из материала, не пропускающего лазерное излучение;
переносной пульт управления для работы в наладочном режиме;
выкатные поддоны с местами строповки для быстрого удаления шлама и мелких деталей;
посекционную систему вытяжки продуктов сгорания;
стойку управления с экраном и клавиатурой, позволяющей подготавливать программу обработки;
программу управления установкой на русском языке с указанием режимов обработки и предупреждений при возникновении сбоев в работе;
защиту лазерной головы от поломки при не предусмотренных столкновениях.
-автоматическую очистку сопла с требуемой периодичностью
Голова для лазерной резки обеспечивает
быстросъемную замену защитного стекла и сопел;
комплект защитных стёкл, линз и сопел на - 4000 часов работы лазера;
срок службы линз не менее – 1000 часов работы лазера;
датчики для контроля необходимого зазора между соплом и материалом в процессе обработки.
возможность ручного управления движением осей и вспомогательных устройств в наладочном режиме.
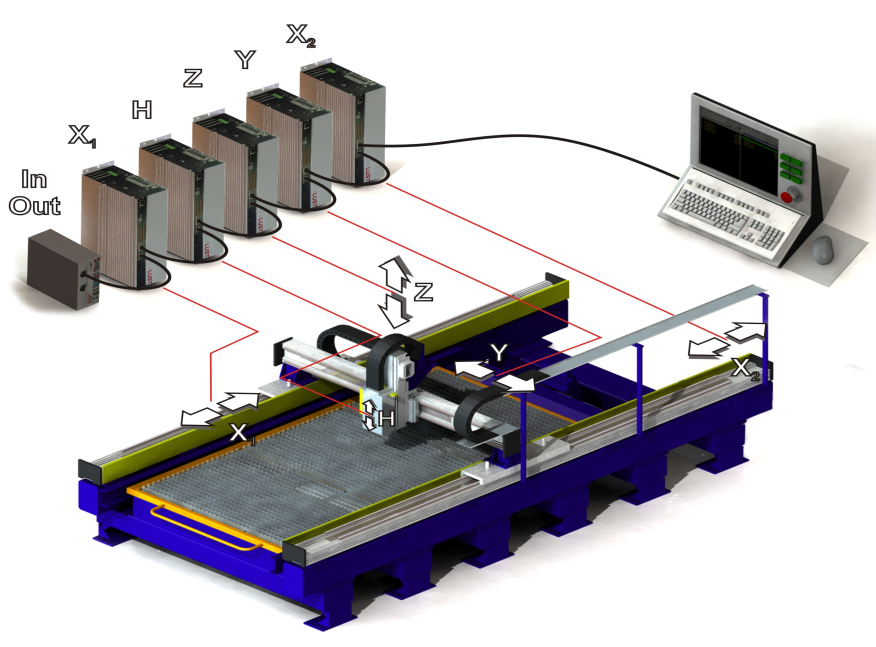
Схема расположения оборудования
Н а
рис. 4 представлена схема расположения
станка лазерной резки и его оборудования.
а
рис. 4 представлена схема расположения
станка лазерной резки и его оборудования.
Рисунок 4 - Схема