

Электрофизическая обработка - основана на использовании специфических явлений электрического тока: искра (электроискровая обработка), импульс (электроимпульсная обработка), дуга (электродуговая обработка).
Обработка резанием — это технологический процесс, который осуществляется на металлорежущих станках путём внедрения режущего инструмента в тело заготовки с последующим выделением стружки и образованием новой поверхности.
Обработка деталей резанием возможна только при наличии формообразующих движений.
Виды обработки резанием:
Точение (обтачивание, растачивание, подрезание, разрезание).
Сверление (рассверливание, зенкерование, зенкование, развёртывание, цекование).
Строгание, долбление.
Фрезерование.
Протягивание, прошивание.
Шлифование
Отделочные методы (полирование, доводка, притирка, хонингование, суперфиниширование, шевингование).
Обработка металлов резанием, технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев.
Элементам резания:
Глубина резания - величина снимаемого слоя металла между обрабатываемой и обработанной поверхностями, измеряемую перпендикулярно последней и снимаемую за один проход режущего инструмента. Глубина резания измеряется в миллиметрах и обозначается буквой t.
Подача — величина перемещения режущего лезвия резца в направлении вспомогательного движения за один оборот обрабатываемой заготовки (об/мм). При обтачивании различают подачу продольную Sпp (по направлению оси центров станка), поперечную Sп (перпендикулярно к оси центров станка) и наклонную Sн (под углом к оси центров станка, например, при обтачивании конической поверхности).
Скорость резания — путь перемещения обрабатываемой поверхности заготовки относительно режущего лезвия резца в единицу времени. Скорость резания обозначается буквой V и измеряется в м/мин.
Тепловые явления: в процессе резания металлов около 80% работы затрачивается на пластическое и упругое деформирование срезаемого слоя и слоя, прилегающего к обработанной поверхности и поверхности резания, и около 20% работы - на преодоление трения по передней и задней поверхностям резца. Примерно 85- 90% всей работы резания превращается в тепловую энергию, количество которой (в зоне резания) существенно влияет на износ и стойкость инструмента, на шероховатость обработанной поверхности. Температура в зоне резания зависит от физико-механических свойств обрабатываемого материала, режимов резания, геометрических параметров режущего инструмента и применяемой смазочно-охлаждающей жидкости.
Задача
Номер позиции |
Номер перехода |
Содержание перехода |
I |
1
2 |
Одновременно: а)
Обточить поверхность 3 до
=
б)
Сверлить отверстие 6 на
31 Подрезать торец 4 |
II |
3
|
Одновременно: а)
Обточить поверхность 1 до
=
б) Сверлить отверстие 7 на 29 мм, выдерживая размер 55 мм |
III |
4
5 |
а)
Обточить поверхность 1 до
=
б) Сверлить отверстие 8 на 24,5 мм выдерживая размер 82 мм Проточить канавку шириной 3,2 мм до 34 мм |
IV |
6 7 |
Зенкеровать фаску 5 Отрезать деталь до размера 77 мм |
 на длину 55 мм с образованием поверхности
2
на длину 55 мм с образованием поверхности
2 мм, выдерживая размер 40 мм
мм, выдерживая размер 40 мм

Билет № 3
3. Современное положение России в области промышленных технологий по сравнению с промышленно развитыми странами. Причины отставания российской экономики в некоторых областях. Необходимость инновационного технологического прорыва в России.
Несмотря на происходящее в последние годы оживление экономики, ее общее состояние определяется последствиями предшествующего продолжительного и резкого падения объемов производства и инвестиций. В отличие от других успешно развивающихся стран, наращивающих производство с высокой добавленной стоимостью, в России увеличение ВВП обеспечивалось главным образом экспортом энергоносителей и ростом торговли.
В отсутствие как-либо выраженной инвестиционной и структурной политики государства технологические сдвиги в российской экономике приобрели регрессивный характер и выразились в быстрой деградации ее технологической структуры, прежде всего в самых современных производствах. В результате отставание России от передового технического уровня возросло еще на 15 лет (в дополнение к 10-25 летнему отставанию советской экономики). На мировых рынках высокотехнологичной продукции доля России составляет меле – 0,3% (на два порядка меньше США, на порядок меньше Мексики, втрое меньше Филиппин).
Наиболее серьезно разрушен научно-технический потенциал страны, который является главным источником современного экономического роста. Объем НИОКР сократился на порядок, что повлекло за собой резкое снижение конкурентоспособности национальной экономики и утрату значительной части потенциала экономического роста.
По всем основным показателям страна имеет ту же промышленную инфраструктуру, что и западные страны. Но по развитию технологической среды (системы обеспечение качества, стандарты, автоматизация разработок, компьютеризация производства и т.д.) мы очень сильно отстаем. Уровень развития технологической инфраструктуры – это и есть своего рода водораздел между индустриальными и постиндустриальными странами. Россия должна его преодолеть.
Для анализа причин отставания российской экономики можно выбрать следующие сектора:
Розничная торговля;
Сталелитейная промышленности;
Розничный банковский сектор;
Жилищное строительство;
Электроэнергетика.
Причины отставания данных секторов:
Низкая производительность труда. Загрузка мощностей в российской экономике к 2007 году достигла 80% (1998 г. – 45%), что соответствовало росту объемов производства. В электроэнергетике и сталелитейной отрасли с 1998 по 2007 год увеличение составило 25% и 70% соответственно. При этом в экономике практически не строились новые мощности. Доля трудоспособного населения в общей численности достигла пика в 2007 году и уже начала снижаться. К 2020 году трудовые ресурсы страны могут сократиться на 10 млн. чел.
Неэффективная организация труда, обуславливающая значительную часть отставания в производительности рассматриваемых секторов.
Устаревшие мощности и методы производства. Возраст почти 40% российских тепловых электростанций превышает 40 лет, в то время как в США этот показатель составляет 28%, в Японии – 12%, в Китае – 3%.
Неразвитость финансовой системы. С 1998 по 2007 год инвестиции в основные фонды России составляли лишь 19% ВВП, что меньше, чем в большинстве развитых и развивающихся странах. Для реализации поставленных целей до 2020 года России следует повысить уровень инвестиций до 25-30% ВВП.
24. Схема обработки и классификация движений в процессе токарной обработки. Главное движение, движение подачи. Понятие о режимах обработки. Виды изделий, получаемых токарной обработкой. Основные схемы обработки наружных и внутренних поверхностей, нарезание резьбы.
Токарная обработка — один из возможных способов обработки изделий путем срезания с заготовки лишнего слоя металла до получения детали требуемой формы, размеров и шероховатости поверхности. Она осуществляется на металлорежущих станках, называемых токарными. На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки.
Основными видами работ, выполняемых на токарных станках, являются:
Обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов;
Вытачивание канавок; отрезание частей заготовки;
Обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием;
Нарезание резьбы;
При работе на токарных станках используются различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др.
Движения:
Звенья, несущие заготовку и инструмент, называют рабочими или исполнительными. В процессе обработки они совершают согласованные движения, называемые также рабочими или исполнительными. По своему целевому назначению исполнительные движения делят на: формообразующие, установочные и делительные. Установочные движения необходимы для того, чтобы привести инструмент и заготовку в положение, которое обеспечило бы снятие припуска и получение заданного размера. Делительное движение осуществляется для поворота установленной на станке заготовки на заданный угол.
Движения инструмента и заготовки в процессе резания принято делить на главное движение и движение подачи. Главное движение - движение, которое обеспечивает отделение стружки от заготовки с определенной скоростью резания. Движение подачи - такое движение, которое позволяет подвести под кромку инструмента новые участки заготовки и тем самым обеспечить снятие стружки со всей обрабатываемой поверхности. Главное движение и движение подачи могут быть вращательными и прямолинейными; они могут совершаться как заготовкой, так и инструментом. Главное движение и движение подачи являются формообразующими движениями. Если для формообразования требуется одно движение, то оно будет главным движением. При необходимости двух формообразующих движений — одно будет главным, а другое — движением подачи. Если формообразующих движений больше двух, то одно из них будет главным, а остальные — движениями подачи.
Схемы обработки:
О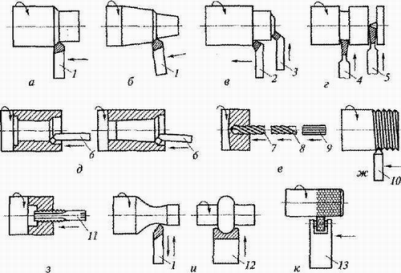 бработка
наружных цилиндрических поверхностей;
бработка
наружных цилиндрических поверхностей;
Обработка наружных конических поверхностей;
Обработка торцов и уступов;
Вытачивание канавок, отрезка заготовки;
Обработка внутренних цилиндрических и конических поверхностей;
Сверление, зенкерование и развертывание отверстий;
Нарезание наружной резьбы;
Нарезание внутренней ’резьбы;
Обработка фасонных поверхностей;
Накатывание рифлений;
Проходной прямой резец;
Проходной упорный резец
Проходной отогнутый резец;
Отрезной резец;
Канавочный резец;
Расточной резец;
Сверло;
Зенкер;
Развертка;
Резьбовой резец;
Метчик;
Фасонный резец;
Накатка (стрелками показаны направления перемещения инструмента вращения заготовки)
Каждая обработка металла резанием протекает под действием определенных условий – режимов резания, характеризующих протекающий процесс резки металла. Основными показателями является подача S, скорость резки V, и глубина резания.
Скорость резки металла - величина перемещения детали относительно кромки резания в направлении основного движения за одну секунду времени.
Подача – это величина изменения положения режущей кромки по отношению к обрабатываемой детали в положении движения подачи за определенный промежуток времени.
Глубина резки металла – это толщина снятого слоя с поверхности металла за один оборот.
Задача
Номер позиции |
Номер перехода |
Содержание перехода |
I |
1 |
Подать пруток до упора и закрепить |
II |
2 |
Подрезать торец, выдерживая размер 45 мм от торца цанги, окончательно |
III |
3 |
Центровать торец, выдерживая размер d = 20 мм |
IV |
4 |
Сверлить отверстие 22,5 мм, выдерживая размер 17 мм |
V |
5 |
Сверлить отверстие 17,4 мм, выдерживая размер 45 мм |
VI |
6 |
Зенкеровать отверстие 24,75, выдерживая размер 17 мм |
VII |
7 |
Расточить канавку 27 мм шириной 3 мм, выдерживая размер 20 мм |
VIII |
8 |
Зенкеровать фаску в размер 27 мм и точить фаску 1,5х450 одновременно |
IХ |
9 |
Нарезать резьбу метчиком М20-7Н |
Х |
10 |
Развернуть отверстие 25Н9 начисто |
ХI |
11 |
Отрезать заготовку, выдержав размер 35 мм. |
Билет № 4
4. Влияние научно-технического прогресса на создание принципиально новых промышленных технологий. Примеры появления новых технологий и модификаций.
Научно-технический прогресс - взаимосвязанное поступательное развитие науки и техники, которое проявляется в постоянном воздействии научных открытий и изобретений на уровне техники и технологии, а так же на применение новых приборов и оборудования. Он воздействует на преобразование и развитие средств труда и на взаимоотношение людей в процессе производства.
Научно-технический прогресс - мощное средство быстрого роста экономики, решения многих социальных задач. Темпы внедрения его достижений и эффективность производства во многом зависят от выработки и последовательной реализации научно обоснованной общегосударственной политики в этой сфере деятельности.
Применение научных открытий в использовании природных богатств, развитии и формировании производительных сил общества поистине неограниченно. При определенных условиях с помощью науки на службу производству могут быть поставлены огромные силы природы, а сам процесс производства может быть представлен как технологическое применение науки.
Конкретным выражением научно-технического прогресса служит непрерывное совершенствование машин, орудий труда и других средств производства, а также внедрение прогрессивной технологии и организации производства. Особенно важная роль в развитии научно-технического прогресса отводится механическим средствам труда. Последние являются одним из главных элементов производительных сил общества и в большей мере содействуют развитию научно-технического прогресса и росту производства продукции. Они способствуют экономии общественных затрат труда, рациональному и эффективному использованию трудовых ресурсов.
Примеры:
В моей курсовой работе рассматривались новые технологии получения…. Появление этих технологий обусловлено не прекращающимся инновационным прогрессом и невозможности конкуренция на старых принципах производства.
Появление технологий клонирования обусловлено желанием человека влиять на природу, чего раньше не было. Человек постепенно завоёвывает новые области жизни.
25. Схемы обработки и классификация движений при обработке отверстий. Главное движение, движение подачи, режимы обработки. Понятие о сверлении, зенкеровании, развертывании.
Сверление - наиболее распространенный метод получения отверстий в сплошном материале; движение резания при сверлении — вращательное, движение подачи — поступательное.
Зенкерование - зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные.
Развертывание - для получения отверстий высокой точности и качества обрабатываемой поверхности; развертка имеет значительно больше режущих кромок, чем зенкер, поэтому при развертывании снимается более тонкая стружка и получаются более точные отверстия, чем при зенкеровании).
Движения рабочих органов станков делятся на основные и вспомогательные.
Основные движения - те движения, при которых производится снятие стружки с заготовки.
Основное движение разделяется на главное движение и движение подачи. Главное движение - такое движение, которое обеспечивает отделение стружки от заготовки с определенной скоростью резания. Движение подачи - такое движение, которое позволяет подвести под кромку инструмента новые участки заготовки и тем самым обеспечить снятие стружки со всей обрабатываемой поверхности. Главное движение и движение подачи могут быть вращательными и прямолинейными; они могут совершаться как заготовкой, так и инструментом.
На сверлильных станках сверло совершает вращательное (главное) движение и продольное ( движение подачи) вдоль оси отверстия, заготовка неподвижна. При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло.
Вспомогательные движения - те, при которых снятие стружки не производится (отвод и подвод инструмента).
Обработка металлов осуществляется при определенных условиях. Совокупность показателей, характеризующих условия протекания процесса, принято называть режимами обработки:
Скорость резки металла - величина перемещения детали относительно кромки резания в направлении основного движения за одну секунду времени.
Подача – это величина изменения положения режущей кромки по отношению к обрабатываемой детали в положении движения подачи за определенный промежуток времени.
Глубина резки металла – это толщина снятого слоя с поверхности металла за один оборот.
Схемы сверления, зенкерования и развертывания:
Задача
Билет № 5
5. Понятие о наукоемких и высоких технологиях, их роль и значение в современном промышленном производстве. Критерии наукоемкости технологий.
Наукоемкая технология – технология, основанная на новых или значительно усовершенствованных методах производства. Новой технологии соответствует понятие радикальной продуктовой инновации, а усовершенствованной – инкрементальной продуктовой инновации.
Наукоемкие технологии ориентированы на выпуск продукции, выполнение работ и услуг с использованием последних достижений науки и техники, когда получаемая продукция соответствует по своим экономическим и эксплуатационным свойствам лучшим мировым образцам и вполне удовлетворяет новые потребности общества. Создание таких технологий включает проведение обеспечивающих научных исследований и разработок, что приводит к дополнительным затратам средств и необходимости привлечения к работам научного потенциала и персонала.
Наукоемкость – показатель, отражающий пропорцию между научно-технической деятельностью и производством в виде величины затрат на науку, приходящихся на единицу продукции. Она может быть представлена соотношением числа занятых научной деятельностью и всеми занятыми в производстве.
Наукоемкие технологии играют важную роль в производстве, являясь основной движущей силой развития экономики как в масштабах отдельно взятой страны или группы стран, так и в мировом масштабе. Это относится и к сфере производства, и к сфере услуг. К началу 21-го века в развитых странах было четыре наукоемких отрасли – аэрокосмическая, производство компьютеров и конторского оборудования, производство телекоммуникаций, фармацевтика. Эти отрасли обеспечивали порядка 10-18% общего объема выпуска обрабатывающей промышленности, а наукоемкие отрасли сферы услуг – до 30% общего объема.
В 21-ом веке дальнейшее развитие наукоемких технологий, их проникновение во все отрасли производства и в повседневный быт людей является прямой дорогой научно-технического и экономического прогресса.
Для России сейчас актуальна интеграция в мировой рынок наукоемких технологий. в стране почти отсутствует платежеспособный спрос на часть наукоемкой продукции, что приводит к застою и старению наиболее передовой технологической базы.
Наиболее новые и прогрессивные технологии современности относят к высоким технологиям (англ. high technology, high-tech). Переход к использованию высоких технологий и соответствующей им техники является важнейшим звеном научно-технической революции (НТР) на современном этапе. К высоким технологиям обычно относят самые наукоёмкие отрасли промышленности: микроэлектроника, вычислительная техника, робототехника, атомная энергетика, самолётостроение, космическая техника, микробиологическая промышленность.
26.Сущность фрезерования и классификация фрез. Схемы обработки при фрезеровании плоских поверхностей. Понятие о режимах обработки. Виды изделий, получаемых фрезерованием.
Процесс фрезерования, применяемый при обработке самых разнообразных плоских, а также фасонных поверхностей, отличается высокой производительностью. Фрезерование — обработка материалов резанием с помощью фрезы.
Виды фрез:
По назначению – для обработки плоскостей, уступов, фасонных поверхностей, пазов, прорезки, отрезки и пр.
По способу крепления – концевые (крепятся с помощью хвостовиков) и насадные (крепятся на оправках или на посадочных концах шпинделей станков)
По исполнению
Цилиндрические (зубья только на цилиндрические поверхности фрезы)
Торцовые (режущие зубья на торцевые и цилиндрические поверхности)
Дисковые (пазовые, отрезные, прорезные)
Зуборезные и резьбовые
Угловые фасонные разных профилей
Концевые копирные, шпоночные для т-образных и сегментных пазов с цилиндрическими и конечными хвостовиками
По конструкции:
Из быстрорежущих сталей: цельные (d < 2 мм) и сварные
Цельные твердосплавные (d до 5 мм и с цельнотвердосплавленной рабочей частью)
Сборные.
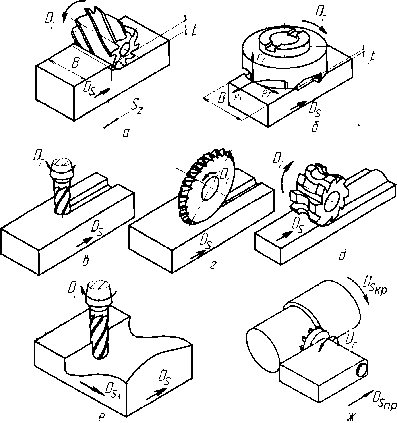
Схемы обработки на станках фрезерной группы:
Горячие плоскости фрезеруют на горизонтальных фрезерных станках цилиндрическими фрезами и на вертикальных фрезерных станках торцевыми фрезами
Вертикальные плоскости фрезеруют на горизонтальных фрезерных станках торцевыми фрезами и торцевыми фрезерными головками, а на вертикальных фрезерных станках – концевыми фрезами
Уступы – концевыми и дисковыми фрезами
Шпоночные фазы концевыми или шпоночными фрезами на вертик. фрезерных станках
Фрезерная обработка может быть применена для металлических элементов любых форм: ровных простых плоскостей, уступов и пазов, сложных зубчатых элементов, шлицевых элементов.
Прежде всего, фрезерная обработка предназначена именно для обработки деталей сложных форм, потому как вращение фрезы и поступательное движение обрабатываемого элемента делает возможным получение сложных форм.
Обработка металлов осуществляется при определенных условиях. Совокупность показателей, характеризующих условия протекания процесса, принято называть режимами обработки:
Скорость резки металла - величина перемещения детали относительно кромки резания в направлении основного движения за одну секунду времени.
Подача – это величина изменения положения режущей кромки по отношению к обрабатываемой детали в положении движения подачи за определенный промежуток времени.
Глубина резки металла – это толщина снятого слоя с поверхности металла за один оборот.
Схемы фрезерования плоских поверхностей:
Различают фрезерование:
Цилиндрическое (обработка цилиндрическими, дисковыми, фасонными фрезами, а также концевыми фрезами, работающими периферией)
Торцевые (обработка торцевыми фрезами и концевыми фрезами, работающими горцем).
Задача
Номер перехода |
Содержание перехода |
I |
Подать пруток до упора и закрепить |
1 |
Подрезать торец от торца цанги, окончательно |
2 |
Центровать торец, выдерживая размер d = 6 мм |
3 |
Сверлить отверстие 8 мм, выдерживая размер 10 мм |
4 |
Сверлить отверстие 6,5 мм, выдерживая размер 18 мм |
5 |
Зенкеровать отверстие 8,95, выдерживая размер 12 мм |
6 |
Расточить канавку 13,5 мм шириной 2 мм, выдерживая размер 12 мм |
7 |
Зенкеровать фаску 1,5х450 |
8 |
Обточить фаску 2 х 450 |
9 |
Нарезать резьбу М10 х 1 |
10 |
Отрезать деталь, выдерживая размер 19 мм |
Билет № 6
6. Классификация технологий: по уровню применения - микро-, макро- и глобальные технологии; по функциональному составу - технологии заготовительного, основного и вспомогательного производства
Технология ( от греч. «искусство», «мастерство», «умение») – совокупность приемов и способов получения, обработки или переработки сырья, материалов, полуфабрикатов или изделий, осуществляемых в различных областях промышленности, в строительстве и т.д.; это научная дисциплина, разрабатывающая и совершенствующая такие способы и приемы.
По уровню применения технологии делятся на: Микротехнологии; Макротехнологии; Глобальные технологии.
Микротехнологии – операционные и подетальные технологии, рассматривающие способы изготовления технических сборочных единиц, выполнения технологических операций (фрезерование зубьев шестерен, выбор программы и т.д.). В каждой из этих технологий используются различные способы преобразовательной деятельности.
Макротехнологии – совокупность всех технологических процессов по созданию определенного вида продукции с заданными параметрами, т.н. НИОКР, подготовку производства, производство, сбыт, сервисную поддержку и пр. Макротехнологии обеспечивают создание сложной конечной продукции и объединяют множество самостоятельных частных технологических процессов.
Признаки макротехнологии:
Большие объемы производства продукции и услуг;
Сложность продукции и услуг и, соответственно, технологии;
Наукоемкость продукции и услуг;
Присутсвие на мировом рынке.
В России можно выделить 16-17 макротехнологий, в т.ч. авиация, космические и ядерные технологии, спецметаллургия, технологии нефте- и газодобычи и т.д., но реально есть смысл говорить о 6-7 технологиях, которые могут быть представлены на мировом рынке.
Глобальные технологии – обеспечивают работу систем связи, мониторинга из космоса состояния поверхности Земли и водных бассейнов и т.д. Космические технологии связаны с выведением в космос различных объектов, обеспечение их работы и т.д. Основное содержание указанных технологий – управление, при этом обязательным условием является обеспечение непрерывной работы системы управления всем комплексом.
По функциональному составу технологии делятся на: Технологи заготовительного производства; Технологии основного производства; Технологии вспомогательного производства.
Технологии заготовительного производства – создание заготовок, из которых изготавливаются детали, что имеет большое значение в производстве. Тип заготовки, ее конфигурация и размеры определяют материалоемкость производства, оцениваются коэффициентом использовании материала (КИМ) – отношение масс детали и заготовки. Заготовка отличается от детали припусками на обрабатываемые поверхности и напусками. Припуск – слой материала, который удаляется с заготовки для получения заданной чертежом формы, размера и шероховатости поверхности детали. Напуск – слой материала, который назначается сверх припуска.
Основные виды заготовок: прокат, прессованные и волоченные профили, отливки, поковки, сварные заготовки. Основные технологии: сварка, штамповка, ковка, литье.
Операции технологии основного производства вносят качественные изменения в предметы труда, их состояние, внешний вид, форму, свойства.
Технологии вспомогательного производства напрямую зависят от технологического процесса основного производства (технологичность). Вспомогательное производство служит лишь для обеспечения непрерывности технологического процесса основного производства (второстепенность). В целом вспомогательное производство обеспечивает стабильность работы предприятия, а также направлено на повышение экономичности производства – максимально сокращение длительности производственного цикла с минимальными затратами на выполнение работ по техническому обслуживанию.
27. Схемы фрезерования прямоугольных пазов, канавок, уступов, фасонных и криволинейных поверхностей. Виды изделий, получаемых фрезерованием.
Схемы фрезерования поверхностей
Плоскости цилиндрической и торцевой фрезой
Плоскости цилиндрической и торцевой фрезой
Паза концевой и дисковой фрезой
Паза концевой и дисковой фрезой,
Профильной поверхности фасонной фрезой,
Поверхности двойной кривизны концевой фрезой при перемещении ее по сложной траектории,
Фрезерование вращающейся заготовки.
Задача
Номер позиции |
Номер перехода |
Содержание перехода |
I |
1 |
Подача прутка до упора. Поворот револьверной головки |
II |
2 |
Центровать торец (2φ = 90) на глубину 4,5 мм ( = 9 мм) |
III |
3 |
Одновременно: а) обтачивание под резьбу до = 21,84 мм на длину резьбы 20 мм с учетом места под канавку шириной 5 мм ( 20 + 5 = 25 мм). Поворот револьверной головки. б) Сверлить отверстие 12 мм, выдерживая размер 23,5 мм |
IV |
4 |
Одновременно: а) обтачивание головки до 40,5 мм с припуском под окончательное обтачивание фасонным резцом на длину 18 мм. б) Обтачивание фаски 2 х 450. Поворот револьверной головки |
V |
5 |
Одновременно: а) Сверление отверстия диаметром на длину 19,5 мм (43 – 23,5 мм = 29,5 мм). Поворот револьверной головки. б)
Обтачивание фасонным резцом головки
до
=
|
VI |
6
7 |
Нарезание резьбы плашкой М22 х 2.
Отрезать заготовку, выдержав размер 50 мм. |
 и чистое протачивание канавки до
= 18 мм.
и чистое протачивание канавки до
= 18 мм.
Билет № 7
7. Классификация технологий: базовые, критические, наукоемкие и двойного назначения технологии. Сущность каждого вида технологий
Базовая технология – технология, лежащая в основе создания широкого спектра наукоемкой продукции и не связанная напрямую с каким-либо видом финальных технических систем. Базовая технология – это основной способ производства (добычи) продукции (полезных ископаемых). Благодаря совершенствованию базовых технологий обновляется вся технологическая система производства.
Критическая технология – технология, разработка и использование которой обеспечивает интересы национальной безопасности, экономического и социального развития (информационно-коммуникационные технологии и электроника, космические и авиационные технологии, новые материалы и химические технологии, перспективные вооружения, военная и специальная техника, биотехнологии, энергосберегающие технологии, экология и рациональное природопользование). Критической является технология, которая носит межотраслевой характер, создает существенные предпосылки для развития многих технологических областей, вносит в совокупности главный вклад в научно-техническое и промышленное развитие различных отраслей.
Наукоемкая технология – технология, основанная на новых или значительно усовершенствованных методах производства. Новой технологии соответствует понятие радикальной продуктовой инновации, а усовершенствованной – инкрементальной продуктовой инновации.
Технология двойного назначения – технология, лежащая в основе создания финальных систем (изделий) вооружения и военной техники, их составных элементов, узлов, компонентов и материалов, применение которой возможно и экономически целесообразно при производстве продукции общегражданского назначения при условии принятия специальных мер контроля за ее распространением. К ней относится также технология, используемая для производства продукции общегражданского назначения, которая применяется или может найти применение при производстве вооружения и военной техники (ее применение является функционально и экономически целесообразным).
28. Общие сведения о технологии нарезания зубчатых колес. Методы копирования и обкатки, зубофрезерование.
Зубчатое колесо (шестерня́) — основная деталь зубчатой передачи в виде диска с зубьями на цилиндрической или конической поверхности, входящими в зацепление с зубьями другого зубчатого колеса. В машиностроении принято малое ведущее зубчатое колесо независимо от числа зубьев называть шестернёй, а большое ведомое — колесом. Однако часто все зубчатые колёса называют шестернями.
Метод копирования. Профиль инструмента должен быть таким же, как профиль впадины между зубьями колеса. Зубья нарезают на обыкновенном фрезерном станке общего назначения фасонной дисковой или фасонной концевой фрезой с помощью универсальной делительной головки. После прорезания одной впадины производят деление и фрезеруют следующую. Для уменьшения накопленной погрешности, впадины прорезают не подряд, а через несколько зубьев. Метод дает низкую точность и малую производительность, применяется в условиях единичного производства для получения колес 9-10 степени точности.
Метод обкатки. Допускается применение инструмента с прямолинейными режущими кромками. По сравнению с методом копирования, метод обкатки обладает большей точностью, возможностью использовать один и тот же инструмент для обработки для обработки с различным числом зубьев.
Метод зубофрезерование – самый производительный метод. С помощью червячных фрез, которые находятся в зацеплении с заготовкой по аналогии с червячной передачей. Зубофрезерование является самой распространенной, но трудоемкой операцией для обеспечения высокого качества изготовления зубчатых колес, ее следует производить на жестких с мощным электродвигателем высокопроизводительных станках на повышенных режимах резания с применением многозаходных червячных фрез. Зубофрезерование производят червячной фрезой диаметром 76 мм и длиной 100 мм при скорости резания 62 м / мин.
Задача
Номер позиции |
Номер перехода |
Содержание перехода |
I |
1 |
Подача прутка до упора. Поворот револьверной головки |
II |
2 |
Центровать торец (2φ = 90) на глубину 4,5 мм ( = 9 мм) |
III |
3 |
Одновременно: а) обтачивание под резьбу до = 21,84 мм на длину резьбы 20 мм с учетом места под канавку шириной 5 мм ( 20 + 5 = 25 мм). Поворот револьверной головки. б) Сверлить отверстие 12 мм, выдерживая размер 23,5 мм |
IV |
4 |
Одновременно: а) обтачивание головки до 30,5 мм с припуском под окончательное обтачивание фасонным резцом на длину 18 мм. б) Обтачивание фаски 2 х 450. Поворот револьверной головки |
V |
5 |
Одновременно: а) Сверление отверстия диаметром на длину 19,5 мм (43 – 23,5 мм = 19,5 мм). Поворот револьверной головки. б) Обтачивание фасонным резцом головки до = и чистое протачивание канавки до = 18 мм. |
VI |
6
7 |
Нарезание резьбы плашкой М22 х 2.
Отрезать заготовку, выдержав размер 40 мм. |
Билет № 8
8.Задачи и этапы ниокр при создании инновационного продукта на стадиях жизненного цикла изделия.
Основные задачи НИОКР:
Получение новых знаний в области развития природы и общества, новых областей их применения;
Теоретическая и экспериментальная проверка возможности материализации в сфере производства разработанных нормативов конкурентоспособности товаров организации;
Практическая реализация портфеля новшеств и инноваций.
Этапы НИОКР:
Фундаментальные исследования (теоретические и поисковые);
Прикладные исследования;
Опытно-конструкторские работы;
Опытные, экспериментальные работы, которые могут выполняться на любом из предыдущих этапов.
Результаты теоретических исследований проявляются в научных открытиях, обосновании новых понятий и представлений, создании новых теорий. К поисковым относятся исследования, задача которых – открытие новых принципов создания изделий и технологий; новых, неизвестных ранее, свойств материалов и их соединений; методов менеджмента. В ходе таких исследований находят подтверждение теоретические предположения и идеи, но они иногда могут быть и отвергнуты.
Прикладные исследования ориентированы на поиск путей практического применения открытых процессов и ставят своей целью решение технической проблемы, уточнение неясных теоретических вопросов, получение конкретных научных результатов, которые в дальнейшем будут использованы в опытно-конструкторских работах (ОКР).
Жизненный цикл изделия – время от начала оформления идеи изделия до окончания физического существования последнего экземпляра этого изделия. Жизнь любого изделия состоит из одних и тех же стадий. Обычно в жизненном цикле изделия их насчитывают четыре:
Стадия НИОКР, то есть зарождение изделия на стадии научно-исследовательских и опытно-конструкторских работ (НИОКР);
Производство изделия, имеется в виду промышленное производство, то есть серийно-массовое;
Рыночная реализация изделия;
Потребление и выполнение фирмой и другими организациями сервисных услуг - обслуживание потребителей.
Таким образом, на стадии НИОКР изделие зарождается, здесь производится множество работ. Доля затрат фирмы на эту стадию считается ее наукоемкостью и служит основной характеристикой инновационности и стратегической перспективности фирмы.
29. Общие сведения об обработке абразивными материалами. Основные виды и способы шлифования наружных и внутренних поверхностей. Режимы обработки.
Абразивные материалы — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Абразивные материалы характеризуются твёрдостью, хрупкостью, абразивной способностью, механической и химической стойкостью. Природные абразивы: алмаз, гранат, кварц, корунд, мел, наждак, пемза.
Под абразивной обработкой понимают финишную обработку резанием, которая осуществляется с помощью абразивных зерен в виде монокристаллов, поликристаллов или их осколков.
Основные виды абразивных инструментов и составов:
Отрезные круги: Различных диаметров (до 3500 мм), ширины, высоты и форм (профилей) рабочего(абразивного) слоя и способов закрепления его на корпусе круга.
Шлифовальные круги: Различные абразивные материалы в виде кругов, дисков, конусов разных профилей и диаметров.
Бруски: Абразивные и металлоабразивные разных размеров и профилей для хонингования, притирки, суперфиниширования.
Лента: Синтетическая или растительнотканная лента разной ширины с приклеенными на ее одной или двух сторонах зернами абразивных материалов.
Наждачная бумага: Абразивный материал нанесенный на тканевую или бумажную основу.
Пасты: Абразивные притирочные и полировальные абразивы равномерно распределенные в связующем (парафин, церезин, олеиновая кислота, стеарин, масла, керосин и др).
Шлифование — абразивная обработка, при которой инструмент (шлифовальный круг) совершает только вращательное движение, которое является главным движением, а заготовка - любое требуемое движение, при котором осуществляется удаление припуска с заготовки.
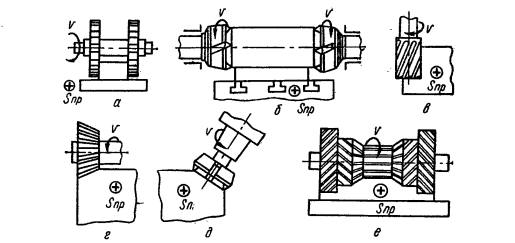
Виды машинного шлифования:
Плоское шлифование — обработка плоскостей и сопряжённых плоских поверхностей;
Ленточное шлифование — обработка плоскостей и сопряжённых плоских поверхностей «бесконечными» (сомкнутыми в кольцо) лентами;
Круглое шлифование — обработка цилиндрических и конических поверхностей валов и отверстий.
Виды абразивной обработки:
Шлифование круглое — обработка цилиндрических и конических поверхностей валов и отверстий;
Шлифование плоское — обработка плоскостей и сопряжённых плоских поверхностей;
Шлифование бесцентровое — обработка в крупносерийном производстве наружных и внутренних поверхностей (валы, обоймы подшипников и др);
В зависимости от расположения и формы обрабатываемой поверхности заготовки шлифование подразделяют на следующие виды:
Наружное (обрабатывается наружная поверхность заготовки);
Внутреннее (обрабатывается внутренняя поверхность заготовки);
Плоское (обрабатывается плоская поверхность);
Профильное (обрабатывается поверхность, образующая которой представляет собой кривую или ломаную линию).
Режимы резания выбирают по нормативам. При различных видах шлифования учитывают следующие факторы: материал заготовки; группу обрабатываемости этого материала шлифованием, т.е. свойство материала обрабатываться абразивным инструментом; габаритные размеры заготовки; допуск на шлифование и требуемый параметр шероховатости поверхности; припуск на шлифование; тип и модель станка.
Задача
Билет № 9
9.Конструкторская подготовка производства на основе cad/cam систем. Основные положения ескд при создании инновационного продукта.
CAD-системы (сomputer-aided design компьютерная поддержка проектирования) предназначены для решения конструкторских задач и оформления конструкторской документации (более привычно они именуются системами автоматизированного проектирования САПР). Как правило, в современные CAD-системы входят модули моделирования трехмерной объемной конструкции (детали) и оформления чертежей и текстовой конструкторской документации (спецификаций, ведомостей и т.д.). Ведущие трехмерные CAD-системы позволяют реализовать идею сквозного цикла подготовки и производства сложных промышленных изделий.
CAM-системы (computer-aided manufacturing компьютерная поддержка изготовления) предназначены для проектирования обработки изделий на станках с числовым программным управлением (ЧПУ) и выдачи программ для этих станков (фрезерных, сверлильных, эрозионных, пробивных, токарных, шлифовальных и др.). CAM-системы еще называют системами технологической подготовки производства. В настоящее время они являются практически единственным способом для изготовления сложнопрофильных деталей и сокращения цикла их производства. В CAM-системах используется трехмерная модель детали, созданная в CAD-системе.
Единая система конструкторской документации (ЕСКД) (ГОСТ 2.001-93 (1995)) – комплекс стандартов, устанавливающих взаимосвязанные нормы и правила по разработке, оформлению и обращению конструкторской документации, разрабатываемой и применяемой на всех стадиях жизненного цикла изделия (при проектировании, изготовлении, эксплуатации, ремонте и др.).
Основное назначение стандартов ЕСКД состоит в установлении единых оптимальных правил выполнения, оформления и обращения конструкторской документации, которые обеспечивают:
Применение современных методов и средств при проектировании изделий;
Возможность взаимообмена конструкторской документацией без ее переоформления;
Оптимальную комплектность конструкторской документации;
Механизацию и автоматизацию обработки конструкторских документов и содержащейся в них информации;
Наличие в конструкторской документации требований, обеспечивающих безопасность использования изделий для жизни и здоровья потребителей, окружающей среды, а также предотвращение причинения вреда имуществу;
Оперативную подготовку документации для быстрой переналадки действующего производства;
Возможность создания единой информационной базы автоматизированных систем (САПР, АСУП и др.);
И т.д.
Стандарты ЕСКД распространяются на изделия машиностроения и приборостроения, в т.ч. на инновационную продукцию. Установленные стандартами ЕСКД нормы и правила распространяются на:
Все виды конструкторских документов;
Учетно-регистрационную документацию для конструкторских документов;
Документацию по внесению изменений в конструкторские документы;
Нормативно-техническую, технологическую, программную документацию, а также научно-техническую и учебную литературу.
Межгосударственные стандарты ЕСКД распределяются по классификационным группировкам:
№ |
Наименование классификационной группы стандартов |
№ |
Наименование классификационной группы стандартов |
0 |
Общие положения |
5 |
Правила изменения и обращения конструкторской документации |
1 |
Основные положения |
6 |
Правила выполнения эксплуатационной и ремонтной документации |
2 |
Классификация и обозначение изделий и конструкторских документов |
7 |
Правила выполнения схем |
3 |
Общие правила выполнения чертежей |
8 |
Правила выполнения документов при макетном методе проектирования |
4 |
Правила выполнения чертежей различных изделий |
9 |
Прочие стандарты |
Обозначение стандартов ЕСКД производится по правилам, установленным в ГОСТ 1.0. Обозначение стандарта состоит из:
Индекса категории стандарта - ГОСТ;
Цифры 2, присвоенной комплексу стандартов ЕСКД;
Цифры (после точки), обозначающей номер группы стандартов в соответствии с таблицей;
Двузначного числа, определяющего порядковый номер стандарта в данной группе;
Двух последних цифр (после тире), указывающих две последние цифры года утверждения стандарта.
Пример обозначения стандарта "ЕСКД. Правила внесения изменений" (ГОСТ 2.503-90).
Индекс категории стандарта |
ГОСТ |
Номер комплекса стандартов |
2 |
Номер группы стандартов в соответствии с таблицей настоящего стандарта |
5 |
Порядковый номер стандарта в группе |
03 |
Две последние цифры года утверждения стандарта |
90 |
30. Характеристика отделочных методов абразивной обработки (полирование, притирка, хонингование, суперфиниширование, гидроабразивная обработка)
Полирование является отделочной операцией обработки металлических и неметаллических поверхностей. Суть полирования — снятие тончайших слоев обрабатываемого материала механическим, химическим или электролитическим методом и придание поверхности малой шероховатости и зеркального блеска. Различают ручное, машинное, ультразвуковое и другие виды полирования. Для проведения полирования используются специальные тонкие материалы вместе с вспомогательными веществами (олеин, церезин и др) называемые полировальными составами или пастами.
Притирка — абразивное притирание поверхностей (например седло и игла дизельной форсунки). Для этого вида обработки используются абразивные инструменты – бруски, пасты.
Хонингование — вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью.
Суперфиниширование — тонкая отделочная обработка заготовок мелкозернистыми абразивными брусками, совершающими сложное движение относительно обрабатываемой поверхности. Чаще всего его используют для обработки наружных цилиндрических поверхностей. Особенностью процесса суперфиниширования является незначительное давление бруска на обрабатываемую поверхность
Гидроабразивная резка — вид обработки материалов резанием, где в качестве режущего инструмента вместо резца используется струя воды или смеси воды и абразивного материала, испускаемая с высокой скоростью и под высоким давлением. В природе подобный процесс, протекающий естественным образом, называется водной эрозией. Механическая обработка для очистки, шлифования, полирования деталей, а также упрочнения их поверхностей с помощью водно-абразивной суспензии (до 35% абразивного материала), подаваемой под давлением к месту обработки, в результате чего микронеровности на поверхности изделий сглаживаются. Задача
Номер позиции |
Номер перехода |
Содержание перехода |
I |
1 |
Подать пруток до упора и закрепить |
II |
2 |
Подрезать торец, выдерживая размер 65 мм от торца цанги, окончательно |
III |
3 |
Центровать торец, выдерживая размер d = 20 мм |
IV |
4 |
Сверлить отверстие 22,5 мм, выдерживая размер 17 мм |
V |
5 |
Сверлить отверстие 13,8 мм, выдерживая размер 65 мм |
VI |
6 |
Зенкеровать отверстие 24,75, выдерживая размер 17 мм |
VII |
7 |
Расточить канавку 27 мм шириной 3 мм, выдерживая размер 20 мм |
VIII |
8 |
Зенкеровать фаску в размер 27 мм и точить фаску 1,5х450 одновременно |
IХ |
9 |
Нарезать резьбу метчиком М16-7Н |
Х |
10 |
Развернуть отверстие 25Н9 начисто |
ХI |
11 |
Отрезать заготовку, выдержав размер 55 мм. |
Билет № 10
10.Технологическая подготовка производства на основе CAD/САМ систем. Основные положения ЕСТД и ЕСТПП при освоении новой технологии изготовления продукта.
CAD-системы (сomputer-aided design компьютерная поддержка проектирования) предназначены для решения конструкторских задач и оформления конструкторской документации (более привычно они именуются системами автоматизированного проектирования САПР). Как правило, в современные CAD-системы входят модули моделирования трехмерной объемной конструкции (детали) и оформления чертежей и текстовой конструкторской документации (спецификаций, ведомостей и т.д.). Ведущие трехмерные CAD-системы позволяют реализовать идею сквозного цикла подготовки и производства сложных промышленных изделий.
CAM-системы (computer-aided manufacturing компьютерная поддержка изготовления) предназначены для проектирования обработки изделий на станках с числовым программным управлением (ЧПУ) и выдачи программ для этих станков (фрезерных, сверлильных, эрозионных, пробивных, токарных, шлифовальных и др.). CAM-системы еще называют системами технологической подготовки производства. В настоящее время они являются практически единственным способом для изготовления сложнопрофильных деталей и сокращения цикла их производства. В CAM-системах используется трехмерная модель детали, созданная в CAD-системе.
Нормативно база технологий – ЕСТПП и ЕСТД
ЕСТПП – единая система технологической подготовки производства (1975г. ГОСТ 14.004-83). Обеспечивает системный подход к оптимизации выбора методов и средств технологической подготовки производства для всех предприятий и организаций. Реализация ЕСТПП позволяет сократить время на подготовку производства при повышении производительности труда и улучшении качества выпускаемой продукции.
Основные принципы ЕСТПП:
Запуск в производство изделий, отработанных на технологичность;
Широкое применение типовых технологических процессов;
Стандартизация и унификация оборудования, технологической оснастки и инструмента;
Автоматизация и механизация инженерно-технических и управленческих работ.
Весь комплекс работ по технологической подготовке производства на предприятии может выполняться по централизованной, децентрализованной или смешанной системах. Выбор организации ТПП зависит, прежде всего, от типа производства.
Централизованная система используется в условиях массового или крупносерийного производства. При этой системе весь комплекс работ по ТПП выполняется в отделе главного технолога (ОГТ). Преимуществом данной системы является широкая возможность улучшения организации проектных работ, их механизация и автоматизация.
Децентрализованная система используется на предприятиях единичного и мелкосерийного типов производства. При этой системе все работы по ТПП выполняются цеховыми технологическими бюро.
Смешанная система характерна для условий серийного производства. По существу это комбинация двух предыдущих систем. На устойчиво выпускаемую продукцию технологические процессы разрабатывает ОГТ, а на часто сменяющуюся - цеховые технологические бюро.
Опыт внедрения стандартов ЕСТПП на сотнях ведущих предприятий различных отраслей машиностроения показал, что применение заложеных в них новых припусков вносит коренные изменения в подготовку производства и позволяет значительно ускорить процесс разработки технологии, изготовления технологической оснастки, сократить в 2—3 раза время, необходимое для освоения новых изделий, и переходить на их выпуск без остановки производства.
В ЕСТПП используются следующие основные системы:
Комплекс стандартов на постановку изделий на производство,
Единая система конструкторской документации (ЕСКД),
Единая система технологической документации (ЕСТД) и др.
ЕСТД – единая система технологической документации – определяет взаимосвязанные правила и положения о порядке разработки, оформления, комплектации и обращения технологической документации, разрабатываемой всеми машиностроительными предприятиями. Разработана в целях унификации правил оформления и ведения технологической документации, обозначений и терминологии в данной области. (ГОСТ 3.1109-82)
Виды технологической документации (по ЕСТД):
Карта эскизов (КЭ) – графический документ, содержащий эскизы, схемы и таблицы, предназначенные для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия, включая контроль и перемещения.
Технологическая инструкция (ТИ) предназначена для описания технологических процессов, методов и приемов, повторяющихся при изготовлении изделий.
Технологические документы специального назначения:
Маршрутная карта (МК) – документ, предназначенный для полного описания технологического процесса, включая все технологические операции, а также контроль и перемещение детали (изделия) в технологической последовательности его изготовления (ремонта) с указанием данных об оборудовании, оснастке, материальных нормативах и трудовых затратах.
Карта технологического процесса (КТП) – документ, предназначенный для операционного описания технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах.
Карта типового (группового) технологического процесса (КТТП) – документ, предназначенный для описания типового (группового) технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, и общих данных о средствах технологического оснащения, материальных и трудовых затратах.
ЕСТД устанавливает единые стадии разработки, виды и комплектность технологической документации, методы и правила учета применяемости деталей, сборочных единиц и оснастки, систему обеспечения технологических документов, нормативно-справочную информацию на машиноносителях.
Внедрение ЕСТД обеспечивает рациональную организацию технологических работ, повышение уровня типизации технологических процессов, механизацию и автоматизацию процессов разработки технологической документации; стабильность комплектности, исключающую повторную разработку документов, возможность взаимообмена технологической документацией без переоформления, повышение уровня унификации оснастки и инструмента.
31. Технология литейного производства. Технология изготовления отливок в песчано-глинистых формах.
Суть технологии состоит в получении отливок – литых металлических изделий путем заливки расплавленного металла (сплава) в линейную форму с последующей обработкой.
Существует два способа литья:
Литье в обычные песчано-глинистые формы, которые в свою очередь делятся на ручное и машинное литье. Этот способ является наиболее универсальным, посредством его производится большая часть (80 %) отливок. Процесс изготовления отливок в песчаных формах складывается из нескольких этапов, которые выполняются в соответствующих отделениях литейного цеха.
Специальные виды литья: литье в кокиль (металлические формы), литье по выплавляемым моделям, литье под давлением, центробежное литье.
Технологическая схема литейного производства в песчано-глинистые формы. Формование материалов – изготовление модели – изготовление формы – сборка формы, одновременный нагрев и плавление – заливка металла в формы – охлаждение формы с отливкой – извлечение отливки – обрубка литников – очистка отливки и снятие заусенцев – готовое изделие.
Формовочные материалы и стержневые смеси:
Огнеупорная (SiO2, Z2О2);
Связующие материалы (глина, жидкое стекло);
Спец. добавки (мазут, угольная пыль).
Все эти составляющие перемешиваются до однородной консистенции. Формовка машинная – массовое производство, формовка ручная – единичное и мелкосерийное производство.
Литье в песчано-глинистые формы имеет свои преимущества. К ним следует отнести:
Масса отливки может достигать величины сотен тонн (станины станков), размеров от нескольких миллиметров до десятков метров, может изготовляться любой конфигурации и из любых литейных сплавов.
Этим способом изготовляется подавляющая часть отливок в отечественном машиностроении.
Если принять среднюю стоимость отливки из серого чугуна за 100 %, то стоимость отливок из других сплавов составляет 130 % из ковкого чугуна, 150 % - из стали, 300 - 600 % - из цветных сплавов.
Задача
Билет № 11
11. Естд. Характеристика и содержание основных видов технологических документов. Исходные данные для проектирования технологического процесса механической обработки
ЕСТД – единая система технологической документации – определяет взаимосвязанные правила и положения о порядке разработки, оформления, комплектации и обращения технологической документации, разрабатываемой всеми машиностроительными предприятиями. Разработана в целях унификации правил оформления и ведения технологической документации, обозначений и терминологии в данной области. (ГОСТ 3.1109-82)
Виды технологической документации (по ЕСТД):
Карта эскизов (КЭ) – графический документ, содержащий эскизы, схемы и таблицы, предназначенные для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия, включая контроль и перемещения.
Технологическая инструкция (ТИ) предназначена для описания технологических процессов, методов и приемов, повторяющихся при изготовлении изделий.
Технологические документы специального назначения:
Маршрутная карта (МК) – документ, предназначенный для полного описания технологического процесса, включая все технологические операции, а также контроль и перемещение детали (изделия) в технологической последовательности его изготовления (ремонта) с указанием данных об оборудовании, оснастке, материальных нормативах и трудовых затратах.
Карта технологического процесса (КТП) – документ, предназначенный для операционного описания технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах.
Карта типового (группового) технологического процесса (КТТП) – документ, предназначенный для описания типового (группового) технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, и общих данных о средствах технологического оснащения, материальных и трудовых затратах.
Исходные данные для проектирования: Технологический процесс обработки проектируют на основе рабочего чертежа детали, сборочного чертежа изделия, производственной программы, технических условий на изготовление детали и чертежа заготовки. Первым этапом проектирования технологического процесса обработки является анализ исходных данных, т.е. проверка чертежа на возможность правильного представления о форме детали, наличие всех необходимых размеров, допусков, отклонений и т.п. далее следует конструктивно-технологический анализ детали – анализ на технологичность, необходимость применения того или иного металлорежущего оборудования и т.п. Третий этап – анализ условий производства, после чего определяется тип производства. Заключительный этап – анализ действующих технологических процессов, т.е.
32. Специальные виды литья: литье под давлением, центробежное литье. Механизация и автоматизация литья.
Литье под давлением. Этот способ позволяет получать самые точные, самые сложные (корпус карбюратора) отливки преимущественно из сплавов цветных металлов с поверхностью низкой шероховатости с самыми тонкими стенками (до 1 мм). Жидкий металл под давлением поршня машины до 800 МПа запрессовывается в металлическую пресс-форму, из которой после кристаллизации и охлаждения до безопасной температуры отливка удаляется толкателями формы. Далее производится обрубка, очистка поверхности, в необходимых случаях - зачистка. После контроля отливка передается на механическую обработку. Таким способом можно производить до 400 заливок в час.
Центробежное литье является способом производства металлических деталей различного назначения. Его отличительная черта заключается в том, что заполнение формы расплавом и его затвердевание происходят строго направленно в поле действия центробежных сил. Сущность способа центробежного литья заключается в том, что во вращающейся вертикальной или горизонтальной плоскости цилиндрической изложнице под действием центробежных сил формируются внутренние и внешние очертания отливки. Методом центрифугирования получают фасонные отливки в формах, распологающихся на вращающейся планшайбе. Под действием центробежных сил форма заполняется расплавом, поступающим через вертикальный центровой стояк и сообщающиеся с ним горизонтальные питатели.
Механизация и автоматизация литейного производства. Внедрение механизации и автоматизации в производство освобождает человека от тяжелого физического труда, значительно повышает производительность труда и обеспечивает высокое качество продукции.
На производстве различают процессы автоматического управления и автоматического регулирования. Автоматизация операций, используемая в технологическом процессе для получения конечного результата этого процесса, определяет собой процесс автоматического управления. Она характеризуется тем, что одна операция следует за другой до получения конечного продукта, и нарушение выполнения какой-нибудь одной операции останавливает работу всей цепи.
Автоматическое управление применительно к литейному производству может быть осуществлено для автоматизации следующих процессов:
Изготовление формовочных и стержневых смесей
Подача исходных формовочных материалов к смесительному агрегату,
Работа машин для изготовления форм и стержней,
Выбивка отливок, загрузки вагранок и т. д.
Автоматизация, обеспечивающая качественное выполнение технологического процесса и проведение его по заданному циклу, определяет собой понятие процесса автоматического регулирования. В отличие от автоматического управления отказ в работе отдельной операции по регулированию может не остановить хода всего процесса, но в отдельных случаях повлиять на качество конечного продукта.
Задача
Номер перехода |
Содержание перехода |
1 |
Подать пруток до упора и закрепить |
2 |
Подрезать торец до размера 85 мм от торца цанги |
3 |
Центровать торец, выдерживая размер d = 6 мм |
4 |
Сверлить
отверстие 18 |
5 |
Сверлить отверстие 12 выдерживая размер 70 мм ??? |
6 |
Обточить поверхность до 36 под резьбу на длину 70 мм |
7 |
Проточить канавку шириной 3 мм до 30 |
8 |
Нарезать резьбу плашкой М36 на длину 67 |
9 |
Обрезать деталь до размера 80 мм |
|
|
 выдерживая размер 55 мм
выдерживая размер 55 мм
Билет № 12
12.Понятие технологии. Классификация технологических операций. Технологические режимы, оборудование и оснастка.
Технология — комплекс организационных мер, операций и приемов, направленных на изготовление, обслуживание, ремонт и/или эксплуатацию изделия с номинальным качеством и оптимальными затратами, и обусловленных текущим уровнем развития науки, техники и общества в целом.
Технологическая операция - законченная составная часть технологического процесса, характеризующаяся совокупностью технологических действий (переходов), методов и приемов труда, выполняемых на одном рабочем месте одними и теми же рабочими (рабочим) и средствами труда.
Согласно ЕСТД (ГОСТ 3.1109-82) различают три вида технологических процессов (ТП): единичный, типовой и групповой. Каждый ТП разрабатывают при подготовке производства изделий, конструкции которых отработаны на технологичность. Технологические процессы разрабатывают для изготовления нового изделия или совершенствования выпускаемого.
Единичный ТП - это ТП изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. Единичные ТП разрабатывают для изготовления оригинальных изделий (деталей, сборочных единиц), не имеющих общих конструктивных и технологических признаков с изделиями, ранее изготовленными на предприятии.
Типовой ТП - это ТП изготовления группы изделий с общими конструктивными и технологическими признаками, характеризующийся общностью содержания и последовательности выполнения операций и переходов. Типовой ТП используют как информационную основу при создании рабочих ТП и как рабочий ТП при наличии всей необходимой информации для производства изделий. На базе этих ТП разрабатывают стандарты предприятий (СТП) для типовых технологических процессов.
Групповой ТП - это ТП изготовления группы изделий с разными конструктивными, но общими технологическими признаками; это процесс обработки заготовок различной конфигурации, состоящий из комплекса групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы изделий. Групповые ТП разрабатывают для всех типов производств только на уровне предприятия.
Технологический режим - последовательность протекания технологических процессов производства и комплекс требований, направленныхна обеспечение технологической дисциплины.
Производственное технологическое оборудование - машины, станки, агрегаты, используемые в производстве и обслуживающие технологические процессы.
Технологическая оснастка - совокупность приспособлений для установки и закрепления заготовок и инструментов, выполнения сборочных операций, транспортирования заготовок, деталей или изделий.
33. Специальные виды литья. Под давлением, центробежное, литьё в кокиль, литьё по выплавляемым моделям. Классификация дефектов литья.
Литье под давлением. Этот способ позволяет получать самые точные, самые сложные (корпус карбюратора) отливки преимущественно из сплавов цветных металлов с поверхностью низкой шероховатости с самыми тонкими стенками (до 1 мм). Жидкий металл под давлением поршня машины до 800 МПа запрессовывается в металлическую пресс-форму, из которой после кристаллизации и охлаждения до безопасной температуры отливка удаляется толкателями формы. Далее производится обрубка, очистка поверхности, в необходимых случаях - зачистка. После контроля отливка передается на механическую обработку. Таким способом можно производить до 400 заливок в час.
Центробежное литье является способом производства металлических деталей различного назначения. Его отличительная черта заключается в том, что заполнение формы расплавом и его затвердевание происходят строго направленно в поле действия центробежных сил. Сущность способа центробежного литья заключается в том, что во вращающейся вертикальной или горизонтальной плоскости цилиндрической изложнице под действием центробежных сил формируются внутренние и внешние очертания отливки. Методом центрифугирования получают фасонные отливки в формах, распологающихся на вращающейся планшайбе. Под действием центробежных сил форма заполняется расплавом, поступающим через вертикальный центровой стояк и сообщающиеся с ним горизонтальные питатели.
Литье в кокиль. Кокиль - это металлическая литейная форма, рабочие полости которой часто выполняются литьем. Повышенная теплопроводность кокилей не позволяет получать тонкостенные отливки, но за счет ускоренного охлаждения величина зерен оказывается меньше, чем при литье в разовые формы. Соответственно, и физико-механические свойства отливок становятся выше.
Литье по выплавляемым и газифицируемым моделям. Модели изготовляются из легкоплавких модельных составов. Модельный состав, подогретый до полужидкого состояния, запрессовывается в металлическую пресс-форму. После охлаждения модель извлекается. Мелкие модели собираются в модельные блоки, которые погружаются в специальную клеящую суспензию, покрываются слоем кварцевого песка и сушится около 2 часов. Так наносится 2-7 слоев, образующих оболочку - литейную форму. Модельный состав выплавляется паром, горячей водой или в электрической печи сопротивления. Затем несколько оболочек наформовываются в контейнер и прокаливаются в печи для выжигания модельного состава и обжига оболочек, после чего формы заливаются жидким металлом.
Классификация дефектов литья предусмотрена ГОСТом, который определяет 22 вида дефектов: заливы, коробление, корольки, наросты, недолив, пригар, рыхлоты или пористость, спаи, трещины горячие и холодные, несоответствие металла стандартам и техническим условиям по химическому составу, микроструктуре и физико-механическим свойствам, несоответствие веса отливок стандартам, механические повреждения.
Брак может быть по следующим основным причинам: несоблюдение технологии, ошибки при конструировании детали и ошибки при проектировании технологического процесса изготовления отливки.
Короблением называется изменение размеров и контуров отливки под влиянием усадочных напряжений. Причинами этого вида брака могут быть нерациональность конструкции, что приводит к образованию внутренних напряжений; неправильный подвод металла, ухудшающий равномерность его остывания; неправильные состав или температура заливаемого металла, вызывающие чрезмерную усадку; неправильный режим охлаждения отливки и недостаточная податливость формы и стержней.
Трещинами горячими и холодными называют разрывы сквозные и несквозные или надрывы в стенах отливок. Трещины обнаруживаются постукиванием, гидропробой и способом магнитной дефектоскопии. Причинами появления горячих и холодных трещин могут быть неправильная конструкция отливки с резким переходом от толстых к тонким сечениям; острые внутренние углы в отливках и т.д.
Недолив и спай. Недолив характеризуется тем, что при заливке конфигурация и размеры отливки остаются частично невыполненными из-за недостаточного заполнения формы металлом. Спай — сквозные или поверхностные с закругленными краями потоки преждевременно застывшего металла. Причинами такого брака являются: недостаточное количество металла в ковше, низкая температура сплава при заливке и недостаточная жидкотекучесть его; уход металла из формы вследствие неплотной сборки; недостаточная вентиляция формы и стержня, вызывающая повышенное давление газов в форме; недостаточное сечение литниковой системы; нерациональная конструкция отливки из-за наличия слишком тонких незаливающихся стенок.
Дефекты поверхности. На поверхности отливок из медных сплавов часто наблюдаются червеобразные или осповидные углубления, пятна и оловянносвинцовистые выделения. Причины образования червеобразных углублений следующие: сравнительно медленное заполнение сплавом полости формы; перегрев жидкого металла с образованием окислов, что способствует выделению окиси цинка и отложению других окислов на поверхности отливки.
Задача
Билет № 13
13. Производственный и технологический процессы. Определения и основные понятия (операция, переход, рабочий и вспомогательные ходы, установка, позиция).
Производственный процесс — это совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции.
Производственный процесс состоит из следующих процессов:
Основные — это технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств продукции;
Вспомогательные — это процессы, которые обеспечивают бесперебойное протекание основных процессов (изготовление и ремонт инструментов и оснастки; ремонт оборудования; обеспечение всеми видами энергий (электроэнергией, теплом, паром, водой, сжатым воздухом и т.д.));
Обслуживающие — это процессы, связанные с обслуживанием как основных, так и вспомогательных процессов и не создающие продукцию (хранение, транспортировка, тех. контроль и т.д.).
Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия. Технологический процесс состоит из последовательно выполняемых над данным предметом труда технологических действий — операций.
Операция — часть технологического процесса, выполняемая на одном рабочем месте (станке, стенде, агрегате и т.д.), состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов.
Технологический переход — законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход — это законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода (например, установка заготовки, смена инструмента и т. п.). Переход можно выполнять в один или несколько рабочих ходов.
Рабочий ход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемая изменением формы, размеров, качества поверхности и свойств заготовки. При обработке заготовки со съемом слоя материала используют термин «припуск».
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки, но необходимого для выполнения рабочего хода.
Установка— часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или сборочной единицы.
Позиция - каждое фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
34. Сварочное производство. Классификация процессов сварки. Сварка плавлением и давлением. Газокислородная сварка.
Сваркой называется процесс соединения металлов, при котором устанавливается межатомное взаимодействие и осуществляется металлическая связь между частицами соединяемых металлов. Некоторые металлы способны образовывать сварные соединения при пластическом деформировании с нагревом до высоких температур. Другие металлы свариваются только в расплавленном состоянии. Высокопластичные металлы (медь, свинец и алюминий) можно соединять без нагрева путем совместной пластической деформации двух деталей.
Задача сварочной операции – получение неразъемных соединений, подобных по свойствам свариваемому материалу. Это достигается тогда, когда сварное соединение максимально приближается к свариваемому металлу.
Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла.
При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи.
Классификация видов сварки металлов по физическим признакам.
Плавление – физический процесс: дуговая, газовая, плазменная, электрошлаковая, электронно-лучевая, лазерная, световая, термитная сварка и другие.
С применением давления – физико-механический процесс: контактная, диффузионная, стыковая контактная, высокочастотная, дугопрессовая, газопрессовая, шлакопрессовая сварка и другие.
Давлением – механический процесс: холодная, взрывом, ультразвуковая, трением, магнитно-импульсная сварка и другие.
Классификация видов сварки металлов по техническим признакам. К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, в вакууме, в защитных газах, под флюсом, в пене и с комбинированной защитой.
По непрерывности процесса: прерывистые и непрерывные.
По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Газокислородная сварка относится к способам сварки плавлением с использованием энергии газового пламени, с применением смеси кислорода и горючего газа, преимущественно ацетилена; реже — водорода, пропана, бутана, блаугаза, бензина и т. д., применяется для соединения различных металлов обычно небольшой толщины - до 10 мм. Тепло, выделяющееся при горении смеси кислорода и горючего газа, оплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны — металла свариваемого шва, находящегося в жидком состоянии.
Задача
Номер перехода |
Содержание перехода |
I |
Подать пруток до упора и закрепить |
1 |
Подрезать торец от торца цанги, окончательно |
2 |
Центровать торец, выдерживая размер d = 6 мм |
3 |
Сверлить отверстие 8 мм, выдерживая размер 10 мм |
4 |
Сверлить отверстие 6,5 мм, выдерживая размер 39 мм |
5 |
Зенкеровать отверстие 8,95, выдерживая размер 12 мм |
6 |
Расточить канавку 13,5 мм шириной 2 мм, выдерживая размер 12 мм |
7 |
Зенкеровать фаску 1,5х450 |
8 |
Обточить фаску 2 х 450 |
9 |
Нарезать резьбу М10 х 1 |
10 |
Отрезать деталь, выдерживая размер 40 мм |
Билет № 14
14.Понятие производственного и технологического процесса. Характеристика типов производства: единичное, серийное, массовое.
Производственный процесс — это совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции.
Производственный процесс состоит из следующих процессов:
Основные — это технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств продукции;
Вспомогательные — это процессы, которые обеспечивают бесперебойное протекание основных процессов (изготовление и ремонт инструментов и оснастки; ремонт оборудования; обеспечение всеми видами энергий (электроэнергией, теплом, паром, водой, сжатым воздухом и т.д.));
Обслуживающие — это процессы, связанные с обслуживанием как основных, так и вспомогательных процессов и не создающие продукцию (хранение, транспортировка, тех. контроль и т.д.).
Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия. Технологический процесс состоит из последовательно выполняемых над данным предметом труда технологических действий — операций.
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных степенью специализации, сложностью и устойчивостью изготовляемой номенклатуры изделий, размером и повторяемостью выпуска продукции.
Различают три типа производства: единичное, серийное и массовое.
Единичное производство (до 500) характеризуется:
Малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается;
Большой номенклатурой выпускаемых изделий; неустойчивой технологической специализацией участков;
Универсальным оборудованием;
Разнообразными и неупорядоченными связями между рабочими местами;
Универсальным высококвалифицированным персоналом.
Серийное производство (от 500 до 5000) характеризуется производством нескольких однородных типов изделий:
Периодически повторяющимися партиями;
Специализацией участков - предметной, предметно-групповой.
Массовое производство (от 5000 до 25000) характеризуется:
Большим объемом выпуска изделий, непрерывно изготовляемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция подетальной специализацией участков;
Специализированным оборудованием;
Специализацией участков по предметно-замкнутой форме, прямоточными связями между рабочими местами - поточное производство;
Рабочие - операторы, низкой квалификации.
35. Сварочное производство. Новейшие виды сварки: электронным и лазерным лучом, микродуговая сварка.
Сваркой называется процесс соединения металлов, при котором устанавливается межатомное взаимодействие и осуществляется металлическая связь между частицами соединяемых металлов. Некоторые металлы способны образовывать сварные соединения при пластическом деформировании с нагревом до высоких температур. Другие металлы свариваются только в расплавленном состоянии. Высокопластичные металлы (медь, свинец и алюминий) можно соединять без нагрева путем совместной пластической деформации двух деталей.
Задача сварочной операции – получение неразъемных соединений, подобных по свойствам свариваемому материалу. Это достигается тогда, когда сварное соединение максимально приближается к свариваемому металлу.
Сварка электронным лучом. Нагрев осуществляется в вакуумной камере концентрированным пучком электронов высокой энергии. Диаметр электронного луча, фокусируемого с помощью электромагнитных устройств, достигает тысячных долей см. За счет этого может быть получена большая удельная мощность луча. Поэтому образуется узкий и глубокий сварной шов; при этом отношение глубины кинжального проплавления к ширине зоны расплавленного металла составляет 20:1. Такой сваркой обычно выполняются плотные соединения встык и внахлестку. Электронной сваркой соединяются элементы из тугоплавких металлов и сплавов, алюминиевых сплавов и высоколегированных сталей; преимущественно применяют в радиоэлектронике и приборостроении.
Лазерная сварка. Разогрев производится сфокусированным лазерным лучом. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. Метод подобен сварке электронным лучом, но имеет свои преимущества. Особенностью лазерной сварки является широкий диапазон варьирования режимов, обеспечивающих не только возможность сварки различных материалов толщиной от нескольких микрон до десятков миллиметров, но и осуществление принципиально различных механизмов проплавления. В отличие от электронно-лучевой сварка лазером может осуществляться в вакууме, на воздухе, в атмосфере инертных газов, при этом возможно сочетание самых различных металлов.
Дуговая сварка - процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Задача
Билет № 15
15. Техническое нормирование. Показатели трудоемкости технологических операций. Структура штучного времени.
Техническое нормирование - система исследований и установления норм технически обоснованных расходов различных производственных ресурсов (рабочего и машинного времени, материалов, энергоносителей и т.д.).
Нормы расходов труда выражаются в виде норм времени и норм выработки.
Норма времени - количество времени, необходимое для изготовления единицы продукции соответствующего качества. При определении норм времени исходят из условия, что данная работа выполняется по современной технологии рабочими соответствующей профессии и квалификации.
Норма выработки рабочего или звена рабочих это количество продукции, полученной за единицу времени при тех же условиях, что принятые при установлении норм времени.
Трудоемкость технологического процесса как при детальном, так и при укрупненном нормировании определяется по нормам общего, или так называемого калькуляционного времени.
Зная
нормы времени и нормы выработки, можно
определить уровень производительности
труда. Если заданная работа, на которую
по нормам нужно
 времени, была выполнена за
времени, была выполнена за
 ,
то уровень производительности труда
выражается формулой:
,
то уровень производительности труда
выражается формулой:
 .
.
Нормой машинного времени является количество времени работы машины, которое необходимо для изготовления единицы машинной продукции соответствующего качества при научной организации труда, которая дает возможность максимально использовать эксплуатационную производительность машины.
Производительность технологической операции (штук в единицу времени) можно определить по формуле:
где
 —
норма штучно-калькуляционного времени
на операцию, мин/шт..
—
норма штучно-калькуляционного времени
на операцию, мин/шт..
где
 - норма штучного времени,
- норма штучного времени,
 – подготовительно-заключительное
время, на подготовку рабочего и рабочего
места для обработки партии деталей
размером
– подготовительно-заключительное
время, на подготовку рабочего и рабочего
места для обработки партии деталей
размером
 ,
запускаемых в производство.
,
запускаемых в производство.

где
 -
основное технологическое время,
затрачиваемое рабочим на качественное
или количественное изменение предмета
труда, т. е. изменение формы, размеров,
внешнего вида, структуры и свойств,
состояния и положения обрабатываемого
предмета труда в пространстве;
-
основное технологическое время,
затрачиваемое рабочим на качественное
или количественное изменение предмета
труда, т. е. изменение формы, размеров,
внешнего вида, структуры и свойств,
состояния и положения обрабатываемого
предмета труда в пространстве;
 -
вспомогательное время, затрачиваемое
исполнителем на действия, обеспечивающие
выполнение основной работы (загрузку
машин, приемы, связанные с управлением
оборудованием, контрольные измерения
и т. д.);
-
вспомогательное время, затрачиваемое
исполнителем на действия, обеспечивающие
выполнение основной работы (загрузку
машин, приемы, связанные с управлением
оборудованием, контрольные измерения
и т. д.);
 -
время организационного обслуживания
рабочего места — поддержание его в
рабочем состоянии (протирка рабочего
места, удаление отходов и т. д.);
-
время организационного обслуживания
рабочего места — поддержание его в
рабочем состоянии (протирка рабочего
места, удаление отходов и т. д.);
 -
время технического обслуживания —
уход за оборудованием и поддержание
инструмента в рабочем состоянии;
-
время технического обслуживания —
уход за оборудованием и поддержание
инструмента в рабочем состоянии;
 -
время регламентированных перерывов
на отдых рабочего и поддержание
нормальной работоспособности.
-
время регламентированных перерывов
на отдых рабочего и поддержание
нормальной работоспособности.
При рациональной разработке технологической операции можно уменьшить все составляющие штучно-калькуляционного времени и тем самым повысить производительность технологической операции.
Трудоемкость определяется продолжительностью изготовления изделий при нормальной интенсивности труда в часах и может оцениваться для технологической операции нормой штучно-калькуляционного времени .
36. Обработка металлов давлением. Основы технологии продольной прокатки. Виды изделий, получаемых прокаткой.
Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал. Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Процесс прокатки металлов осуществляется между двумя или несколькими вращающимися приводными валками. При этом площадь поперечного сечения заготовки уменьшается, длина и ширина увеличиваются, может изменяться форма. В зависимости от направления вращения валков и направления движения слитка (заготовки, раската) относительно осей валков различают три основных способа прокатки: продольный, поперечный, поперечно-винтовой.
Основные признаки:
Прокатку осуществляют между двумя приводными валками, вращающимися навстречу друг другу. Иногда к двум горизонтальным добавляют два вертикальных, оси которых расположены в одной вертикальной плоскости.
Движение заготовки поступательное, ее ось перпендикулярна осям валков.
Длина раската (метры, километры) многократно превышает размеры поперечного сечения (миллиметры).
Способом продольной прокатки получают листы, полосы, сортовые профили, бесшовные трубы и катанку, постоянного и переменного (периодического) сечения. Именно этим способом производят основную массу прокатной продукции из черных и цветных металлов. Процесс прокатки осуществляют в горячем (третий передел) и холодном (четвертый передел) состояниях, применяют в основном в металлургии, реже в машиностроении и металлообработке.
Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно, деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила и касательная сила трения.
Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов.
Прокаткой получают изделия с разнообразной формой поперечного сечения: толстые листы и плиты, тонкие листы, фольгу, сортовой прокат (квадрат, круг, шестигранник и др.), фасонные профили (рельсы, балки двутавровые, швеллеры, уголки и др.), трубы, большое количество периодических профилей для машиностроения. Прокаткой получают также разнообразные виды заготовок, которые являются исходным материалом для других способов обработки.
Задача
Номер перехода |
Содержание перехода |
1 |
Подать пруток до упора и закрепить |
2 |
Подрезать торец до размера 55 мм от торца цанги |
3 |
Центровать торец, выдерживая размер d = 6 мм |
4 |
Сверлить отверстие 18 выдерживая размер 25 мм |
5 |
Сверлить отверстие 12 выдерживая размер 40 мм ??? |
6 |
Обточить поверхность до 30 под резьбу на длину 40 мм |
7 |
Проточить канавку шириной 3 мм до 24 |
8 |
Нарезать резьбу М30 |
9 |
Обрезать деталь до размера 50 мм |
Билет № 16
16. Технологичность конструкции изделия. Показатели технологичности и их определение.
ГОСТ 14.205-83
Технологичность конструкции – совокупность свойств конструкции изделия, позволяющих оптимизировать затраты труда, средств, материалов и времени в технической подготовке производства, изготовлении, эксплуатации и ремонта. Технологичность конструкции закладывается при проектировании изделия.
Оценку технологичности конструкции детали производят по качественным и количественным показателям.
Качественная оценка технологичности конструкции детали описывается словами «хорошо – плохо», «допустимо – недопустимо» и т.д., а количественная оценка характеризуется показателями технологичности и проводится по усмотрению разработчика.
Качественную оценку технологичности конструкции детали осуществляют по материалу, качеству поверхностей, простановка размеров, по возможным способам получения заготовки.
Качественная оценка дается на основании обеспечении взаимозаменяемости и допустимых погрешностей при сборке узлов и агрегатов. Обеспечение взаимозаменяемости всех частей собираемого изделия – залог успешной технологичности сборки объекта. Расчет допусков и посадок – основы взаимозаменяемости деталей изделия.
Отработка конструкции изделия на технологичность должна обеспечивать решение следующих основных задач: снижение трудоемкости и себестоимости изготовления, снижение расхода материала и топливно-энергетических ресурсов.
К основным показателям количественной оценки относятся трудоемкость и себестоимость изготовления изделия, материалоемкость и энергоемкость изделия.
Количественная оценка технологичности конструкции может быть осуществлена лишь при использовании соответствующих базовых показателей технологичности.
Количественная оценка основана на инженерно-расчетных методах и проводится по конструктивно-технологическим признакам, может производится по планируемым показателям, когда техническим заданием установлены базовые показатели ТКИ, и по непланируемым показателям - при возникновении альтернативы ТКИ для выбора наиболее рационального конструктивного решения из ряда равноценных по рассматриваемым свойствам.
Необходимость количественной оценки технологичности проектируемой конструкции, номенклатура показателей и методика их определения устанавливаются в зависимости от вида изделия, типа производства и стадии разработки конструкторской документации. Рассчитываемое количество показателей должно быть минимальным, но достаточным для оценки технологичности.
Показатель технологичности конструкции изделия - количественная характеристика технологичности.
Базовый показатель технологичности конструкции изделия - показатель принятый за исходный при оценке технологичности.
Частный показатель технологичности конструкции изделия - показатель технологичности, характеризующий одно из входящих в нее свойств
Комплексный показатель технологичности конструкции изделия - показатель технологичности, характеризующий несколько входящих в нее частных или комплексных свойств.
Уровень технологичности конструкции изделия - показатель технологичности, выражаемый отношением значения показателя технологичности данного изделия к назначению соответствующего базового показателя технологичности.
Трудоемкость изготовления изделия - суммарные затраты труда на выполнение технологических процессов изготовления изделия.
Технологическая себестоимость изделия - часть себестоимости изделия, определяемая суммой затрат на осуществление технологических процессов изготовления изделия.
37. Обработка металлов давлением. Основные понятия и закономерности процесса волочения. Виды изделий, получаемых волочением.
Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал. Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Волочение — обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля (поперечного сечения) протягиваются через отверстие, сечение которого меньше сечения заготовки. В результате поперечные размеры изделия уменьшаются, а длина увеличивается.
Процесс волочения заключается в протягивании заготовки (прутка, проволоки) через волочильное очко (волоку), поперечное сечение которого меньше сечения заготовки. Предварительно передний конец заготовки заостряют, вводят в отверстие волоки и захватывают клещевым устройством. Способом волочения получают прутки, проволоку сплошного и полого сечения различной формы и размеров с высокой точностью и качеством поверхности. Волочению подвергают черные и цветные металлы в основном в холодном состоянии, реже - в теплом.
Цель волочения – не только уменьшение диаметра заготовки, но и повышение качества поверхности.
Инструмент – волока – имеет четыре зоны:
Смазывающая,
Деформирующая,
Калибрующая,
Выходная.
Благодаря такому профилю волоки, протягиваемые заготовки не обрываются.
Волочение производят на специальных волочильных станах, основными частями которых являются волоки и устройство, тянущее через них металл, которые разделяются на два типа: с прямолинейным движением тянущих устройств (цепные и реечные станы) и с круговым движением тянущих устройств (барабанные станы).
В цепных станах тянущая тележка двигается с помощью цепи. В барабанных станах тянущие усилие создается путем наматывания изделия на барабан.
Волочение получило широкое применение в производстве пруткового металла, проволоки, труб и других изделий постоянного сечения и большой длины.
Задача
Номер позиции |
Номер перехода |
Содержание перехода |
I |
1 |
Подача прутка до упора. Поворот револьверной головки |
II |
2 |
Центровать торец (2φ = 90) на глубину 4,5 мм ( = 9 мм) |
III |
3 |
Одновременно: а) Обтачивание до = 16 мм на длину 25 мм. б) Сверлить отверстие 8 мм, выдерживая размер 18 мм |
IV |
4 |
Одновременно: а) обтачивание головки до 32 мм на длину 20 мм. б) Обтачивание фаски 1,5 х 450. |
V |
5 6 |
Проточить канавку шириной 4 мм до 25 мм Обтачивание фаски 2 х 450 |
VI |
7 |
Нарезать резьбу плашкой М16 на длину 22 мм |
VII |
8 |
Нарезать резьбу метчиком М8 на длину 16 мм |
VIII |
9 |
Обрезать деталь до размера 45 мм |
IX |
10 |
Обтачивание фаски 2 х 450 ??????????? |
Билет № 17
17. Техническое обеспечение качества изделий. Влияние параметров обработки на точность, производительность и себестоимость изготовления изделий.
Добиться снижения себестоимости изделий можно было за счет упрощения конструкции (в первую очередь отказа от "излишеств" – дорогих материалов, трудоемких украшений, нетехнологичных деталей и сборочных единиц) и изменения технологии (обеспечения разделения труда и кооперации производства).
Для обеспечения определенного уровня качества серийно выпускаемых изделий необходимо, чтобы все обработанные детали одного назначения (номенклатуры, типоразмера) были практически одинаковыми. Различия между деталями должны быть столь незначительны, чтобы любая из них собиралась с ответными, а собранные вместе они составляли изделие, неотличимое в работе от других. Детали, и более сложные изделия, если они отвечают поставленным требованиям, называются взаимозаменяемыми.
В бытовом смысле взаимозаменяемость можно рассматривать как «одинаковость» изделий, но поскольку абсолютно одинаковых изделий не существует, очевидно, что при изготовлении следует всего лишь не допустить таких различий, которые выходят за оговоренные нормы. Эти нормы фиксируют в документации (конструкторская документация, технические описания, паспорта и др.). Для придания наиболее часто употребляемым нормам официального статуса широко используется стандартизация. Стандартизуют сложные изделия и процессы, их составные части, вплоть до элементарных.
Для получения стандартных изделий заданного уровня качества приходится организовывать разветвленную нормативную базу. Стандартизация является нормативной базой взаимозаменяемости серийно выпускаемых изделий и многократно воспроизводимых процессов.
Взаимозаменяемость изделий и их составных частей (узлов, деталей, элементов) следует рассматривать как единственную возможность обеспечения экономичного серийного и массового производства изделий заданного уровня качества. Одинаковый (колеблющийся в пределах пренебрежимых для потребителя различий) уровень качества конечных изделий конкретного производства обеспечивается выполнением определенного набора требований. Требования предъявляются ко всем элементам деталей и сопряжений, которые обеспечивают нормальную работу изделия. Обеспечение взаимозаменяемости, а значит и заданного уровня качества изделий подразумевает:
Установление комплекса требований ко всем параметрам, оказывающим влияние на взаимозаменяемость и качество изделий (нормирование номинальных значений и точности параметров);
Соблюдение при изготовлении установленных норм, единых для одинаковых объектов, и эффективный контроль нормируемых параметров.
В число нормируемых параметров изделий могут входить:
Геометрические (размеры, форма, расположение и шероховатость поверхностей);
Ф
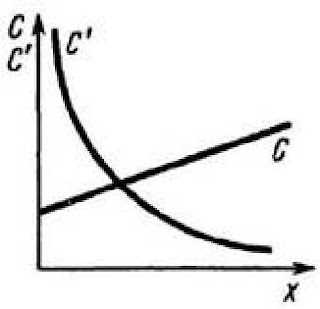 изико-механические
(твердость, масса, отражательная
способность и т.д.);
изико-механические
(твердость, масса, отражательная
способность и т.д.);Экономические (себестоимость, лимитная цена, производительность и др.);
Прочие (эргономические, эстетические, экологические и др.).
При проектировании изделия определенный уровень качества закладывается еще на этапе технического задания. Качество любого объекта (проекта, изделия, процесса) можно оценить, и на основе этой оценки сравнить объекты одинакового назначения. геометрические параметры в значительной степени влияют на качество любого изделия вне зависимости от сферы его применения и целевого назначения (от механической детской игрушки до космического корабля).
Взаимозаменяемость однородных изделий означает “одинаковость” их основных параметров. Но единообразие подхода к нормированию параметров не исключает возможности разработки и выпуска различающихся изделий одного назначения. Необходимость применения разнообразных по видам и числовым значениям параметров требует разработки систем допусков, причем в первую очередь стандартизации подвергаются геометрические параметры деталей и сопряжений.
38. Обработка металлов давлением. Основы технологии прессования. Виды изделий, получаемых прессованием.
Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал. Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Прессование – вид обработки металлов давлением, при котором металл, заключенный в замкнутую форму выдавливается через отверстие меньшей площади, чем площадь исходной заготовки (сплава Al, Cu..).
Прессование заключается в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы, причём форма и размеры поперечного сечения выдавленной части заготовки соответствуют форме и размерам отверстия матрицы.
Процесс прессования заключается в выдавливании металла (круглой заготовки) из контейнера через матрицу с отверстием (рис.1.5). Путем прессования получают профили сплошного и полого сечения самой разнообразной формы в зависимости от формы очка матрицы.
Процесс осуществляют в горячем или холодном состояниях, используют в основном в машиностроении и металлургии.
Внешне процесс прессования сходен с волочением, только вместо приложения тянущего усилия к переднему концу изделия прилагают выталкивающее усилие к заднему концу заготовки посредством пуансона.
Прессование применяют для изготовления прутков, труб и изделий сложных профилей.
Задача
Номер позиции |
Номер перехода |
Содержание перехода |
I |
1 |
Подача прутка до упора. Поворот револьверной головки |
II |
2 |
Центровать торец (2φ = 90) на глубину 4,5 мм ( = 9 мм) |
III |
3 |
Одновременно: а) обтачивание под резьбу до = 21,84 мм на длину резьбы 20 мм с учетом места под канавку шириной 5 мм ( 20 + 5 = 25 мм). Поворот револьверной головки. б) Сверлить отверстие 12 мм, выдерживая размер 23,5 мм |
IV |
4 |
Одновременно: а) обтачивание головки до 40,5 мм с припуском под окончательное обтачивание фасонным резцом на длину 18 мм. б) Обтачивание фаски 2 х 450. Поворот револьверной головки |
V |
5 |
Одновременно: а) Сверление отверстия диаметром на длину 19,5 мм (53 – 23,5 мм = 29,5 мм). Поворот револьверной головки. б) Обтачивание фасонным резцом головки до = и чистое протачивание канавки до = 18 мм. |
VI |
6
7 |
Нарезание резьбы плашкой М22 х 2.
Отрезать заготовку, выдержав размер50 мм. |
Билет № 18
18. Экономическая оценка технологических процессов. Сравнение вариантов изготовления деталей по себестоимости и производительности.
Критерием целесообразности выбранного технологического процесса является его экономичность. При этом учитывается экономически оправданное повышение производительности при заданном качестве деталей. Необоснованное завышение производительности может привести к ухудшению качества деталей, к увеличению расхода инструмента и других затрат.
При сравнении экономичности сопоставляют себестоимости различных вариантов технологических процессов или отдельных операций. Себестоимость детали устанавливают бухгалтерским или дифференцированным методами.
Для сопоставления себестоимости нескольких (конкурирующих) вариантов технологических процессов применяют графоаналитический метод. Все расходы, из которых складывается себестоимость детали, делят на две группы: Т — расходы, прямо пропорциональные количеству изготовленных деталей за определенный промежуток времени (заработная плата рабочих и наладчиков, стоимость материалов, расходы на содержание и амортизацию оборудования, приспособлений и инструмента, расходы на электроэнергию); b — расходы, не зависящие от количества изготовленных деталей (стоимость оборудования, приспособлений, инструмента, расходы на отладку техпроцесса и другие периодические расходы).
Себестоимости изготовления партии деталей определяют по формулам

\

где
х
— число деталей в партии. Графики
изменения
 и
и
 приведены на рисунке. При этом следует
учитывать, что число изделий в партии
можно увеличивать до определенных
пределов, так как с превышением последних
потребуются дополнительные периодические
расходы на оборудование, приспособления,
инструмент и др., что приведет к
скачкообразному увеличению величины
b.
приведены на рисунке. При этом следует
учитывать, что число изделий в партии
можно увеличивать до определенных
пределов, так как с превышением последних
потребуются дополнительные периодические
расходы на оборудование, приспособления,
инструмент и др., что приведет к
скачкообразному увеличению величины
b.
Экономическое сравнение операций или технологических процессов, являясь весьма важной частью задачи выбора наиболее оптимального варианта, все же не во всех случаях является окончательным. Наиболее выгодной будет операция (или процесс), которая, удовлетворяя всем технологическим требованиям, имеет наименьшую трудоемкость, считая не только затраты труда на выполнение данной операции (или процесса), но и затраты труда на изготовление специального оборудования, приспособлений, инструмента и др., необходимых для выполнения этой операции (или процесса). В этом случае помимо экономического сравнения вариантов необходимо проанализировать условия, осложняющие или даже исключающие возможность осуществления вариантов обработки.
Выбор заготовки с точки зрения минимальной себестоимости изготовления детали в целом производится также сопоставлением сравнительных значений себестоимости изготовления детали, т. е. тех частей полной себестоимости, которые изменяются при различных видах заготовок.
39. Обработка металлов давлением. Основы технологии свободной ковки. Виды изделий, получаемых свободной ковкой.
Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал. Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Ковкой изменяют форму и размеры заготовки путём последовательного воздействия универсальным инструментом на отдельные участки заготовки.
Свободной ковкой называют пластическую деформацию при объемно-напряженном состоянии (при обработке металлов давлением имеет место объемно-напряженное состояние металла. Это значит, что все силы, действующие на деформируемую заготовку, могут быть спроектированы на три взаимно перпендикулярных направления. Для случая свободной ковки благоприятной деформации без разрушения является схема неравномерного всестороннего сжатия.) металла, сопровождающуюся сложным механизмом деформации. Механизм деформации складывается из одновременно протекающих процессов скольжения, возврата и рекристаллизации. Металл при деформировании течет в направлении наименьшего сопротивления.
При свободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной ковке непосредственно на металл или на инструмент воздействуют кувалдой или молотом.
Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение.
Задача
Билет № 19
19. Основы деления промышленности по отраслям. Структура отраслей машиностроительной промышленности.
Отрасль — обособленная часть какой-либо системы. Деление на отрасли является первым уровнем деления системы.
Отрасль промышленности — объективно обособившаяся часть промышленности, объединяющая предприятия, производящие однородную, специфическую продукцию, имеющую однотипные технологии и ограниченный круг потребителей. Отрасли промышленности:
Электроэнергетика
Топливная промышленность
Черная металлургия
Цветная металлургия
Химическая и нефтехимическая промышленность
Машиностроение и металлообработка
Лесная, деревообрабатывающая и целлюлозно-бумажная промышленность
Промышленность строительных материалов
Стекольная и фарфоро-фаянсовая промышленность
Лёгкая промышленность
Пищевая промышленность
Микробиологическая промышленность
Мукомольно-крупяная и комбикормовая промышленность
Медицинская промышленность
Полиграфическая промышленность
др. промышленные производства
Машиностроение — отрасль тяжёлой промышленности, производящая всевозможные машины, орудия, приборы, а также предметы потребления и продукцию оборонного назначения.
Машиностроение делится на три группы — трудоёмкое, металлоёмкое и наукоёмкое. В свою очередь, эти группы делятся на следующие отраслевые подгруппы: тяжёлое машиностроение, общее машиностроение, среднее машиностроение, точное машиностроение, производство металлических изделий и заготовок, ремонт машин и оборудования.
Тяжёлое машиностроение является совокупностью подотраслей:
Подъёмно-транспортное машиностроение
Железнодорожное машиностроение
Судостроение
Авиационная промышленность
Ракетно-космическая отрасль
Энергомашиностроение
Производство технологического оборудования по отраслям
Строительное и коммунальное машиностроение
Сельскохозяйственное машиностроение
Нефтегазовое машиностроение
Химическое машиностроение
Лесопромышленное машиностроение
Среднее машиностроение включает в себя автомобилестроение, тракторостроение, станкостроение, инструментальная промышленность, производство технологического оборудования для легкой и пищевой промышленности.
Автомобильная промышленность
Тракторостроение
Станкостроение
Робототехника
Инструментальная промышленность
Оборудование легкой промышленности
Оборудование пищевой промышленности
Промышленность бытовых приборов и машин
Точное машиностроение — приборостроение, радиотехническое и электронное машиностроение, электротехническая промышленность..
Приборостроение
Радиотехническая и электронная промышленность
Электротехническая промышленность
Производство металлических изделий и заготовок
Производство ножевых изделий, столовых приборов, замочных изделий
40. Обработка металлов давлением. Основы технологии объемной и листовой штамповки. Виды изделий получаемый объемной и листовой штамповкой.
Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал. Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Штамповка - процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки — листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист до 6 мм). В противном случае штамповка называется объёмной. Для процесса штамповки используются прессы — устройства, позволяющие деформировать материалы с помощью механического воздействия.
Штамповкой изменяют форму и размеры заготовки с помощью специализированного инструмента — штампа (для каждой детали изготовляют свой штамп). Различают объёмную и листовую штамповку.
При объёмной штамповке сортового металла на заготовку, являющуюся обычно отрезком прутка, воздействуют специализированным инструментом — штампом, причём металл заполняет полость штампа, приобретая её форму и размеры.
Виды штамповки:
Процесс объемной штамповки сродни ковки, только вместо бойков используют штампы, состоящие из двух половин. В каждой из них выполняют полости, по форме соответствующие форме штампуемых изделий. В отличие от свободной ковки течение металла здесь ограничивают полости штампа, а излишек металла уходит в заусенец (облой). Это обеспечивает достаточно высокую точность изделия.
Объемная штамповка используется в тех случаях, когда требуется серийное производство деталей. Суть метода объемной штамповки заключается в изменении формы заготовки в формах (штампах) под действием давления.
Объемная штамповка по степени предварительной подготовки заготовки подразделяется на два вида: горячая штамповка и холодная штамповка. При использовании метода горячей штамповки для производства детали, заготовку предварительно разогревают до нужной температуры, чтобы придать заготовке необходимую пластичность. Таким образом, горячая штамповка более энергоемкий метод объемной штамповки. Однако, при использовании метода горячей штамповки, возможно использование прессов меньшей мощности.
Штампы работают в тяжелых условиях – высокие температуры, частые теплосмены, большие давления. Поэтому их изготавливают из дорогих теплостойких, износостойких сталей. Сам процесс изготовления штампов весьма трудоемок. Вследствие этого объемную штамповку применяют при необходимости изготовления ограниченного сортамента изделий крупными сериями.
При листовой штамповке основным инструментом являются матрица и прижим с центральным отверстием, равным наружному диаметру изделия, и
пуансон диаметром, равным внутреннему диаметру изделия.
Круглую заготовку из листов толщиной 0,5…4,0 мм пластичных металлов и сплавов (медь, алюминий, углеродистая и легированная стали и пр.) укладывают на матрицу, прижимают прижимом и пуансоном деформируют заготовку. В результате получают изделия в виде колпачков. Этим способом получают практически всю кухонную посуду – кружки, миски, кастрюли и пр.
Штамповка объемная позволяет получить множество различных деталей: ролики и кольца подшипников, шары, крепежные детали, лопатки турбин, зубчатые колеса, рычаги, коленчатые валы и многое другое.
Листовой штамповкой получают плоские и пространственные полые детали из заготовок, у которых толщина значительно меньше размеров в плане (лист, лента, полоса). Обычно заготовка деформируется с помощью пуансона и матрицы.
Задача
Билет № 20
20. Машиностроительный комплекс рф. Функции мск. Основные типы технологий и научно-технические инновации мск.
Машиностроение занимается производством машин и оборудования, различного рода механизмов для материального производства, науки, культуры, сферы услуг. Следовательно, продукция машиностроения потребляется всеми без исключения отраслями народного хозяйства.
В развитии машиностроения приоритетными являются два основных направления. Первое связано с решением социальных проблем: выпуск машин и оборудования для АПК, легкой промышленности, медицинской техники и предметов оборудования. Второе: развитие электроэнергетической и электротехнической промышленности, производства вычислительной техники, приборостроения и станкостроения.
Функции МСК:
Производство продукции с высокой долей добавленной стоимости, которое предусматривает создание инновационно-технологического потенциала экономики для ее будущего развития;
Поддержание военной безопасности страны через поставку Вооруженным силам Российской Федерации вооружения и военной техники;
Удовлетворение конечного спроса на технически сложные потребительские товары.
Технологическое обеспечение воспроизводства процессов изготовления
Черты:
Многообразие продукции
Гибкость и мобильность производства
Точность серийного воспроизведения, комплектующих
Высокоинтенсивные межотраслевые
Выпуск продукции гражданского и военного назначения осуществляется на мощностях, сопряженных с одной и той же инфраструктурой
Основные типы технологий в МСК:
Заготовительная (штамповка, литье, прокатка)
Обрабатывающая
Сборочные технологии
СССР и США: СССР – упор на военную технику (29%), США -15%. Технически сложные потреб товары: СССР 17%, США – 26%. Оборудование СР – 6%, США 24%.
Структура МСК: 19 крупных отраслей:
Автомобилестроение
Металлургия
Электродвигатели
Приборостроение
Средства связи
Химический и нефтяной МСК
Легкая и пищевая промышленность
Подсистемы МСК. Динамика производства МСК. Научно-технические инновации
В МСК сформировались четыре функциональные подсистемы:
Гражданское машиностроение (станки, автомобили, быт техника)
Оборонное (военная техника, системы связи)
Специализированное машиностроение немашинных отраслей
Ремонтно-механические цехи предприятия реального сектора.
В 90е гг. в развитых промышленных странах серийное производство основывалось на широком использовании компьютерных технологий.
Динамика производства МСК: производство МСК растет (РФ: 2002 - 101,9%; 2003 - 109,2%; 2004 - 111,7%), хотя промышленный рост в целом незначителен (2002 – 103,7% ,2003 – 101,7%, 2004-106,1%) Инновации: для развития необходимо увеличение финансирования НИОКР, повышение наукоемкости производства, протекционизм государства.
41. Физические основы и пути развития электрофизических и электрохимических методов обработки.
Электрофизические и электрохимические методы обработки, общее название методов обработки конструкционных материалов непосредственно электрическим током, электролизом и их сочетанием с механическим воздействием.
В электрофиз. и электрохим. методы обработки включают также методы ультразвуковые, плазменные и ряд других методов. С разработкой и внедрением в производство этих методов сделан принципиально новый шаг в технологии обработки материалов - электрическая энергия из вспомогательного средства при механической обработке (осуществление движения заготовки, инструмента) стала рабочим агентом. Всё более широкое использование электрофиз. и электрохим. методы обработки в промышленности обусловлено их высокой производительностью, возможностью выполнять технологические операции, недоступные механическим методам обработки.
Электрофиз. и электрохим. методы обработки весьма разнообразны и условно их можно разделить на электрофизические (электроэрозионные, электромеханические, лучевые), электрохимические и комбинированные. При использовании этих методов отсутствует силовое воздействие инструмента на заготовку, не возникает наклеп обработанной поверхности, дефектный слой незначителен, удаляются прижоги поверхности, полученные при шлифовании, повышаются антикоррозионные, прочностные и другие эксплуатационные характеристики деталей.
Электрофиз. и электрохим. методы обработки универсальны и обеспечивают непрерывность процессов при одновременном формообразовании всей обрабатываемой поверхности, что позволяет обрабатывать очень сложные наружные и внутренние поверхности заготовок.
Задача
Номер перехода |
Содержание перехода |
I |
Подать пруток до упора и закрепить |
1 |
Подрезать торец от торца цанги, окончательно |
2 |
Центровать торец, выдерживая размер d = 6 мм |
3 |
Сверлить отверстие 8 мм, выдерживая размер 10 мм |
4 |
Сверлить отверстие 6,5 мм, выдерживая размер 39 мм |
5 |
Зенкеровать отверстие 8,95, выдерживая размер 12 мм |
6 |
Расточить канавку 13,5 мм шириной 2 мм, выдерживая размер 12 мм |
7 |
Зенкеровать фаску 1,5х450 |
8 |
Обточить фаску 2 х 450 |
9 |
Нарезать резьбу М10 х 1 |
10 |
Отрезать деталь, выдерживая размер 40 мм |
Билет № 21
21. Роль и значение заготовительного производства в производственном цикле. Основные технологии получения заготовок: литье, ковка, штамповка. Основные требования к заготовкам.
Производственный цикл - это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию (или в готовую ее часть). Он выражается в календарных днях или (при малой трудоемкости изделия) в часах.
Началом технологического цикла является заготовительное производство. Технологии заготовительного производства – создание заготовок, из которых изготавливаются детали, что имеет большое значение в производстве. От точности и производительности этого этапа зависит качество и объем выпуска конечного продукта. Заготовки, из которых изготавливаются детали, имеют большое значение в производственном цикле. Тип заготовки, ее конфигурация и размеры, определяют материалоемкость производства, оцениваются коэффициентом использования металла (КИМ) - отношением масс детали и заготовки.
Заготовка отличается от детали припусками на обрабатываемые поверхности и напусками.
Припуск - это слой металла, который удаляется с заготовки, для получения заданной чертежом формы, размера и шероховатости поверхности детали.
Напуск - это слой металла, который назначается сверх припуска (например, штамповочные или литейные уклоны, применяемые для облегчения извлечения штампованной поковки из штампа и отливки или модели из литейной формы).
Основные виды заготовок: прокат, прессованные и волоченные профили, отливки, поковки, сварные заготовки.
Литьё — технологический процесс изготовления заготовок (реже — готовых деталей), заключающийся в заполнении предварительно изготовленной литейной формы жидким материалом (металлом, сплавом, пластмассой и т. п.) с последующим его затвердеванием.
Литые заготовки изготовляют в различных типах форм, таких как:
Разовые литейные формы, разрушаемые для извлечения отливки,
Полупостоянные - сборные из керамики, которые разбираются для извлечения отливки с последующим ремонтом формы,
Постоянные - металлические, в которых можно получить до нескольких сотен тысяч отливок в зависимости от материала отливки.
К способам литья в разовые формы относятся:
Литье в разовые, объемные, песчаные формы (ОПФ). Этот способ является наиболее универсальным, посредством его производится большая часть (80 %) отливок. Процесс изготовления отливок в песчаных формах складывается из нескольких этапов, которые выполняются в соответствующих отделениях литейного цеха.
Оболочковое литье. Формовочная смесь (кварцевый песок с добавлением термореактивной смолы) наносится на нагретую металлическую модельную плиту и образует корку толщиной 6-15 мм. Корка после окончательного твердения в печи образует оболочковую полуформу. Пара полуформ скрепляется или склеивается, образуя разовую литейную форму. Несколько оболочек устанавливаются в контейнер и засыпаются песком или дробью для предотвращения разрушения формы давлением жидкого металла.
Литье по выплавляемым и газифицируемым моделям. Модели изготовляются из легкоплавких модельных составов. Модельный состав, подогретый до полужидкого состояния, запрессовывается в металлическую пресс-форму. После охлаждения модель извлекается. Мелкие модели собираются в модельные блоки, которые погружаются в специальную клеящую суспензию, покрываются слоем кварцевого песка и сушится около 2 часов. Так наносится 2-7 слоев, образующих оболочку - литейную форму. Модельный состав выплавляется паром, горячей водой или в электрической печи сопротивления. Затем несколько оболочек наформовываются в контейнер и прокаливаются в печи для выжигания модельного состава и обжига оболочек, после чего формы заливаются жидким металлом.
Литье в кокиль. Кокиль - это металлическая литейная форма, рабочие полости которой часто выполняются литьем. Повышенная теплопроводность кокилей не позволяет получать тонкостенные отливки, но за счет ускоренного охлаждения величина зерен оказывается меньше, чем при литье в разовые формы. Соответственно, и физико-механические свойства отливок становятся выше.
Литье под давлением. Этот способ позволяет получать самые точные, самые сложные (корпус карбюратора) отливки преимущественно из сплавов цветных металлов с поверхностью низкой шероховатости с самыми тонкими стенками (до 1 мм). Жидкий металл под давлением поршня машины до 800 МПа запрессовывается в металлическую пресс-форму, из которой после кристаллизации и охлаждения до безопасной температуры отливка удаляется толкателями формы. Далее производится обрубка, очистка поверхности, в необходимых случаях - зачистка. После контроля отливка передается на механическую обработку. Таким способом можно производить до 400 заливок в час.
Ковка - это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры. Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств.
Продукцией кузнечно-штамповочного производства могут быть:
Заготовки - кованые и штампованные поковки, изготовленные методами горячей объемной обработки давлением,
Готовые детали, полученные холодной штамповкой.
Ковка применяется при единичном производстве мелких и средних поковок и при любой серийности - крупных поковок самого разного назначения, например, валов, рычагов, втулок, зубчатых колес. Особенностью ковки является применение универсального основного инструмента - бойков плоских, реже вырезных и вспомогательного - прошивней, оправок, топоров.
Штамповка - процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки — листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист до 6 мм). В противном случае штамповка называется объёмной. Для процесса штамповки используются прессы — устройства, позволяющие деформировать материалы с помощью механического воздействия.
Горячая объемная штамповка. Основной особенностью горячей объемной штамповки (ГОШ) является применение специального инструмента - штампа, пригодного для изготовления заготовок деталей только одного типоразмера. Штамп - это сложный в изготовлении и трудоемкий инструмент, поскольку обычно содержит несколько ручьев. Ручей - это совокупность вырезов в верхнем и нижнем штампе, одновременно деформирующих горячую заготовку. Ручьи штампа служат для постепенного приближения заготовки для штамповки, нарезанной обычно из круглого сортового проката и имеющей чаще всего форму простейшего цилиндра, к сложной конфигурации штампованной поковки.
ГОШ производится:
На паровоздушных штамповочных молотах,
Кривошипных горячештамповочных прессах,
Горизонтально-ковочных машинах,
Винтовых прессах,
Гидравлических прессах.
Холодная штамповка. Продукцией холодной штамповки являются, как правило, готовые детали. Штампованные детали отличаются высокой точностью, малой шероховатостью и, что особенно важно, стабильностью качества. Штамповка производится на специальных (предназначенных для получения одной детали) штампах. Холодная штамповка подразделяется на объемную, осуществляемую обычно из сортового проката, и листовую.
42.Лазерные, электронно-лучевые, плазменные, ультразвуковые методы обработки промышленных материалов.
Лазерная обработка материалов. Основным источником энергии, обеспечивающим процесс обработки, является оптический квантовый генератор (лазер). Лазерное излучение формируется оптической системой в пучок с определенными пространственными характеристиками и направляется на обрабатываемый объект. При помощи оптической системы могут осуществляться также визуальный контроль положения обрабатываемого объекта относительно луча, наблюдение за ходом процесса обработки и оценка его результата. В лазерной технологической установке имеется также устройство для обеспечения перемещения обрабатываемого объекта в процессе обработки.
Электронно-лучевая обработка материалов осуществляется в вакууме при наличие специального оборудования: технологической камеры с вакуумной системой и электронной пушки с высоковольтным источником питания.
Вакуум при электронно-лучевой обработке необходим как для создания и формирования электронного пучка, так и для защиты обрабатываемого металла от действия кислорода и азота воздуха, ускорения дегозации металла при плавлении, удаления некоторых вредных примесей и др.
Электронно-лучевые технологические установки состоят из двух основных комплексов: энергетического и электромеханического. К энергетическому комплексу относится аппаратура, предназначенная для формирования пучка электронов с заданными параметрами управления его мощностью и положением в пространстве. Электромеханический комплекс установки предназначен для герметизации и вакуумирования рабочего объема, выполнения всех установочных, транспортных и рабочих перемещений обрабатываемого изделия и электронной пушки.
При плазменной обработке материалов изменяется форма, размеры, структура обрабатываемого материала или состояние его поверхности. Плазменная обработка включает: разделительную и поверхностную резку, нанесение покрытий, наплавку, сварку, разрушение горных пород (плазменное бурение).
Ультразвуковая обработка материалов является эффективным способом формообразования поверхностей, особенно сложной формы, на деталях из твердых хрупких материалов, обработка которых другими методами затруднена.
Наиболее широкое применение ультразвуковая обработка получила для обработки искусственных и естественных камней, ювелирных и технических алмазов. Широко она применяется при изготовлении деталей из стекла, кварца, флюорита, феррита и других металлокерамических материалов.
В основе ультразвуковой размерной обработки лежат два процесса:
Ударное внедрение абразивных зерен, приводящее к выкалыванию частиц обрабатываемого материала;
Циркуляция суспензии в рабочей зоне, за счет которой осуществляется вынос выколотых частиц и доставка свежих абразивных зерен.
Задача
Билет № 22
22. Классификация и обозначение металлорежущих станков. Краткая характеристика основных групп и типов станков.
Металлорежущий станок - это машина, предназначенная для обработки заготовок в целях образования заданных поверхностей путем снятия стружки или путем пластической деформации. Обработка производится преимущественно путем резания лезвийным или абразивным инструментом. Станки применяют также для выглаживания поверхности детали, для обкатывания поверхности роликами. Металлообрабатывающие станки классифицируют по различным признакам, в зависимости от вида обработки, применяемого режущего инструмента и компоновки. Все серийно выпускаемые станки разделены на девять групп, в каждой группе предусмотрены девять типов:
Токарные
Сверлильные и расточные
Шлифовальные и доводочные
Электрофизические и электрохимические
Зубо- и резьбообрабатывающие
Фрезерные
Строгательные, долбежные, протяжные
Разрезные
Разные
Каждая группа подразделяется на 10 подгрупп в зависимости от технологического назначения (например, круглошлифовальные, внутришлифовальные и т. д.), расположению рабочих органов (вертикально-сверлильные, горизонтально-сверлильные и т. д.), числу главных рабочих органов (одношпиндеольные, многошпиндельные и т. д.), степени автоматизации (автомат, полуавтомат).
Каждый тип включает 10 типоразмеров в зависимости от основных параметров в данной группе (например, для токарных станков — по наибольшему размеру обрабатываемой детали над станиной, сверлильных — по наибольшему диаметру сверления, фрезерных — по размерам основного стола и т. п.) . Все эти данные зашифрованы в номере модели станка. Первая цифра обозначает группу, вторая — шифр типа, третья (или третья и четвертая) — типоразмер.
Кроме того, в обозначении станка после третьей (четвертой) цифры буквой указывается класс точности данной модели:
Н — нормальной точности (например, большинство универсальных металлорежущих станков),
П — повышенной точности,
В — высокой точности,
А — особо высокой точности,
С — особо точный (при нормальной точности станка обозначение его класса Н опускается).
Для станков с программным управлением установлены особые шифры, указывающие дополнительно степень автоматизации:
Ф1 — станки с цифровой индикацией и преднабором координат,
Ф2 — с позиционными и прямоугольными системами,
Ф3 — с контурными системами,
Ф4 — с универсальной системой для позиционной и контурной обработки. Эти шифры пишутся в конце номера модели.
В обозначении станка после второй цифры может быть также буква (А, Б, В и т. д.), указывающая, что данная модель подвергалась усовершенствованию, а после шифра точности станка — буква М, свидетельствующая о наличии на нем инструментального магазина.
Токарный станок — станок для обработки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развертывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Сверлильные станки — многочисленная группа металлорежущих станков предназначенных для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развёртывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
Шлифовальные станки - станки, работающие абразивными инструментами: шлифовальными кругами, сегментами, брусками, шкуркой, порошками и пастами. Шлифованием обрабатывают гладкие, ступенчатые и шлицевые валы, сложные коленчатые валы, кольца и длинные трубы, зубчатые колеса, направляющие базовых деталей и т.д. С развитием глубинного шлифования возрос диапазон снимаемых припусков (0,01-10 мм), что позволяет эффективно использовать абразивную обработку вместо лезвийной.
Резьбообрабатывающие станки - группа металлорежущих станков дляобразования резьб на различных заготовках. Различают резьбообрабатывающиестанки: токарно-винторезные, резьбофрезерные, резьбошлифовальные, гайко-, болто-, трубо- и муфтонарезные.
Фрезерные станки - группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок.
43. Технологии автоматизированного управления объектами и производственными процессами. Компьютеризация управления технологическим оборудованием.
Внедрение механизации и автоматизации в производство освобождает человека от тяжелого физического труда, значительно повышает производительность труда и обеспечивает высокое качество продукции.
На производстве различают процессы автоматического управления и автоматического регулирования. Автоматизация операций, используемая в технологическом процессе для получения конечного результата этого процесса, определяет собой процесс автоматического управления. Она характеризуется тем, что одна операция следует за другой до получения конечного продукта, и нарушение выполнения какой-нибудь одной операции останавливает работу всей цепи.
Автоматизация, обеспечивающая качественное выполнение технологического процесса и проведение его по заданному циклу, определяет собой понятие процесса автоматического регулирования. В отличие от автоматического управления отказ в работе отдельной операции по регулированию может не остановить хода всего процесса, но в отдельных случаях повлиять на качество конечного продукта.
Современную промышленность невозможно представить себе без компьютеризированной системы управления производственным оборудованием. Основные цели использования предприятиями технологий автоматизированного управления производственными процессами:
Обеспечение качества производимой продукции;
Оптимизация времени за производство;
Оптимизация количества персонала
Комплексные решения, включающие в себя как аппаратную часть – компьютеры, сеть передачи данных, датчики, контроллеры и исполнительные устройства, так и программную часть – интерфейсы управления оборудованием, справочники ведения номенклатуры и рецептуры продукции, хранение статистической и другой информации, классифицируются как АСУ ТП – автоматизированные системы управления технологическими процессами. Они имеют специфические особенности конкретного типа производственного оборудования.
Задача
Номер перехода |
Содержание перехода |
1 |
Подать пруток до упора и закрепить |
2 |
Подрезать торец до размера 85 мм от торца цанги |
3 |
Центровать торец, выдерживая размер d = 6 мм |
4 |
Сверлить отверстие 18 выдерживая размер 55 мм |
5 |
Сверлить отверстие 12 выдерживая размер 70 мм ??? |
6 |
Обточить поверхность до 36 под резьбу на длину 70 мм |
7 |
Проточить канавку шириной 3 мм до 30 |
8 |
Нарезать резьбу М36 |
9 |
Обрезать деталь до размера 80 мм |
Билет № 23
Механическая обработка — обработка заготовки из различных материалов при помощи механического воздействия различной природы с целью создания по заданным формам и размерам изделия или заготовки для последующих технологических операций.
В машиностроении используется три вида механической обработки:
Обработка резанием, осуществляется на металлорежущих станках путём внедрения инструмента в тело заготовки с последующим выделением стружки и образованием новой поверхности. Виды резания:
Наружные цилиндрические поверхности — точение, шлифование, притирка, обкатывание, суперфиниширование;
Внутренние цилиндрические поверхности — растачивание, сверление, зенкерование, развертывание, протягивание, шлифование, притирка, хонингование, долбление;
Плоскости — строгание, фрезерование, шлифование.
Обработка методом пластической деформации - осуществляется под силовым воздействием внешней силы, при этом меняется форма, конфигурация, размеры, физикомеханические свойства детали. Это процессы: ковка, штамповка, прессование, накатывание резьбы.