

6. Литьевая и прессованная полимерная тара
6.1. Особенности данной тары и ее виды
В силу конструктивных особенностей инструмента литьевая и прессованная тара выполняется без поднутрений, препятствующих извлечению готового изделия после его формования. Поэтому прессованием и литьем под давлением не изготавливают объемную тару с узкими горловинами. Также по технологическим причинам затруднено изготовление литьем под давлением и прессованием тары с тонкими стенками. Производительность оборудования вследствие этого ниже, чем при производстве выдувной и термоформованной тары.
Повышение производительности путем увеличения гнездности форм усложняет конструкцию оснастки и увеличивает трудоемкость ее изготовления. Значительный расход материалов и малая производительность обусловливают в конечном итоге высокую стоимость литьевой и прессованной тары.
Применение литья под давлением и прессования целесообразно при изготовлении многооборотной прочной тары с ребрами жесткости, имеющей сложную конструкцию, а также укупорочных средств, функциональных устройств и приспособлений [5].
Литьем под давлением и прессованием изготавливают транспортные ящики, лотки, поддоны, контейнеры, потребительские баночки и стаканчики, выдвижные и винтовые пеналы, многогнездные коробки, пробки и крышки, различные функциональные приспособления.
Ящики (рис. 41, а, б, в) изготавливают в основном литьем под давлением из термопластов. Как правило, стенки ящиков усиливаются ребрами жесткости. Для транспортирования рыбы, мясных, кисломолочных продуктов и овощей навалом и в потребительских пакетах, коробках, мешочках применяются ящики без перегородок.
В отраслевом стандарте мясной и молочной промышленности ОСТ 49127-78 «Ящики полимерные многооборотные для продукции мясной и молочной промышленности» предусмотрены определенные типы и габаритные размеры ящиков (табл. 9).
Молочную продукцию в упаковках в форме тетраэдров перевозят в специальном ящике, показанном на рис. 41, в.
Для перевозки товаров в стеклянных бутылках используют ящики с монолитными перегородками (число гнезд - 4 и более) (см. рис.41, а).
Таблица 9 Основные характеристики ящиков из полимерных материалов для мясной и молочной продукции
Габаритные размеры, мм |
Вместимость, дм3 |
Масса ящика, кг |
||
длина |
ширина |
высота |
||
685 604 580 565 502 444 418 390 330 |
400 414 380 365 332 305 418 340 290 |
228 318 190 250 155 273 292 230 190 |
38,6 61,0 28,97 39,4 14,8 29,0 40,0 9,56 5,20 |
3,5 3,83 2,2 2,92 2,0 2,3 2,65 0,83 0,53 |
Ящики из полимерных материалов широко используются в качестве производственной тары, предназначенной для хранения и транспортирования мелких заготовок, полуфабрикатов, комплектующих изделий и деталей.
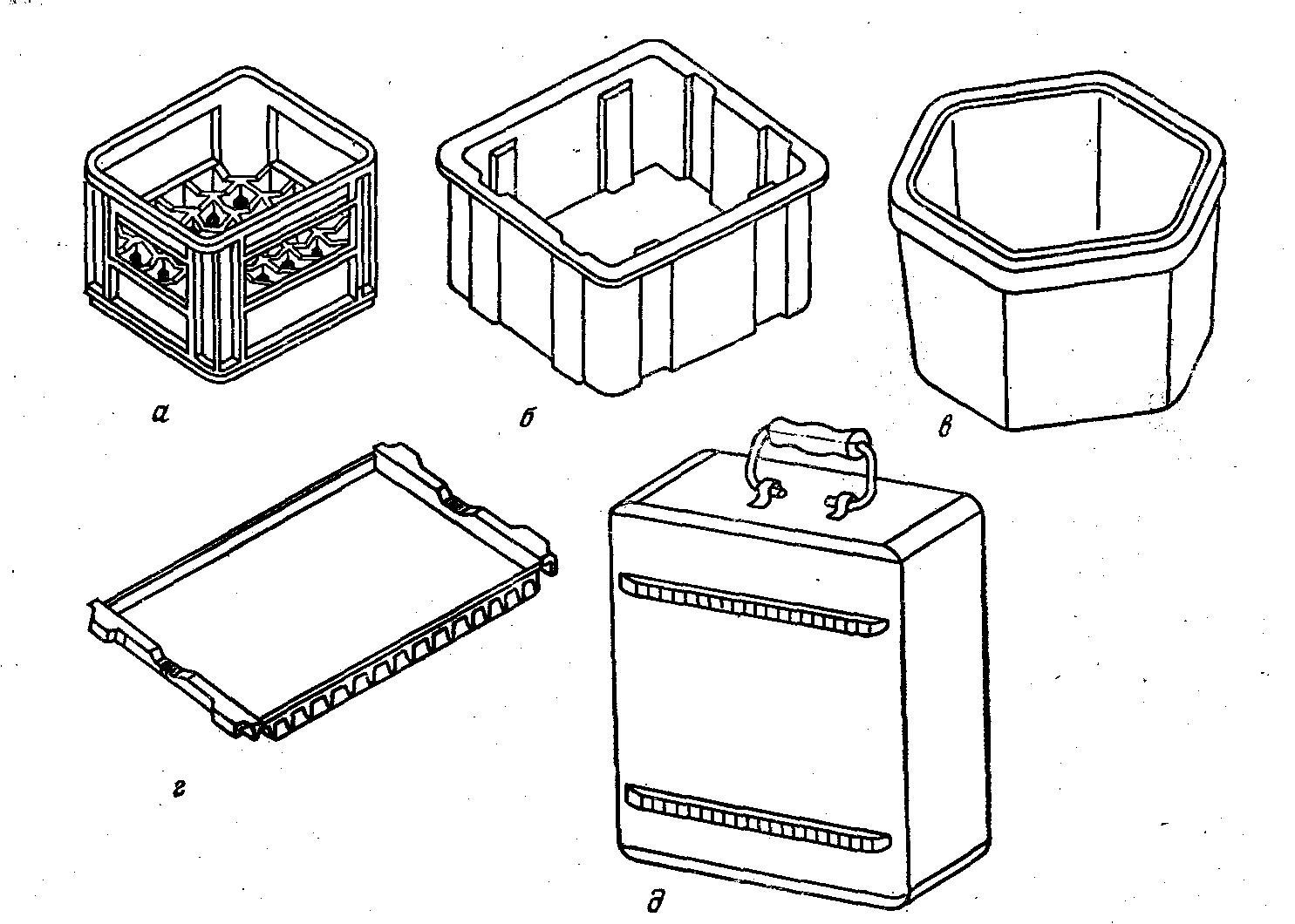
Рис. 41.
Транспортные ящики, лотки и контейнеры из пластмасс:
а - ящик с гнездами для бутылок; б - прямоугольный ящик без перегородок; в - шестиугольный ящик для молочных пакетов - тетраэдров; г - лоток с замковым устройством на торцах; д - транспортный контейнер

Рис. 42. Поддон из пластмассы для пакетирования изделий
с помощью термоусадочной пленки.
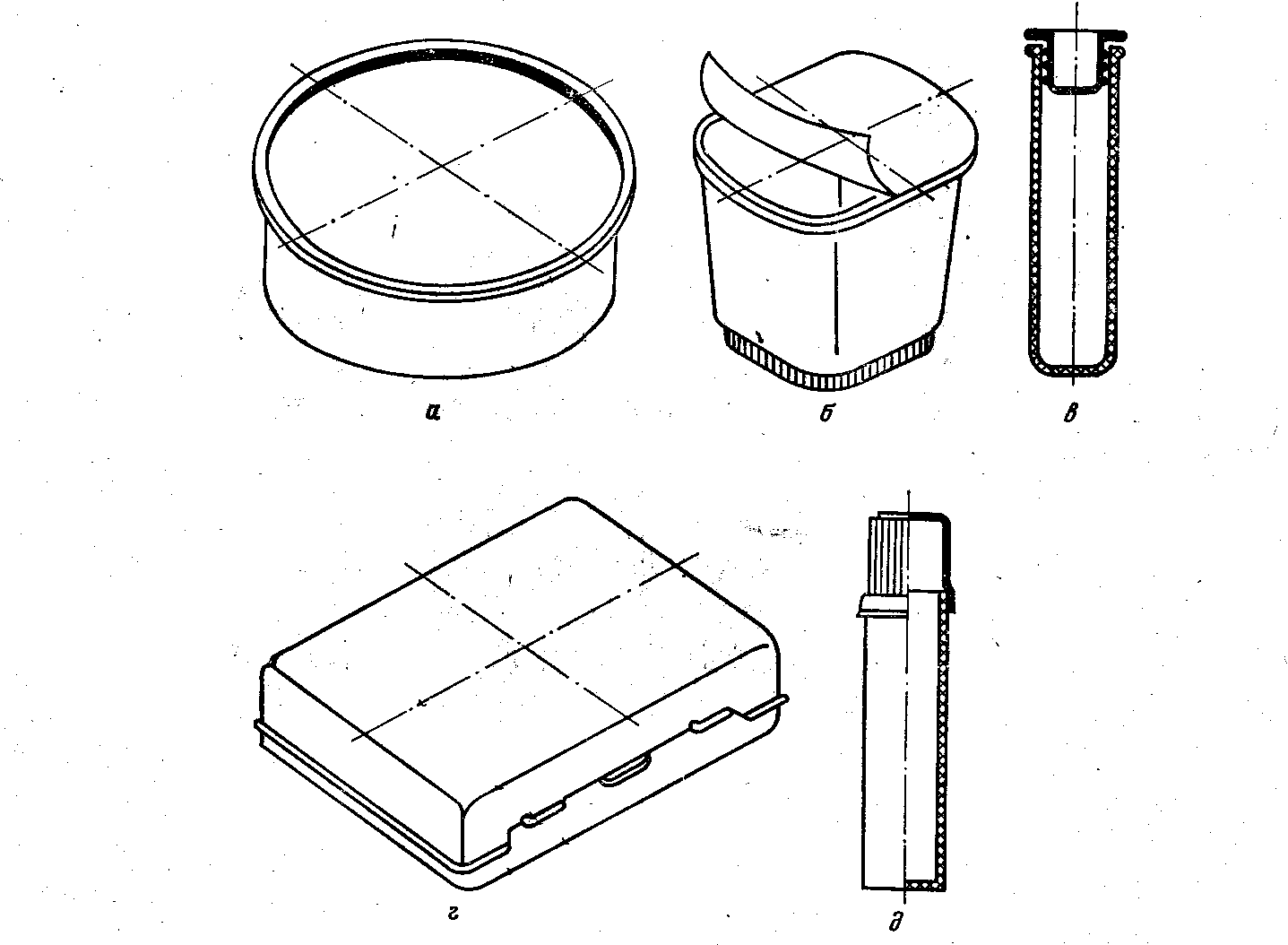
Рис. 4З. Основные типы, потребительской литьевой и прессованной тары:
а - пластмассовая банка; б - стаканчик; в - пробирка; г - коробка; д - пенал.
Лотки (рис. 41, г) - неглубокие изделия с ребрами жесткости, могут быть изготовлены литьем под давлением или прессованием. Они в основном используются в качестве инвентарной тары для хранения и транспортирования легко деформируемых изделий (пирожных, ягод, кулинарных полуфабрикатов, помидоров), а также деталей и заготовок в технологическом потоке [5].
Контейнеры (рис. 41, д) изготавливают чаще всего из ударопрочных слоистых пресс-материалов или волокнита. Объемы контейнеров из полимерных материалов, как правило, не превышают 0,1 м3. По форме могут быть прямоугольными, цилиндрическими или другой формы, удобной для укладки и перевозки определенных товаров.
Поддоны (рис. 42) служат для пакетирования и перевозки грузов. На небольших поддонах пакетирование может осуществляться с помощью термоусадочной пленки.
Потребительские баночки, стаканчики и пеналы (рис. 4З) с резьбой и без резьбы применяются в качестве потребительской тары многократного и однократного пользования для фасовки в них различных продуктов.
Пеналы выдвижные применяются для потребительской упаковки штучных товаров (мелков, письменных принадлежностей, акварельных красок, косметических брикетов и карандашей, чертежных принадлежностей и др.). Пеналы винтовые применяются для потребительской упаковки губной помады, карандашей для бровей и пр. [5].
Различные виды производственной тары из пластмасс представлены на рис. 44 и 45.
Укупорочные приспособления и функциональные приспособления изготавливаются литьем под давлением из термопластов и реактопластов или прессованием из реактопластов.

Рис. 8.44.Производственная ящичная тара:
а - общий вид (;1 - посадочные пазы;
2 - внутренние впадины; 3 - заниженная отбортовка; 4 - выступы-фиксаторы);
б - складирование пустых ящиков;
в - горизонтальное рабочее положение тары; г - наклонное рабочее положение тары
Рис. 8.45. Производственная тара с полуоткрытой стенкой:
а - общий вид тары (1 - внутренний выступ; 2 - наружная отбортовка;
3 - впадина торцевой стенки; 4 - пазы днища); б - штабелирование заполненной тары; в - складирование пустой тары.