

3. Расчет производственной мощности и обоснование производственной программы
Понятие производственной мощности достаточно часто используется для характеристики производственного потенциала предприятия или его структурного подразделения. Производственная мощность – это показатель, отражающий максимальную способность предприятия (подразделения, объединения или отрасли) по осуществлению выпуска товарной продукции в натуральных или стоимостных единицах измерения, отнесенных к определенному периоду времени (смена, сутки, месяц, квартал, год).
Этот показатель позволяет осуществить:
-сравнение производственного предприятия или его подразделения с другими аналогичными производствами;
-выявление резервов увеличения выпуска продукции путем увеличения загрузки оборудования;
-сравнение использования производственных возможностей предприятия в различные периоды времени.
То есть, этот показатель важен для анализа хозяйственной деятельности предприятия, так как позволяет ответить на многие вопросы, задаваемые в этой области изучения.
Однако, несмотря на ценность показателя производственной мощности в экономическом анализе и производственном менеджменте, четкого алгоритма для его расчета в настоящее время не предложено. Приведенное здесь определение позволяет рассчитывать показатель и в натуральных, и в стоимостных измерителях. А оба этих подхода имеют свои достоинства и недостатки; кроме того, рассчитанные с помощью них показатели использования производственной мощности могут отличаться.
Если рассчитывать производственную мощность в натуральных измерителях, то затрудняется сравнительный анализ, в силу того, что качество продукции может быть различным или изменчивым, а потому сравнение потенциальных объемов выпуска может не иметь смысла.
Если же производственную мощность рассчитывать в денежных измерителях, то существующие проблемы также до конца не решаются. Это может быть обусловлено различием торговых наценок на готовые изделия (если производственная мощность рассчитывается как потенциальный объем выпуска в ценах продукции), или различием стоимости сырья и материалов
Проблемы, связанные с расчетом производственной мощности предприятия, заставляют искать механизм определения показателя, который можно было бы применять без существенных затруднений для анализа каждого предприятия.
В таблице 5 приведен стандартный перечень основного технологического оборудования, необходимый для расчета производственной мощности.
Таблица 5. Основные технико-экономические характеристики оборудования.1
Наименование оборудования |
Кол-во |
Баланс. стоим-ть ед., тыс. руб. |
Произв-ть, т/час |
Продолжительность ремонта, час. |
Продолжительность между ремонтами, час. |
||||
Сред. |
Тек. |
Кап. |
Сред. |
Тек. |
Кап. |
||||
Контактный аппарат К-39-4 |
1 |
1096,4 |
2,92 |
96 |
8 |
600 |
17280 |
720 |
34560 |
Печь для сжигания серы |
2 |
332,4 |
5,79 |
600 |
12 |
720 |
17280 |
720 |
34560 |
Промывная башня |
2 |
169,1 |
3,45 |
240 |
12 |
720 |
8640 |
720 |
34560 |
Сушильная башня |
2 |
439,5 |
3,45 |
96 |
8 |
360 |
8640 |
720 |
34560 |
Абсорбер для к-ты технической |
2 |
67,7 |
3,45 |
120 |
8 |
600 |
17280 |
720 |
86400 |
Абсорбер для к-ты реактивной |
10 |
34,1 |
0,134 |
48 |
8 |
120 |
8640 |
2160 |
17280 |
Расчетное количество
ремонтов к
- го типа (![]() )
в течение ремонтного цикла (РЦ) определяется
на основе данных о продолжительности
ремонтного цикла (
)
в течение ремонтного цикла (РЦ) определяется
на основе данных о продолжительности
ремонтного цикла (![]() )
и пробега между двумя смежными ремонтами
одного типа (
)
и пробега между двумя смежными ремонтами
одного типа (![]() )
для каждого вида оборудования,
представленных в табл. 1, по следующей
формуле:
)
для каждого вида оборудования,
представленных в табл. 1, по следующей
формуле:
3) При этом следует
учитывать, что при проведении более
трудоемкого ремонта предусматривается
проведение всех более мелких ремонтов.
Так, при проведении капитального (К)
ремонта проводятся и средний (С), и
текущий (Т) ремонты. Таким образом,
например, общее количество планируемых
текущих ремонтов (![]() )
в течение ремонтного цикла, не совмещенных
с проведением более крупных ремонтов
может быть рассчитано следующим образом:
)
в течение ремонтного цикла, не совмещенных
с проведением более крупных ремонтов
может быть рассчитано следующим образом:
![]() ;
;
где:
![]() -
количество планируемых средних ремонтов,
не совмещенных с капитальным ремонтом,
в течение ремонтного цикла;
-
количество планируемых средних ремонтов,
не совмещенных с капитальным ремонтом,
в течение ремонтного цикла;
1 – количество капитальных ремонтов в межремонтном цикле.
При этом, исходя из имеющихся данных о нормативной продолжительности ремонтов, необходимо правильно рассчитать суммарную продолжительность простоя оборудования в ремонтах.
4) В связи с тем,
что производственная программа задается
на год, а ремонтный цикл, как правило,
охватывает более длительный период, то
необходимо в начале рассчитать суммарную
продолжительность простоев каждой
единицы оборудования в ремонтах в
течение всего ремонтного цикла, а затем
среднюю продолжительность ремонтов в
год в рамках ремонтного цикла:
где:
![]() – продолжительность ремонта к-го
типа (час),
– продолжительность ремонта к-го
типа (час),
m – продолжительность ремонтного цикла (лет).
Выполняем расчеты для контактного аппарата:
nрасч,рем,тек = 34560 / 720 = 48, nпл,рем,тек = 48 – 1 – 1 = 46
nрасч,рем,ср = 34560 / 17280 = 2, nрасч,рем,ср = 2 – 1 = 1
m = 34560 / 8640 = 4 года
Такие же расчеты выполняем для каждого вида оборудования. Расчетные данные занесены в таблицу 6.
Таблица 6. Количество расчетных и планируемых ремонтов в год для каждого вида оборудования.
Наименование оборудования |
Кол-во расчетных ремонтов в год |
Кол-во планируемых ремонтов в год |
||||
Т |
С |
К |
Т |
С |
К |
|
Контактный аппарат |
48
|
2
|
1
|
46
|
1 |
1 |
Печь для сжигания серы |
48
|
2
|
1
|
46
|
1
|
1 |
Промывная башня |
48 |
4 |
1 |
44 |
3 |
1 |
Сушильная башня |
48 |
4 |
1 |
44 |
3 |
1 |
Абсорбер для кислоты технической |
120 |
5 |
1 |
115 |
4 |
1 |
Абсорбер для кислоты реактивной |
8 |
2 |
1 |
6 |
1 |
1 |
Для расчета эффективного фонда работы оборудования необходимо составить график планово-предупредительных ремонтов всех видов оборудования. Все виды ремонтов проводятся по индивидуальному графику для каждого оборудования. Причем проведение крупных ремонтов сопряжено одновременно с работами более мелких ремонтов, и в продолжительности более крупного ремонта не учтена продолжительность более мелких ремонтов. Количество ремонтов (nр), необходимых в планируемом году, рассчитывается следующим образом:
nр = Тк / Период между ремонтами
где Тк – календарный фонд времени работы оборудования:
Тк = 365 дн. * 24ч. = 8760 час.
Периоды между ремонтами см. в табл. 5.
Планирование капитального ремонта по аппаратам:
по контактному аппарату, печи для сжигания, промывной и сушильной башням (раз в 4 года):
nр =8760/34560=0,25
по абсорберу для кислоты технической (раз в 10 лет):
nр = 8760/86400= 0,1
по абсорберу для кислоты реактивной (раз в 2 года):
nр = 8760/17280= 0,5
Текущий ремонт оборудования планируется производить каждый месяц, за исключением абсорберов для реактивной кислоты, ремонт которых будет производится раз в три месяца. Средний ремонт будет производится раз в год для промывной, сушильной башен и абсорбера для реактивной кислоты и 2 раза в год для остальных видов оборудования.
Продолжительность ремонтов см. в табл. 7.
Таблица 7. График планово-предупредительных ремонтов оборудования
на 2011 год.
Индекс оборудова-ния |
Виды ремонтов и их продолжительности, по месяцам |
||||||||||||
янв |
фев |
март |
апр |
май |
июнь |
июль |
авг |
сен |
окт |
нояб |
дек |
Тппр, час |
|
Контактный аппарат |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
К+С+Т |
Т |
792 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
704 |
8 |
||
Печь для сжигания серы |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
144 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
||
Печь для сжигания серы-2 |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
144 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
||
Промывная башня |
С+Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
384 |
252 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
||
Промывная башня-2 |
Т |
С+Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
384 |
12 |
252 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
||
Сушильная башня |
Т |
Т |
С+Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
192 |
8 |
8 |
104 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
||
Сушильная башня-2 |
Т |
Т |
Т |
С+Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
192 |
8 |
8 |
8 |
104 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
||
АКТ |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
96 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
||
АКТ-2 |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
Т |
96 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
||
АКР |
С+Т |
|
|
Т |
|
|
Т |
|
|
Т |
|
|
80 |
56 |
|
|
8 |
|
|
8 |
|
|
8 |
|
|
||
АКР-2 |
|
С+Т |
|
|
Т |
|
|
Т |
|
|
Т |
|
80 |
|
56 |
|
|
8 |
|
|
8 |
|
|
8 |
|
||
АКР-3 |
|
|
С+Т |
|
|
Т |
|
|
Т |
|
|
Т |
80 |
|
|
56 |
|
|
8 |
|
|
8 |
|
|
8 |
||
АКР-4 |
Т |
|
|
С+Т |
|
|
Т |
|
|
Т |
|
|
80 |
8 |
|
|
56 |
|
|
8 |
|
|
8 |
|
|
||
АКР-5 |
|
Т |
|
|
С+Т |
|
|
Т |
|
|
Т |
|
80 |
|
8 |
|
|
56 |
|
|
8 |
|
|
8 |
|
||
АКР-6 |
|
|
Т |
|
|
С+Т |
|
|
Т |
|
|
Т |
80 |
|
|
8 |
|
|
56 |
|
|
8 |
|
|
8 |
||
АКР-7 |
Т |
|
|
Т |
|
|
С+Т |
|
|
Т |
|
|
80 |
8 |
|
|
8 |
|
|
56 |
|
|
8 |
|
|
||
АКР-8 |
|
Т |
|
|
Т |
|
|
С+Т |
|
|
Т |
|
80 |
|
8 |
|
|
8 |
|
|
56 |
|
|
8 |
|
||
АКР-9 |
|
|
Т |
|
|
Т |
|
|
С+Т |
|
|
Т |
80 |
|
|
8 |
|
|
8 |
|
|
56 |
|
|
8 |
||
АКР-10 |
Т |
|
|
Т |
|
|
Т |
|
|
С+Т |
|
|
80 |
8 |
|
|
8 |
|
|
8 |
|
|
56 |
|
|
||
В соответствии с исходными данными и номером варианта принимаем, что один из капитальных ремонтов оборудования (контактного аппарата) был произведён в ноябре 2011 года
Производственные мощности отдельных технологических стадий производства (годовые) вычисляются по формуле:
![]() ,
,
где ni – количество однотипного оборудования i-й стадии;
Ni – часовая производительность единицы оборудования i-й стадии;
Тэф.i – эффективный фонд времени работы единицы оборудования i-й стадии.
Рассчитываем эффективный фонд работы каждого вида оборудования.
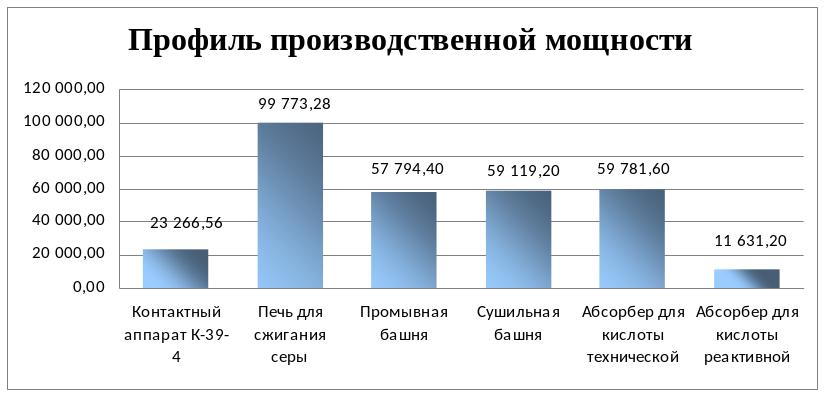
Таблица 8. Эффективный фонд работы и мощность оборудования.
Наименование оборудования |
Тк, час. |
Тппр, час. |
Тэфф, час. |
ni, единиц |
Ni, |
Мощность |
Контактный аппарат К-39-4 |
8760 |
792 |
7968 |
1 |
2,92 |
23266,56 |
Печь для сжигания серы |
8760 |
144 |
8616 |
2 |
5,79 |
99773,28 |
Промывная башня |
8760 |
384 |
8376 |
2 |
3,45 |
57794,40 |
Сушильная башня |
8760 |
192 |
8568 |
2 |
3,45 |
59119,20 |
Абсорбер для к-ты технической |
8760 |
96 |
8664 |
2 |
3,45 |
59781,60 |
Абсорбер для к-ты реактивной |
8760 |
80 |
8680 |
10 |
0,134 |
11631,20 |
На предприятиях производственная мощность устанавливается по ведущим цехам, в которых сосредоточена наибольшая часть действующего технологического оборудования. Ведущим оборудованием являются в производстве серной кислоты:
– контактный аппарат, абсорбер для кислоты технической и абсорбер для кислоты реактивной.
По полученным данным значений производственных мощностей по каждому оборудованию строим профиль производственной мощности.
Рассчитаем плановую производственную программу исходя из исходных данных в пересчёте на 100%-ный моногидрат Н2SО4 (таблица 9).
Показатели |
Вариант 1 |
I Объем реализации продукции на сторону: |
|
Кислота серная (тыс. тонн): |
|
- контактная (техническая) |
25 |
- аккумуляторная |
0,85 |
- реактивная «хч» |
12,2 |
II Остатки продукции на складе готовой продукции на начало года: Кислота серная (тыс. тонн): |
|
- контактная (техническая) |
1 |
- аккумуляторная |
- |
- реактивная |
0,35 |
III Остатки продукции на складе готовой продукции на конец года: Кислота серная (тыс. тонн): |
|
- контактная (техническая) |
0,5 |
- аккумуляторная |
0,25 |
- реактивная |
0,3 |
|
|
Объем производства рассчитываем по формуле:
Опр-ва = Ореал. – Огп нг + Огп кг,
где Ореал. - объем реализации продукции на сторону;
Огп нг - остатки продукции на складе готовой продукции на начало года;
Огп кг - Остатки продукции на складе готовой продукции на конец года.
Таблица 10. Плановая производственная программа в пересчёте на 100%-ный моногидрат Н2SО4.
Наименование Продукции |
Объем производства, т/год |
Концентрация Н2SО4,%
|
В пересчёте на 100%-ный моногидрат |
Контактная, техническая |
25400 |
93,0 |
22785 |
Аккумуляторная |
1100 |
94 |
1034 |
Реактивная |
12150 |
95,5 |
11603,25 |
ВСЕГО |
37750 |
|
35422,25 |
Рассчитываем показатели пропорциональности производственных мощностей по рассматриваемым стадиям.
Кпропорц = Мi / Мвед,
где Мi – мощность – мощность интересуемого отделения;
Мвед – мощность ведущего отделения.
Таблица .Показатели пропорциональности.
По отношению к: |
Отделения |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
Мощности цеха |
1 |
4,29 |
2,48 |
2,54 |
2,57 |
0,50 |
Производственной программе |
0,66 |
2,81 |
1,63 |
1,67 |
1,69 |
0,33 |
«Узким» местом является контактный аппарат и абсорбер для кислоты реактивной, а все остальные стадии имеют резервы. Поэтому примем следующие организационно-технические меры для исключения «узких» мест и устранения резервов:
Контактный аппарат.
Для исключения «узкого» места необходимо установить дополнительный контактный аппарат. Новая производственная мощность по отделению – 46533,12т.
Печь для сжигания серы.
В связи с большим резервом мощности один аппарат необходимо «заморозить». Получается производственная мощность установки 49886,64т.
Сушильная башня. Промывная башня.
По этим видам аппаратов имеется резерв. Но если «замораживать» по одной установке каждого оборудования, то не будет выполняться производственная программа. Следовательно, необходимо оставить прежнюю производственную мощность соответственно 59119,2 и 59781,6 т.
Абсорбер для кислоты технической.
Плановая производственная программа для абсорбера рассчитывается отдельно. Она равна сумме плановых объемов производства серной кислоты технической и аккумуляторной, что составляет 22785 + 1034 = 23819 т. Существующая мощность установки 59 781,6 т. Мы можем «заморозить» один абсорбер. Новая мощность абсорбера 29890,8 т.
Абсорбер для кислоты реактивной.
Плановая производственная программа для абсорбера равна плановому объему производства реактивной кислоты 11 603,25 т, а мощность установок – 11 631,2 т. Можно оставить имеющуюся производственную мощность
Исходя из проведенных мероприятий, мы получаем новые показатели характеристики оборудования:
Таблица 11. Сводная таблица перечня основного оборудования.
Наименование оборудования |
Произвоводи-тельность, т/час |
Количество, шт. |
Мощность, т/год. |
Общая балансовая стоимость, руб |
Изменение балансовой стоимости, ∆Фн |
Контактный аппарат К-39-4 |
2,92 |
2 |
46533,12 |
2 192 800 |
1 096 400 |
Печь для сжигания серы |
5,79 |
1 |
49886,64 |
332 400 |
-332 400 |
Промывная башня |
3,45 |
2 |
57794,4 |
338 200 |
0,00 |
Сушильная башня |
3,45 |
2 |
59119,2 |
879 000 |
0,00 |
Абсорбер для к-ты технической |
3,75 |
1 |
29890,8 |
67 700 |
- 67 700 |
Абсорбер для кислоты реактивной |
0,15 |
10 |
11631,2 |
341 000 |
0 |
Изменение стоимости рабочих машин рассчитывается следующим образом:
∆Фн = ∑Фстi*Ri + ∑Фстi*Si,
где Фст – балансовая стоимость единицы оборудования;
Ri – количество единиц оборудования, установленных по стандартной схеме;
Si – дополнительно устанавливаемое (“замораживаемое”) оборудование согласно разработанной производственной программе.
Суммарное изменение балансовой стоимости всего оборудования составит:
∆Фн = 696 300 руб.
Новый профиль производственной мощности:

Рассчитаем коэффициент использования производственной мощности по ведущим отделениям:
Ким = Производственная программа / Мощность установки
Таблица 12. Коэффициент использования мощности.
Наименование оборудования |
Расчеты |
Ким |
Контактный аппарат |
35422,25 / 46533,12 |
0,761 |
Абсорбер для кислоты технической |
23819 / 29890,8 |
0,797 |
Абсорбер для кислоты реактивной |
11603,25 / 11 631,2 |
0,998 |
Теперь необходимо составить итоговый план выполнения производственной программы по кварталам года в натуральном выражении. Распределение происходит в соответствии с количеством времени эффективной работы оборудования в каждом квартале.
Кислота техническая:
I квартал: Тэфф = (8760/12) - 3*8 = 2166 часов (27,18%)
II квартал: Тэфф = 730*3 - 3*8 = 2166 часов (27,18%)
III квартал: Тэфф = 730*3 – 3*8 = 2166 часа (27,18%)
IV квартал: Тэфф = 730*3 - 2*8-704 = 1470 часа (18,45%)
Σ 7968 часов (100%)
Кислота аккумуляторная:
I квартал: Тэфф = 730*3 - 3*8 = 2166 часов (25%)
II квартал: Тэфф = 730*3 - 3*8 = 2166 часов (25%)
III квартал: Тэфф = 730*3 - 3*8= 2166 часа (25%)
IV квартал: Тэфф = 730*3 -3*8 = 2166 часа (25%)
Σ 8664 часов (100%)
Кислота реактивная:
I квартал: Тэфф = 730*3 – 56*3 – 8*7 = 2872,68 часа (24,7%)
II квартал: Тэфф = 730*3 – 56*3 – 8*7 = 2872,68 часа (24,7%)
III квартал: Тэфф = 730*3 – 56*3 – 8*7 = 2872,68 часа (24,7%)
IV квартал: Тэфф = 730*3 – 56 – 8*9 = 3012,95 часов (25,9%)
Σ 7960 часа (100%)
Выпуск продукции по кварталам распределяем пропорционально отработанному времени.
Таблица 13. План выполнения производственной программы.
Вид выпускаемой серной кислоты |
Ед. изм. |
Годовая программа |
По кварталам |
|||
I кв. |
II кв. |
III кв. |
IV кв. |
|||
Техническая |
т |
22785 |
6193,814
|
6193,814
|
6193,814
|
4203,558
|
Аккумуляторная |
т |
1034 |
258,5
|
258,5
|
258,5
|
258,5
|
Реактивная |
т |
11603,25 |
2865,828
|
2865,828
|
2865,828
|
3005,767
|