

2.4. Корректировка полученных значений.
Т.к. вредные последствия внеосевой ликвации можно уменьшить за сокращения продолжительности затвердевания отливки до 250…300 мин и меньше, то полученные значения продолжительности затвердевания не попадают в этот диапазон.
Используемые в работе смеси и материалы подбирались с учетом того, что каждый последующий от периферии к прибыли слой, должен обеспечивать постепенный прирост времени затвердевания отливки на величину, примерно равную 20%. Но при расчётах получили, что прирост времени больше 20%.
Модуль отливки должен увеличиваться на 10% в каждом слое от периферии к прибыли. Но при расчетах модуль отливки увеличивался в каждом слое от дна отливки к прибыли на величину, большую 10%.
Поэтому, для того, чтобы получить более точные значения технологических параметров, необходимо скорректировать полученные значения М второго и последующих участков на 10% и время затвердевания на 20 %.
Корректируя полученные значения модулей отливки и продолжительности затвердевания для 3 исследуемых формовочных смесей, получаем:
Для песчано-глинистой смеси:
=500, R=100 мм, модуль М=100, время затвердевания =150 мин.
=400, R=120 мм, модуль М=110, время затвердевания =180 мин.
=300, R=133 мм, модуль М=121, время затвердевания =216 мин.
=300, R=146 мм, модуль М=133, время затвердевания =259 мин.
=350, R=161 мм, модуль М=146, время затвердевания =311 мин.
=350, R=176 мм, модуль М=161, время затвердевания =373 мин.
=300, R=188 мм, модуль М=177, время затвердевания =446 мин.
Для хромомагнезитовой смеси:
=500, R=100 мм, модуль М=70, время затвердевания =80 мин.
=400, R=120 мм, модуль М=77, время затвердевания =96 мин.
=300, R=135 мм, модуль М=85, время затвердевания =115 мин.
=300, R=150 мм, модуль М=94, время затвердевания =138 мин.
=350, R=167 мм, модуль М=103, время затвердевания =166 мин.
=350, R=184 мм, модуль М=114, время затвердевания =199 мин.
=300, R=199 мм, модуль М=125, время затвердевания =239 мин.
Для комбинированной смеси:
=500, R=100 мм, модуль М=55, время затвердевания =25 мин.
=400, R=130 мм, модуль М=61, время затвердевания =30 мин.
=300, R=145 мм, модуль М=67, время затвердевания =36 мин.
=300, R=160 мм, модуль М=74, время затвердевания =43 мин.
=350, R=175 мм, модуль М=81, время затвердевания =52 мин.
=350, R=190 мм, модуль М=89, время затвердевания =62 мин.
=300, R=200 мм, модуль М=98, время затвердевания =75 мин.
Полученные значения заносим в таблицу 5.
Таблица 5. Расчетные данные параметров направленного затвердевания плиты.
№ сечения |
Песчано-глинистая смесь |
Хромомагнезитовая смесь |
Комбинированная смесь |
|||||||||
R |
М |
|
|
R |
М |
|
|
R |
М |
|
|
|
1 |
100 |
100 |
150 |
|
100 |
70 |
80 |
|
100 |
55 |
25 |
|
2 |
120 |
110 |
180 |
40 |
120 |
77 |
96 |
40 |
130 |
61 |
30 |
60 |
3 |
133 |
121 |
216 |
25 |
135 |
85 |
115 |
30 |
145 |
67 |
36 |
30 |
4 |
146 |
133 |
259 |
25 |
150 |
94 |
138 |
30 |
160 |
74 |
43 |
30 |
5 |
161 |
146 |
311 |
30 |
167 |
103 |
166 |
33 |
175 |
81 |
52 |
29 |
6 |
176 |
161 |
373 |
30 |
184 |
114 |
199 |
33 |
190 |
89 |
62 |
29 |
7 |
188 |
177 |
446 |
25 |
199 |
125 |
239 |
30 |
200 |
98 |
75 |
30 |
После корректировки получаем, что при изготовлении отливки в песчано-глинистой смеси, время затвердевания в первом сечении будет равно 150 мин, во втором 120, в подприбыльном сечении время затвердевания уменьшится до 446 мин. Модуль М в первом сечении равен 100 мм, во втором сечении 110, в подприбыльном сечении равен 177 мм. Направленное затвердевание будет обеспечиваться за счёт клиновидного напуска, равным 188 мм.
При изготовлении отливки в хромомагнезитовой смеси время затвердевания в первом сечении будет равно 80 мин, во втором сечении 96 мин, в подприбыльном сечении время уменьшилось 239 мин. Модуль отливки и технологический напуск на первом участке будут равны 70 и 100 мм соответственно, на втором участке 77 и 120. В подприбыльном участке 125 и 199 мм. Т.к. хромомагнезитовая форма обладает более сильным захолаживающим эффектом, чем песчано-глинистая смесь, то направленное затвердевание будет обеспечиваться только за счёт технологического напуска.
После корректировки значений М и для комбинированной смеси получаем, что модуль М в первом сечении получился равным 55 мм, во втором сечении 61 мм, в подприбыльном сечении 98 мм. Время затвердевания на первом участке равно 25 мин, на втором участке 30 мин, на подприбыльном участке 75 мин. Это означает, что время затвердевания отливки в комбинированной смеси должно быть равно 75 мин и направленное затвердевание будет обеспечиваться за счёт использования формы с дифференцированным охлаждением.
По условию было необходимо разбить отливки на зоны, равные 2…2,5 толщинам. Поэтому, чтобы более точно рассчитать технологические параметры отливки, разбиваем отливку на 5 зон, каждая из которых равна 2…2,5. Протяженность каждой дифференцированно охлаждаемой зоны принимаем равной 2-2,5 толщинам. Поэтому разбиваем отливку на 5 отрезков, толщиной 500, 400, 500, 500, 600 мм. Сечение отливки показываем на рисунке 7.
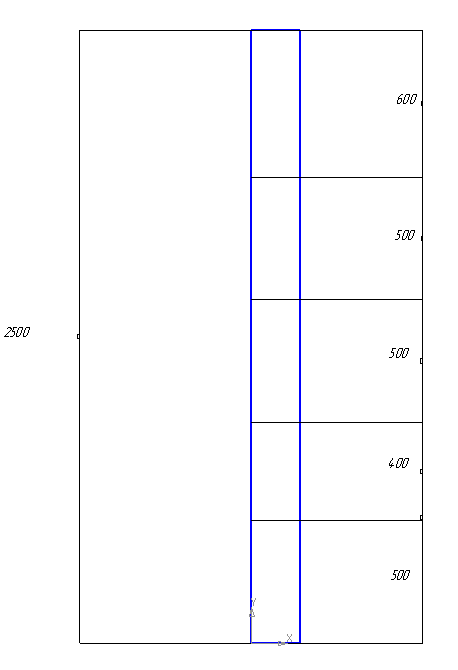
Рисунок 7. Сечение обечайки