

Глава 2. Применение дифференцированного охлаждения для управления процессом направленного затвердевания.
Для оценки эффективности использования комбинированных формовочных смесей, обеспечивающих направленное затвердевание, и определение размеров обечайки в работе будут приведены три варианта расчёта направленного затвердевания:
- сечение обечайки при изготовлении её в песчано-глинистой форме;
- сечение обечайки при изготовлении её в хромомагнезитовой форме;
- сечение обечайки при изготовлении её в комбинированной форме.
Главным критерием оценки направленного затвердевания отливки является приращение приведённой толщины R. ( R=V/F, где V – объём затвердевающего металла; F – площадь его охлаждения)
Сечение отливки по высоте разбиваем на зоны, протяжённость которых принимали равной 4..5 R отливки. Сечение отливки показано на рисунке 1.

Рисунок 1. Сечение обечайки.
Модуль отливки – это «приведённая толщина» условной отливки, время затвердевания которой в форме из какой-то смеси, охлаждающая способность которой взята за эталон, равно времени затвердевания реальной отливки в форме из смеси, охлаждающая способность которой может отличаться от эталонной.
Влияние условий охлаждения на время затвердевания отливки одной и той же приведённой толщины выражается через величину модуля как отношение коэффициентов затвердевания отливки k для условий её охлаждения в форме из эталонной смеси и материала, имеющего другие теплофизические характеристики.
Величину этого модуля определяют по выражению:
![]() ,
,
Где kэ – коэффициент затвердевания отливки в форме из эталонной смеси; k1 – коэффициент затвердевания отливки в форме из заданной смеси.
За эталонную смесь принята песчано-глинистая смесь с bф = 1,6*103 (Вт*с1/2/м2 *0С).
Абсолютная величина модуля М меньше или равна R для условий более интенсивного охлаждения и, наоборот, для теплоизоляционных и экзотермических условий М R. Для эталонных условий в песчано-глинистой форме M=R.
![]() ,
где F-
площадь охлаждения металла, а Р –
периметр .
,
где F-
площадь охлаждения металла, а Р –
периметр .
2.1. Определение технологических параметров отливки обечайки при изготовлении её в песчано-глинистой форме.
Разбиваем отливку на зоны и определяем приведенную толщину R в нижней части отливки с высотой 500 мм и толщиной 200 мм.
Т.к. конструкционная толщина равна двум приведенным толщинам, то приведенная толщина R=100мм.
При значении
коэффициента k=8,2,
определяем значение модуля М и время
![]() по рисунку 2.
по рисунку 2.
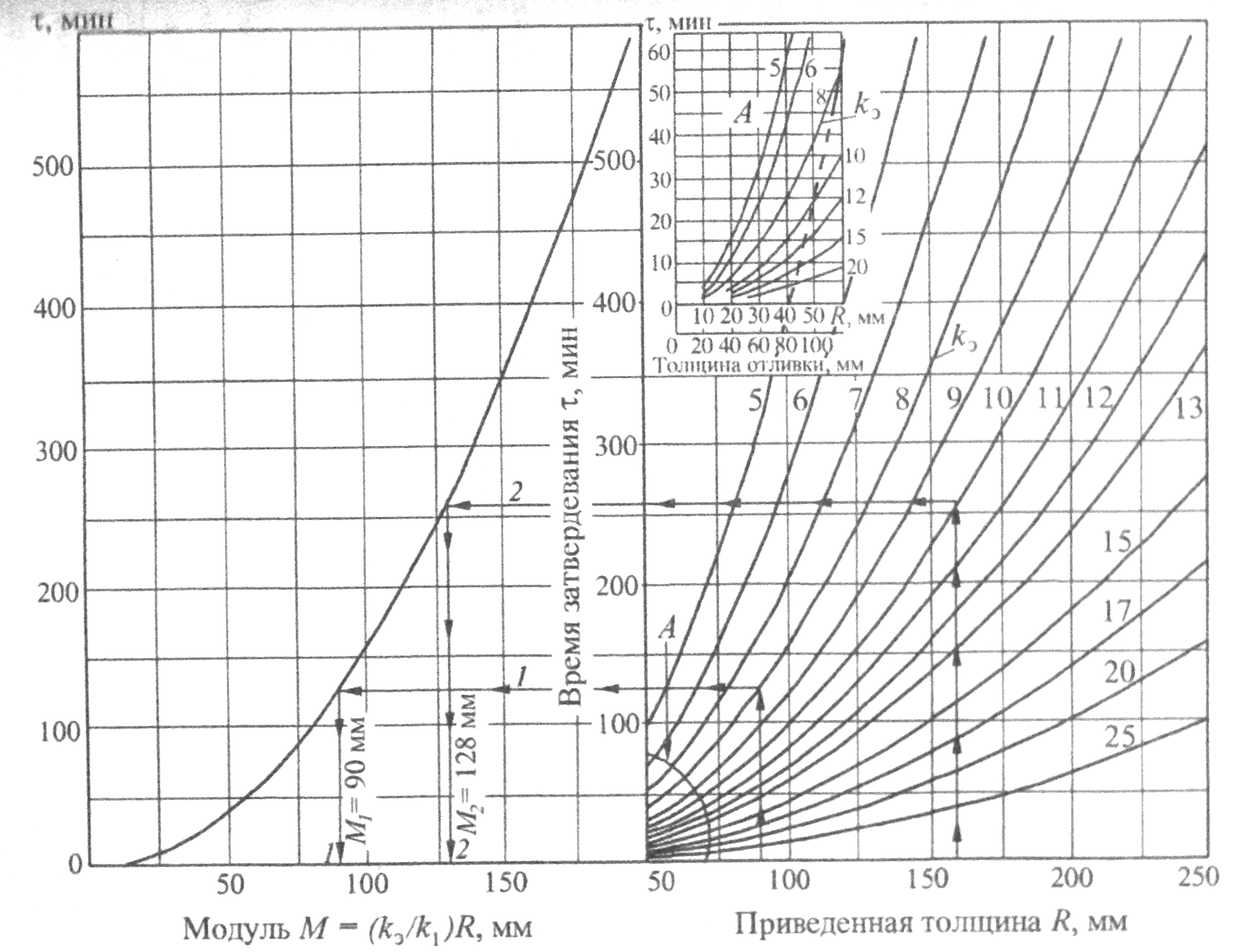
Рисунок 2. Номограмма для определения модуля М и времени затвердевания отливки в зависимости от её приведенной толщины и условий охлаждения.
При R=100 мм и k=8,2, модуль М=100 мм и время затвердевания =150мин.
Определяем толщину R во второй части отливки, высота которой равна 400 мм. R1=61 мм. Находим R2.
![]() .
.
Величину
технологического напуска
![]() определяем
по рисунку 3.
определяем
по рисунку 3.

Рисунок 3.Технологический напуск
для
различных значений
![]() .
.
Величина =40мм.
Находим R2.
![]() мм.
мм.
По рисунку 2 находим значение М= 120 мм и время =200 мин.
Аналогично рассчитываем значение R, M и для остальных участков.
Для третьего участка высоте =300 мм, величина технологического напуска =25 мм. Отсюда по рисунку 2 величины равны R=133 мм, М=133, =210 мин.
Для четвертого участка высотой 300 мм, величина технологического напуска =25мм, отсюда значения R=146 мм, М=146, =240 мин.
Для пятого участка высотой 350 мм, величина =30 мм, значения R=161 мм, М=161, =360 мин.
Для шестого участка высотой 350 мм, величина технологического напуска =30мм, отсюда R=176 мм, М=176, =460 мин.
Для седьмого участка высотой 300 мм, величина технологического напуска =25 мм, отсюда R=188 мм, М=188, =550 мин.
Результаты расчётов показываем на рисунке 4.

Рисунок 4. Сечение отливки при изготовлении её в песчано-глинистой смеси.
Результаты расчётов заносим в таблицу 2.
Таблица 2. Расчетные данные параметров направленного затвердевания плиты.
№ сечения |
Песчано-глинистая смесь |
|||
R |
М |
|
|
|
1 |
100 |
100 |
150 |
|
2 |
120 |
120 |
200 |
40 |
3 |
133 |
133 |
210 |
25 |
4 |
146 |
146 |
240 |
25 |
5 |
161 |
161 |
360 |
30 |
6 |
176 |
176 |
460 |
30 |
7 |
188 |
188 |
530 |
25 |
Приведенная толщина отливки на уровне 500 мм от края (сечение 1) будет равна 100 мм. При следующем приращении, равном 400 мм приведенная толщина увеличится до 120 мм. В подприбыльной зоне (сечение 7) величина R составит 188 мм.
Время затвердевания на уровне 500 мм от края равно 150 мин, на следующем уровне 200 мин. В подприбыльной зоне время затвердевания равно 530 мин.
Т.к. песчано-глинистая смесь принята за эталонную смесь, то приведенная толщина R будет равна модулю отливки М.
Отливка изготовлена в данной смеси будет охлаждаться долгое время (530 мин) и направленное затвердевание будет обеспечиваться только за счёт технологического напуска.