

Теоретические сведения.
Обработка конусов при повернутых верхних салазках суппорта. Способ применим для обтачивания или растачивания конусов небольшой длины с различным углом уклона.
В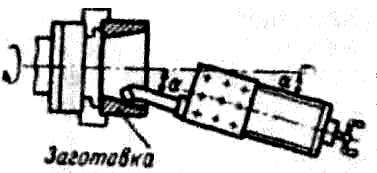 нимание!
Длина
обработки ограничивается длиной
перемещения верхних
салазок, которые, устанавливаются под
углом уклона конуса а (рис. 5.1).
Для этого, ослабив гайки поворотной
плиты, поворачивают ее вместе с верхними
салазками на требуемый угол, который
отсчитывают по градусной шкале
1. Доли градуса определяют на глаз. Затем
гайки прочно зажимают.
нимание!
Длина
обработки ограничивается длиной
перемещения верхних
салазок, которые, устанавливаются под
углом уклона конуса а (рис. 5.1).
Для этого, ослабив гайки поворотной
плиты, поворачивают ее вместе с верхними
салазками на требуемый угол, который
отсчитывают по градусной шкале
1. Доли градуса определяют на глаз. Затем
гайки прочно зажимают.
Рисунок 5.1 - Обработка конуса при повернутых верхних салазках
суппорта
При обработке точных конусов описываемым способом выполняют ряд Пробных проточек заготовки и по результатам контроля корректируют угол установки салазок.
Угол поворота верхних салазок рассчитывается по формуле:
(1)
Чтобы исключить сдвиг суппорта во время резания, его следует неподвижно закрепить на станине зажимным винтом каретки или включением рукоятки маточной гайки. [4]
Существенный недостаток данного способа обработки конусов: ручная подача салазок и в связи с этим невысокая чистота обработки.
О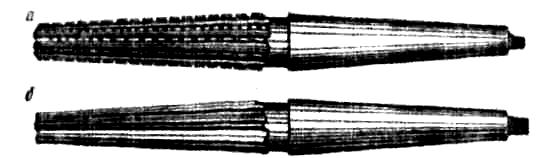 тверстия
с нормальными конусами можно обрабатывать
стандартными коническими
развертками (рис.5.2). Для отверстий с
конусностью 1:50 и 1:16 Предусмотрена только
Чистовая развертка, для инструментальных
конусов Морзе,
метрических и с конусностью 1:30 — две
(предварительная и чистовая).
У предварительной развертки на режущих
кромках зубьев в шахматном
порядке выполнены стружкоразделитедьные
канавки, облегчающие срезание основного
слоя металла.
тверстия
с нормальными конусами можно обрабатывать
стандартными коническими
развертками (рис.5.2). Для отверстий с
конусностью 1:50 и 1:16 Предусмотрена только
Чистовая развертка, для инструментальных
конусов Морзе,
метрических и с конусностью 1:30 — две
(предварительная и чистовая).
У предварительной развертки на режущих
кромках зубьев в шахматном
порядке выполнены стружкоразделитедьные
канавки, облегчающие срезание основного
слоя металла.
Рисунок 5.2 - Конические развертки: а — предварительная; б — чистовая
Внимание! Перед развертыванием в сплошной заготовке сверлят отверстие по размеру меньшего диаметра конуса. Для крупных инструментальных конусов его рекомендуется дополнительно расточить с припуском 0,4—0,6 мм на диаметр.
Конические развертки работают в более тяжелых условиях по сравнению е цилиндрическими, так как они режут металл всей длиной зуба. Вследствие этого режим резания для них несколько снижают: ручная подача 0,1—0,3 мм/об, скорость резания — 4— 6 м/мин. Охлаждение то же, что и для цилиндрических разверток. [4]
Таблица 5. 1 Виды, причины и меры предупреждения брака при обработки конических поверхностей [6]
Виды брака |
Причины |
Меры предупреждения |
|
||
Угол конуса правильный, но не точный размеры большого и малого основание |
Неточность установки резца по лимбу поперечной подачи
Неточность продольного перемещения конической развертки или двухперого зенкера |
Тщательно установить размер по лимбу при окончательном проходе резцом
По первой детали заметить риску на лимбе продольной подачи и соблюдать ее при обработке всей партии
|
|
||
|
|
||||
Угол конуса не соответствует указанному на чертеже
Образующая конуса криволинейно |
Нарушена точность длины заготовки
Неточность поворота плиты верхних салазок на заданный угол Отжим плиты в процессе обработки
Неточность смещения корпуса задней бабки на расчетную величину
Неточность установка конусной линейки
Погрешность угла заточки резца или утла конической развертки
Резец установлен выше или ниже оси центров |
Тщательно контролировать заготовку по длине
Отрегулировать угол поворота плиты
Надежно закрепить плиту
Отрегулировать величину смещения корпуса задней бабки
Отрегулировать установку конусной линейки Точно выдержать углы заточки инструмента
Установить резец точно по оси центров |
|||
Ф.И.О._____________________________________________________
Проверка усвоенного
Ответьте на следующие вопросы, отмечая галочкой верные варианты ответа в таблице приведенной ниже (возможно несколько правильных вариантов ответов):
Можно ли растачивать отверстия с помощью поворота верхних салазок суппорта?
а) да;
б) нет;
в) в некоторых случаях;
г) все ответы верны;
На какую длину можно точить конуса при помощи верхних салазок суппорта?
а) 450 мм;
б)300 мм;
в)350 мм;
г) на длину верхних салазок;
По какой формуле рассчитывается угол поворота верхних салазок суппорта?
а) ;
б) ;
в) ;
г) ;
На какой угол можно обтачивать конуса способом повернутых салазок суппорта?
а) 45°
6) 60°
в) 35°
г) все перечисленные
5. Каким инструментом можно получать конические отверстия?
а) резцом;
б) разверткой;
в) сверлом;
г) всеми перечисленными;
6. Кокая величина припуска на обработку отверстия конической разверткой?
а) 0,2 -0,8 мм;
б) 0,6 -0,7 мм;
в) 0,4-0,6 мм;
г) 0,1 -0,4 мм;
7. Чем можно проконтролировать угол конуса?
а) угломером;
б) шаблоном;
в) микрометрам;
г) транспортиром;
8. При обработки коническими развертками величина подачи ровна:
а) 0,2 -0,8 мм/об;
б) 0,6 -0,7 мм/об;
в) 0,4-0,6 мм/об;
г) 0,1 -0,3 мм/об;
Скорость резанья при обработки коническими развертками ровна:
а) 6— 8 м/мин
б) 4— 6 м/мин
в) 2— 5 м/мин
г) 4— 6 м/мин
Какая причина если угол конуса правильный, но не точный размеры большого и малого основание:
а) Неточность установки резца по лимбу поперечной подачи
б) Погрешность угла заточки резца или утла конической развертки
в) Отжим плиты в процессе обработки
г) Неточность поворота плиты верхних салазок на заданный угол
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
а |
|
|
|
|
|
|
|
|
|
|
б |
|
|
|
|
|
|
|
|
|
|
в |
|
|
|
|
|
|
|
|
|
|
г |
|
|
|
|
|
|
|
|
|
|
Оценка:
Лабораторно-практическая работа №1
Расчет настройки стайка на обработку заданных конических
поверхностей.
Цель: научится рассчитывать параметры настройки станка на обработку заданных конических поверхностей
Материально-техническая база:
Штангенциркуль с точностью измерения 0,05 мм, детали с коническими поверхностями, сверла, зенкеры, переходные втулки, оправки, справочники молодого токаря, учебники токарного дела, таблица тангенсов.