

Технологический процесс пайки
Пайку можно производить тремя видами соединения: стыковым, нахлесточным и соединением в ус.
Технологический процесс пайки мягким (низкотемпературным) припоем включает подготовку поверхности деталей и собственно пайку. Подготовка поверхности деталей состоит в подгонке друг к другу припаиваемых поверхностей, механической очистке от грязи, жиров и окисных пленок, покрытии очищенных поверхностей флюсом.
Флюсы применяют для предохранения очищенных поверхностей от окисления при нагреве и в процессе пайки, а также для улучшения смачивания жидким припоем металла — основы. При пайке мягким припоем в качестве флюсов чаще всего используют соляную, фосфорную кислоты, хлористый цинк (гипс), смесь хлористого цинка с хлористым аммонием или стеарин и канифоль. Иногда применяют также пастообразные флюсы, содержащие хлористый цинк, нашатырь, канифоль, животный жир или касторовое масло, воду.
Для осуществления пайки паяльник нагревают до 250—300° С, рабочим концом погружают во флюс, залуживают припоем и разогревают подготовленные к пайке детали в местах соединения. Одновременно на шов наносят припой, который расплавляют паяльником и вводят в зазор, где он, охлаждаясь, образует шов. Прочность соединения 50—70 МН/м2 (МПа).
При пайке твердыми (высокотемпературными) припоями ранее подготовленные к пайке и обработанные флюсом части изделий нагревают вместе с припоем до температуры его плавления. В качестве флюсов применяют буру (Na2B4O7), соль борной кислоты (Na2BO3), фтористый калий (KF) и др. Прочность соединения 450МН/ма (МПа).
Пайку металлов в некоторых случаях механизируют и автоматизируют. К таким методам пайки можно отнести контактную 'пайку с нагревом токами высокой частоты, пайку электрической дугой, пайку с погружением в расплавленный припой и др.
Особого внимания заслуживает нагрев металла при пайке токами высокой частоты с использованием специальных индукторов, изготовленных по конфигурации изделий из медных трубок. В условиях массового производства применяют автоматическую пайку изделий токами высокой частоты на конвейерной ленте. После подготовки и сборки на ленте конвейера изделия проходят через индуктор, который нагревает их до заданной температуры путем автоматического включения и выключения тока; припой плавится, после чего осуществляется процесс пайки.
Пайка алюминия и его сплавов
На воздухе поверхность алюминия легко покрывается тонкой пленкой А12О3, которая препятствует прямому взаимодействию припоя с основным металлом. Если окисную пленку механически удалить и тщательно очистить и обезжирить поверхность изделия, то можно производить пайку алюминия мягкими припоями следующих составов: 55% Sn, 25% Zn, 20% Cd с температурой плавления 200°С или 60% Sn и 40% Zn с температурой плавления 310° С.
Для пайки алюминия твердым припоем применяют припой марки 34А (6% Si, 28% Си, остальное А1) с температурой плавления 525° С.
В качестве флюсов при плавке мягким припоем можно применять канифоль или стеарин, но они не разрушают поверхностную окисную пленку. Поэтому требуется зачистка и нагрев места пайки, а также растирка припоя по нагретому месту и вторичная зачистка поверхности шабером. В этом случае происходит обычный процесс лужения припоем, после чего луженые поверхности подвергают пайке. В качестве флюсов при пайке алюминия применяют также смесь хлористого цинка (73%) и фтористого натрия (27%).
Для пайки алюминиевых сплавов более тугоплавким припоем (марки 34А) иногда применяют флюс, состоящий из хлористого калия (8—12%), хлористого цинка (8—15%), хлористого калия (59— 43%), хлористого лития (25—30%).
Однако указанные выше меры не обеспечивают разрушение пленки окиси алюминия по всей поверхности. Более эффективно применение ультразвуковой пайки, при которой ультразвук вызывает высокочастотные колебания расплавленного припоя и позволяет разрушать окисную пленку.
На рис. 8 показана схема ультразвуковой пайки металла.
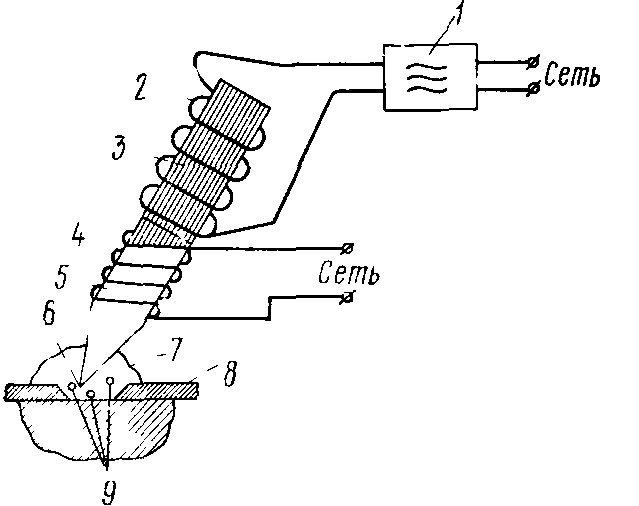
Рис. 8. Схема ультразвуковой пайки металла
Стержень 5 паяльника имеет две обмотки: обмотка 4 подключена к сети и служит для нагрева паяльника; обмотка 2 подключена к высокочастотному генератору 1 переменного тока. Обмотка 2 и никелевые или кобальтовые пластинки 3, находящиеся внутри обмотки, представляют магнитострикционный вибратор.
При прохождении тока определенной частоты переменное магнитное поле действует на эти пластины, которые изменяют размеры (явление магнитострикции) и совершают колебательные движения, излучая ультразвуковые колебания такой же частоты. Эти колебания передаются на острый конец 6 паяльника. Под действием ультразвуковых явлений в жидком припое 7 образуются мельчайшие пузырьки 9, которые, ударяясь о поверхность алюминия 8, разрушают окисную пленку и позволяют вести пайку без применения флюсов.