

Федеральное государственное бюджетное учреждение высшего профессионального образования
«Вологодский государственный технический университет»
ФЗДО
Кафедра _________________________
Контрольная работа №1
По дисциплине « _______________________________________»
Наименование темы « __________________________________»
Шифр: 0502120551
Проверил: Сигов Н.А.
Выполнил студент: Чекмарев И.В.
Группа: ЗМТ-32
Дата сдачи _____________________
Дата защиты ____________________
Оценка по защите_________________
Вологда
2012г.
Определение расхода и стоимости израсходованного материала, необходимого для получения заготовки детали из стали 35 методами ковки и литья.
Определение расхода и стоимости израсходованного материала, необходимого для получения заготовки детали из стали 35 методам ковки.
mзаготовки=181,2 кг
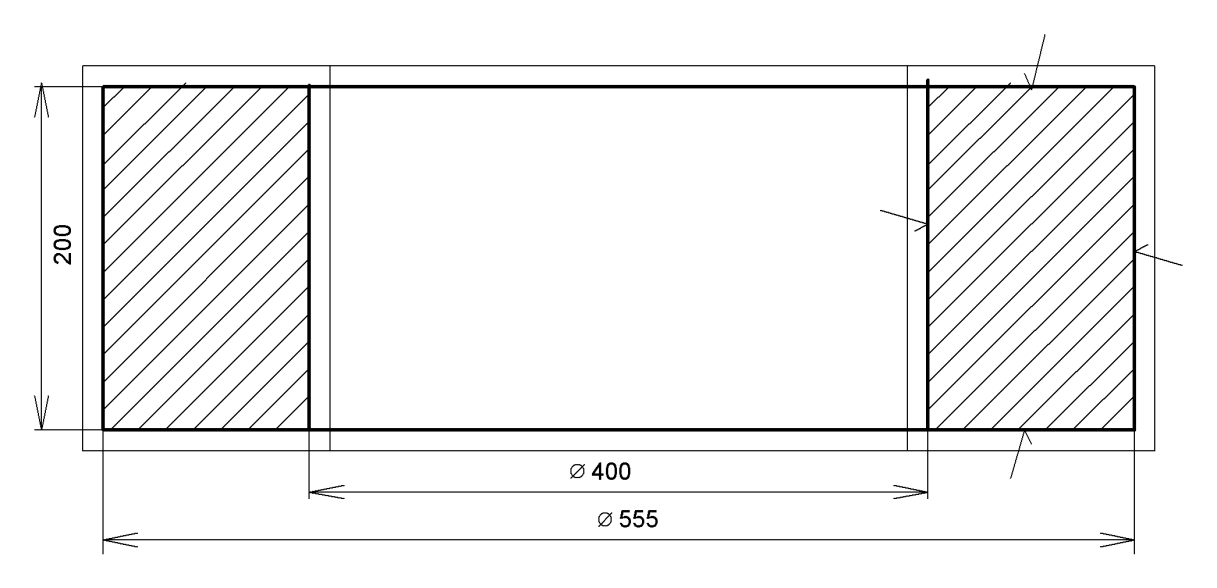
Масса поковки
H=200+18±7=218±7 мм
D=555+21±8=576±8 мм
d=400-27±8=373±8 мм
Масса поковки:


Масса заготовки
mзаготовки= mпоковки+ mугар +mобсечки+ mвыдры
mугар=3%* mпоковки
mобсечки=0
Прошивень
d=373±8
 365…381
365…381
Выбираем стандартный прошивень 380
Стоимость металла для поковки
Определение расхода и стоимости израсходованного материала, необходимого для получения заготовки детали из стали 35 методам литья.
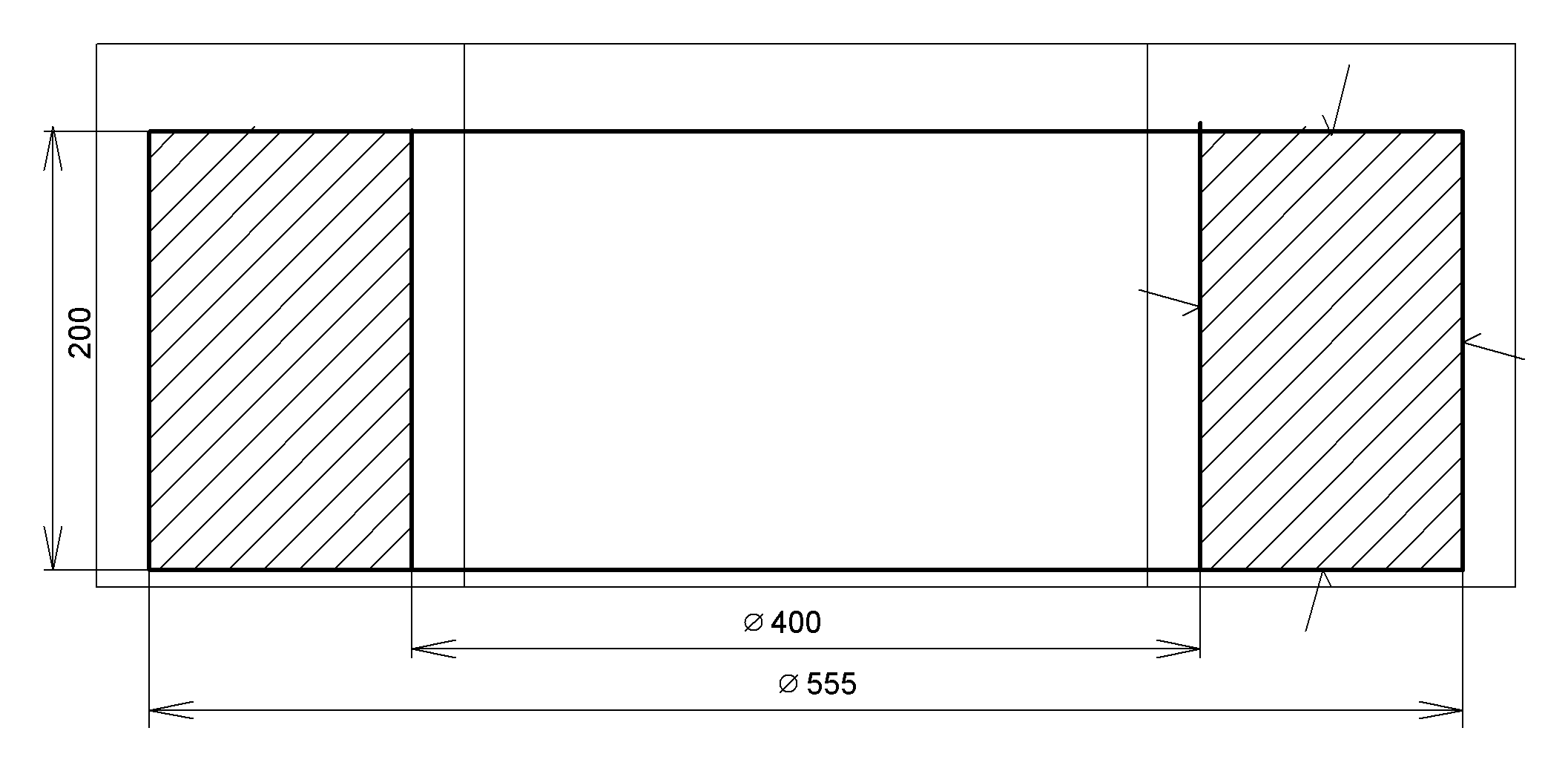
Масса отливки:
H=200+8+6=214 мм
D=555+2*7=569 мм
d=400-2*7=386 мм
Масса жидкого металла
Ориентировочный технический выход годного составит 64%
Масса металлолома:
Стоимость металла для отливки
-
Способ получения заготовки
Исходный материал
mизрасх.мет.,кг
Cизрасх.мет.,руб
ковка
прокат
262,9
7887
литьё
металлолом
395,5
3161
Вывод: несмотря на то что расход металла на изготовление поковки меньше чем отливки, сумма средств израсходованных на металл для отливки значительно меньше, чем поковки.
Дуговая резка металлов.
Существуют различные виды резки. Одной из них является дуговая резка металла. Основные процессы данной резки в основном основаны на расплавлении металлических изделий в месте реза, а также удалении его непосредственно за счет собственного веса и давления дуги (порой применяется дополнительный поток воздуха).
Осуществляется резка металла в основном вручную. Используется же для высоколегированных сталей, чугуна, цветных металлов и их сплавов. Следует выделить минусы дуговой резки металла:
1.Качество реза, как правило, всегда является низким;
2.У изделий образовываются неровные края;
3.Кромки покрыты оплавившимся металлом и шлаком;
4.Обязательно требуется механическая обработка перед последующей сваркой;
5.Производительность резки невысокой назвать сложно.
Дуговая резка, как правило, не требует какого-то специального оборудования. Она может быть осуществлена там, где специалисты выполняют дуговую сварку. Отличительной особенностью данной резки является возможность её применения в разных пространственных положениях. То есть, стоит подчеркнуть, что универсальность дуговой резки металла способствует применению для низколегированных и углеродистых сталей (к примеру, в монтажных условиях).
Разделительная дуговая резка металла.
При разделительной резке металлическое изделие устанавливается в наиболее подходящее положение, которое бы создавало благоприятные условия непосредственно для вытекания из места реза расплавленного металла. При вертикальном резе резка материала ведется сверху вниз. Это позволяет не засорять разрез выплавляемым металлом. Для отклонения в направлении реза магнитным дутьем дуги другой сварочный кабель присоединяют у начала разреза сверху.
Начинать разделительную резку металла следует с кромки, иногда можно начинать с середины листа. В таком случае делается отверстие. Электрод нужно наклонять так, чтобы кратер находился на торцовой кромке. Когда толщина разрезаемого материала меньше самого диаметра электрода, то этот электрод можно расположить перпендикулярно поверхности, а затем просто перемещать вдоль линии реза. Никаких дополнительных колебаний не требуется.