

Сварочное ацетилено-кислородное пламя
Строение, температура и влияние сварочного пламени на расплавленный металл зависят от соотношения кислорода и ацетилена в горючей смеси. Горение ацетилена может быть представлено следующей реакцией, протекающей в две стадии:
С2Н2 + 2,502 = 2С02 + Н2Опар
В первой стадии в горелку подают один объем ацетилена и один объем кислорода
(С2Н2 + О2 = 2СО + Н2).
Во второй стадии за счет кислорода окружающего воздуха протекает реакция
2СО + Н2 + 1,502 = 2СО2 + Н2О.
В зависимости от соотношения кислорода и ацетилена в исходной горючей смеси различают три вида кислородно-ацетиленового пламени:
- нейтральное, или нормальное восстановительное, пламя при соотношении О2:С2Н2 = 1:1,2; таким пламенем сваривают большинство металлов и сплавов;
- науглероживающее пламя при соотношении О2:С2Н2<1, т. е. при избытке ацетилена. Ядро пламени при этом удлиняется по сравнению с ядром нормального пламени; пламя теряет резкие очертания. Такое пламя применяют при сварке чугуна и наплавке быстрорежущих сталей и твердых сплавов;
- окислительное пламя при соотношении О2:С2Н2>1,2, т. е. при избытке кислорода. Пламя при этом приобретает голубоватый оттенок, размеры ядра пламени уменьшаются; применяют при сварке латуней.
На рис. 1 показана схема строения нормального сварочного пламени, образующегося при горении ацетилена. Пламя состоит из трех зон: ядра /, восстановительной зоны 2 и окислительной зоны 3. Ядро пламени имеет вид усеченного конуса с округленным концом.
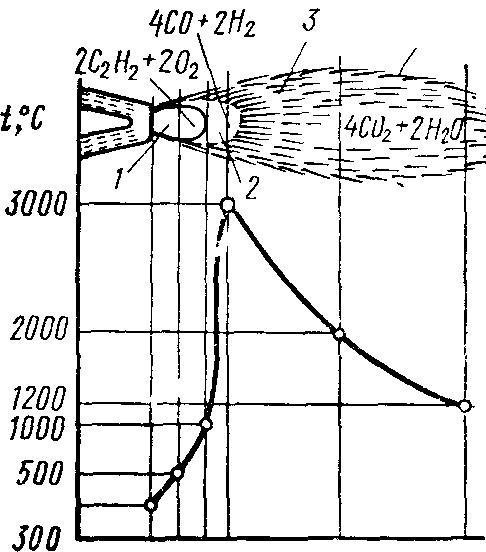
Рис. 1. Схема строения нормального ацетилено-кислородного пламени и график распределения температуры по его длине
Эта часть пламени состоит из смеси кислорода и раскаленных продуктов разложения ацетилена и кислорода (самая яркая часть пламени).
В восстановительной зоне происходит выделение тепла в основном за счет окисления раскаленных частиц углерода в окись углерода. Наивысшая температура в этой зоне (до 3150° С) создается на расстоянии 3—5 мм от конца ядра пламени; эта зона имеет характерное синеватое свечение.
Находящиеся в восстановительной зоне продукты горения ацетилена СО и Н2 нагревают и расплавляют металл; они также могут восстанавливать окислы, в том числе образующиеся при сварке окислы железа.
В окислительной зоне при избытке кислорода воздуха СО догорает в СО2 и Н2 в Н2Опар. Эта часть пламени имеет желтоватую окраску с красным оттенком. Газообразные продукты этой зоны обладают окислительной способностью. Однако они препятствуют контакту расплавленного металла с воздухом.
Технология газовой сварки
Качественный шов обеспечивается правильным подбором мощности горелки, видом сварочного пламени, способом сварки, углом наклона горелки, применением соответствующего присадочного материала и флюса.
Мощность сварочного пламени оценивают по расходу ацетилена А, который вычисляют по формуле
А = ks,
где s — толщина свариваемых кромок, мм; k — коэффициент, определяемый экспериментально и зависящий от физико-химических свойств свариваемых металлов.
Для нержавеющей стали k = 70-80; для углеродистой стали, чугуна k = 100-120; для меди k — 160-200, алюминия k = 75.
По мощности пламени определяют номер наконечника сварочной горелки.
Диаметр присадочной проволоки d выбирают в соответствии с толщиной s основного металла. Для приближенного выбора диаметра присадочного прутка при s<10 мм можно пользоваться эмпирической формулой
d = 0,5s+l.
При s>10 мм диаметр присадочного прутка принимают равным 5 мм.
Применение многопламенных горелок с несколькими мундштуками повышает производительность сварки и улучшает качество шва.
Мощность горелки выбирают в зависимости от толщины и теплопроводности свариваемого металла. Для сварки металла с высокой теплопроводностью требуется наконечник с большим расходом газа.
Свариваемый участок предварительно нагревают пламенем горелки до образования жидкой сварочной ванны. После этого в нее вводят конец присадочной проволоки, которая, расплавляясь, образует шов. Газовой сваркой можно выполнять швы в любом положении. Наиболее рациональный способ газовой сварки — соединение встык. При этом сталь толщиной до 2 мм сваривают с отбортовкой кромок без присадочного материала. При большей толщине металла производят одно- или двустороннюю разделку кромок.
П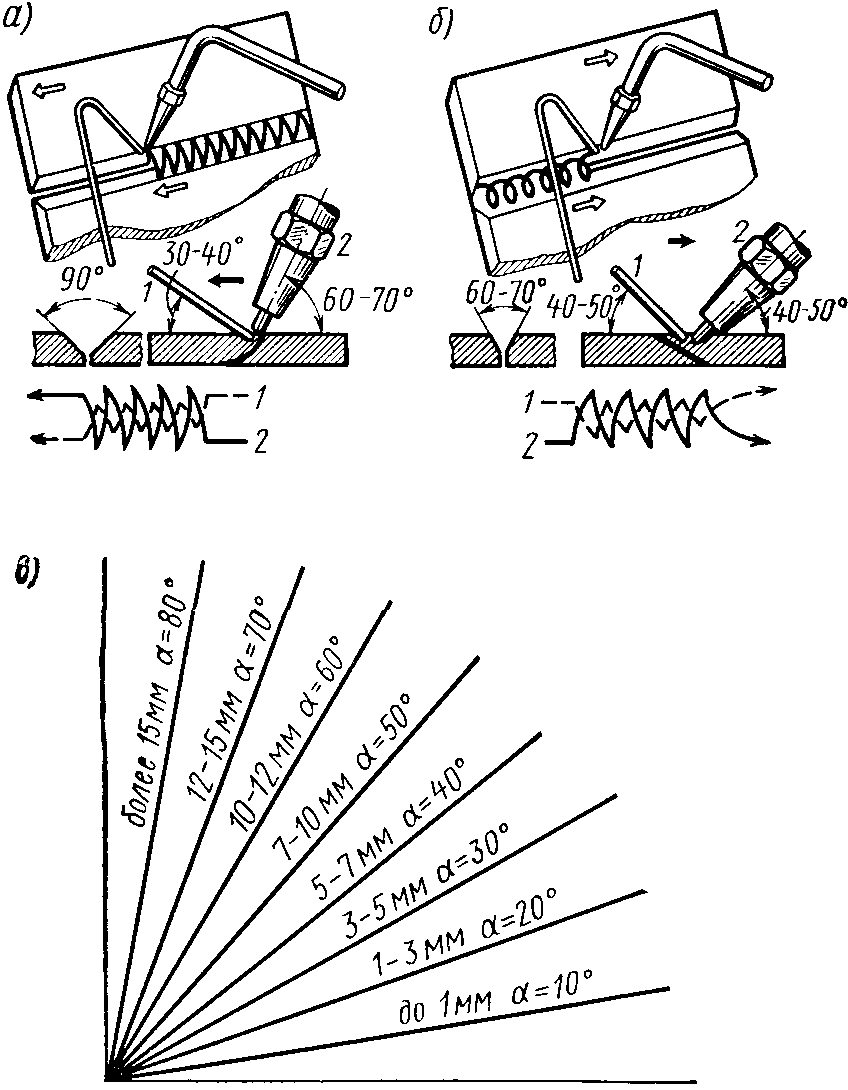 ри
толщине металла до 3 мм применяют левую
сварку (рис. 2, а), при которой горелка
движется справа налево. Присадочный
пруток / находится слева от горелки 2
и
передвигается впереди пламени.
ри
толщине металла до 3 мм применяют левую
сварку (рис. 2, а), при которой горелка
движется справа налево. Присадочный
пруток / находится слева от горелки 2
и
передвигается впереди пламени.
Рис. 2. Способы газовой сварки и углы наклона горелки при различной толщине свариваемого металла
При толщине металла более 5 мм применяют правую сварку (рис. 2, б): горелка 2 движется впереди сварочной проволоки / слева направо. Правая сварка увеличивает производительность на 20—25% при меньшем расходе ацетилена (на 15—25%).
Угол наклона горелки к свариваемой поверхности зависит от толщины металла. При увеличении толщины металла нужна большая концентрация тепла и соответственно больший угол наклона горелки (рис. 2, б).
Горизонтальные и потолочные швы обычно выполняют правым способом сварки, обеспечивающим глубокое проплавление, а вертикальные швы ведут левым способом снизу вверх. При таком способе сварки предотвращается стекание металла из ванны.
При газовой сварке в качестве присадочного материала следует применять проволоку или прутки, близкие по химическому составу к металлу свариваемых деталей.
Применение флюсов, защищающих сварочный шов от окисления, улучшает качество газовой сварки.